7广本自动变速器.docx
《7广本自动变速器.docx》由会员分享,可在线阅读,更多相关《7广本自动变速器.docx(36页珍藏版)》请在冰豆网上搜索。
7广本自动变速器
十三、差速器及其检修
1、差速器的的总体构成
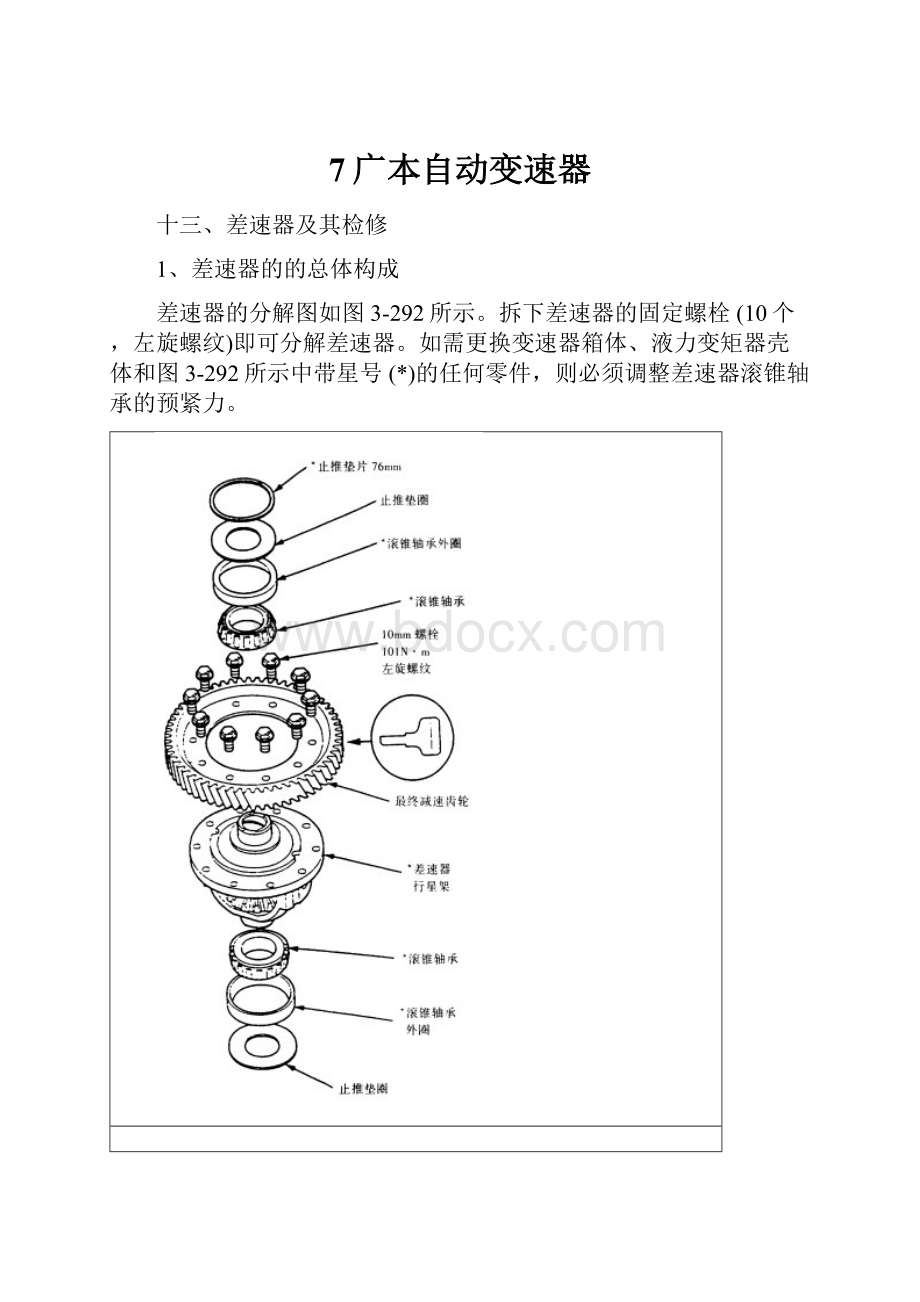
差速器的分解图如图3-292所示。
拆下差速器的固定螺栓(10个,左旋螺纹)即可分解差速器。
如需更换变速器箱体、液力变矩器壳体和图3-292所示中带星号(*)的任何零件,则必须调整差速器滚锥轴承的预紧力。
图3-292差速器的分解图
安装内、外两半轴,将差速器放在V形铁上,如图3-293所示,使用百分表检测行星齿轮的齿侧间隙。
齿侧间隙的标准值为0.05~0.15mm。
如果被测值不符合上述要求,则应更换差速器行星架总成。
图3-293使用百分表检测行星齿轮的齿侧间隙
2、轴承的更换
首先应检查轴承是否磨损,以及转动是否不平滑。
如果轴承正常,则无须拆卸轴承。
(1)如图3-294所示,使用轴承拆卸器和轴承分离器拆卸滚锥轴承。
(2)如图3-295所示,使用专用工具和压力机安装新的滚锥轴承。
(3)注意事项:
要将轴承推到底;要使用专用工具的细端安装轴承;轴承及外圈应成套更换;只要更换轴承时就要检查并调节轴承预紧力;要压实轴承,使轴承与差速器行星架之间没有间隙。
图3-294拆卸滚锥轴承
图3-295安装新的滚锥轴承
3、差速器行星架的更换
(1)如图3-296所示,将终减速齿轮从差速器行星架上拆下。
注意:
终减速齿轮的螺栓为左旋螺纹。
图3-296将终减速齿轮从差速器行星架上拆下
(2)安装终减速齿轮,使内孔倒角朝向差速器行星架。
(3)按照规定扭矩以交叉方式拧紧螺栓。
规定扭矩为101N·m。
4、滚锥轴承预紧力的调节
特别提醒:
如果更换自动变速器箱体、液力变矩器壳体、差速器行星架、滚锥轴承、轴承外圈或止推垫片,则必须进行滚锥轴承预紧力的调节。
(1)如图3-297所示,用煤气喷枪将自动变速器箱体加热至100℃,然后从壳体上拆下轴承外圈、止推垫圈和止惟垫片。
注意:
加热壳体时不要使温度超过100℃;在调节滚锥轴承预紧力之前,应将自动变速器箱体冷却至室温。
图3-297用煤气喷枪加热自动变速器箱体
(2)若更换轴承外圈,则滚锥轴承也应更换。
(3)不要在液力变矩器壳体一侧安装垫片。
(4)从表3-31所列中选用编号为“I”,厚度为2.6mm的止推垫片。
并如图3-298所示,将止推垫片、止推垫圈和轴承外圈依次装入自动变速器箱体。
图3-298将止推垫片、止推垫圈和轴承外圈依次装入自动变速器箱体
表3-31止推垫片(76mm)的厚度规格
编号
零部件号
厚度,mm
编号
零部件号
厚度,mm
S
41438-PX4-700
2.05
I
41449-PK4-000
2.60
T
41439-PX4-700
2.10
J
41450-PK4-000
2.65
U
41440-PX4-700
2.15
K
41451-PK4-000
2.70
A
41441-PK4-000
2.20
L
41452-PK4-000
2.75
B
41442-PK4-000
2.25
M
41453-PK4-000
2.85
C
41443-PK4-000
2.30
N
41454-PK4-000
2.85
D
41444-PK4-000
2.35
O
41455-PK4-000
2.90
E
41445-PK4-000
2.40
P
41456-PK4-000
2.95
F
41446-PK4-000
2.45
Q
41457-PK4-000
3.00
G
41447-PK4-000
2.50
R
41458-PK4-000
3.05
H
41448-PK4-000
2.55
(5)按图3-299所示的方法使用专用工具将轴承外圈牢固地安装在自动变速器箱体上。
安装完L毕,确认止推垫圈、轴承外圈、止推垫片等元件与自动变速器箱体之间是否没有轴向间隙(应无轴向间隙)。
图3-299使用专用工具将轴承外圈安装在自动变速器箱体上
(6)使用专用工具可调轴承拆卸器组件(07JAC-PH80000)拆卸中间轴轴承和副轴轴承。
更换拆装垫块规格,使用上述类似的方法拆装液力变矩器油封主轴承/油封、中间轴轴承以及副轴轴承。
(7)将差速器总成、密封垫和定位销安装到液力变矩器壳体上,并将控制轴上的弹簧销与变速器箱体上的凹槽对正。
(8)如图3-300所示,安装自动变速器箱体与自动变速器吊架、吊架/插头支座及搭铁线柱支座,然后拧紧各固定螺栓。
图3-300安装自动变速器箱体与自动变速器吊架、吊架/插头支座及搭铁线柱支座
(9)左右转动差速器总成以使滚针轴承安装到位。
(10)如图3-301所示,使用扭力扳手和专用工具预紧力检查工具(07HAJ-PK40201)在室温下检测差速器左右两方向的初始转动阻力矩。
以检查滚针轴承的松紧度。
其标准值:
新轴承为2.7~3.9N·m;重复使用的轴承为避免.5~3.6N·m。
图3-301使用扭力扳手和专用工具预紧力检查工具在室温下检测差速器左右两方向的初始转动阻力矩
(11)如果被测阻力矩值不符合技术要求,则可通过改变止推垫片厚度的方法予以调整。
减少垫片厚度,阻力矩降低;反之,增加垫片厚度,阻力矩增加。
两相邻垫片之间的阻力矩相差约0.3~0.4N·m。
5、滚锥轴承外圈的更换
特别提醒:
如果更换轴承外圈,则滚锥轴承也应更换;不要在液力变矩器壳体一侧安装垫片;更换轴承及外圈后要调节轴承预紧力;安装时应给所有零部件的表面施加ATF油。
(1)使用煤气喷枪将自动变速器箱体加热到100℃左右,以便从箱体上拆下轴承外圈。
(2)拆下液力变矩器壳体上的轴承外圈。
(3)如图3-298和图3-299所示,使用专用工具将止推垫片、止推垫圈及轴承外圈装到自动变速器箱体上。
(4)如图3-302所示,将止推垫圈和轴承外圈装到液力变矩器壳体上。
使用专用工具安装轴承外圈时要保证轴承外圈紧靠在壳体上。
图3-302将止推垫圈和轴承外圈装到液力变矩器壳体上
6、油封的更换
(1)拆下差速器总成。
(2)如图3-303所示,从自动变速器箱体上拆下油封。
图3-303从自动变速器箱体上拆下油封
(3)如图3-304所示,从液力变矩器壳体上拆下油封。
图3-304从液力变矩器壳体上拆下油封
(4)如图3-305所示,使用专用工具将油封装入自动变速器箱体中。
图3-305使用专用工具将油封装入自动变速器箱体中
(5)如图3-306所示,使用专用工具将油封装入液力变矩器壳体中。
图3-306使用专用工具将油封装入液力变矩器壳体中
十四、半轴及其检修
(一)半轴防护套的检查
检查半轴内、外侧防护套是否有裂缝、损坏、渗漏润滑脂等现象。
检查防护套卡环是否松旷(图3-307)。
如果发现防护套有任何破损,则更换防护套和防护套卡环。
图3-307检查半轴护套
1-花键2-内防护套3-半轴外防护套5-防护套卡箍
用手转动半轴,确认花键及接头部分没有过度松旷。
确认半轴没有弯曲或裂纹。
如有必要则更换半轴。
(二)半轴的拆卸
(1)将车轮螺母稍微拧松。
(2)将车辆升起,离开地面。
(3)卸下车轮螺母和前车轮(图3-308)。
图3-308卸下车轮螺母和前车轮
(4)如果拆卸的是右半轴,则需要排放自动变速器油。
而拆卸左半轴时,不必排放变速器油(适用于装备有中间轴的车辆)。
(5)起出花键螺母上的锁片,然后卸下螺母。
(6)拆下自锁螺母和10mm的凸缘螺栓,然后拆卸减振器叉(图3-309)。
图3-309拆卸减振器叉
(7)从下摇臂球头的槽形螺母上拆下开口销,然后卸下槽形螺母(图3-310)。
图3-310卸下槽形螺母
(8)在球头上安装1个12mm的六角螺母。
注意:
应确认六角螺母平面与球头销端面持平,以保护球头销的螺纹部分不被专用工具破坏。
(9)使用专用工具分开球头和下摇臂。
小心不要损坏接头的防护套。
如有必要,可以使用松动剂帮助松动球头。
(10)使用如图3-311所示的螺丝刀撬动半轴总成,使半轴端部的定位卡环移过定位槽。
撬动时小心不要损坏油封。
图3-311螺丝刀
(11)向外拉半轴内球笼,从差速器壳体中或轴承支座上将半轴做为一个总成拆卸下来(图3-312)。
当内球笼可以分离出来的时候,不要再拉半轴。
注意:
向外拉半轴时要小心,沿轴心直线方向向外拉,以防损坏差速器油封或中间轴外部油封。
装备有中间轴的半轴正确的拆卸方法如图3-313所示。
图3-312拆下半轴
图3-313半轴正确的拆卸方法
(12)向外拉转向节,然后用塑料锤从前轮毅上拆卸半轴外球笼(图3-314)。
图3-314拆卸半轴外球笼
3、半轴的分解
(三)半轴内球笼侧的分解
(1)将定位卡环从内球笼上拆下(图3-315)。
图3-315从内球笼上拆下定位卡环
(2)拆卸防护套卡环,小心不要损坏防护套和减振器。
若防护套卡环为焊接式,则切断卡环;若防护套卡环为双环式,则撬起卡环弯折部分,并将其推至夹子内;若防护套卡环带为锁片式,则使用螺丝刀撬起锁片,然后拉起卡环带末端。
(3)在每个滚轮上和内球笼上做标记(图3-316),以确定滚轮和导槽在内球笼的位置,然后在维修用布上拆卸内球笼。
注意:
分离内球笼与滚轮时,小心不要将滚轮丢落。
图3-316在滚轮上和内球笼上做标记
1-内接头2-标记3-滚轮4-标记5-维修用布
(4)在滚轮和滚轮架做好标记,以确定滚轮在滚轮架上的位置,然后拆下滚轮(图3-317)。
图3-317在滚轮和滚轮架做好标记
(5)拆下簧环。
(6)在滚轮架和半轴上做好标记,以确定滚轮架在轴上的位置。
(7)使用轴承拆卸器拆下滚轮架。
(8)使用维尼龙胶带包住半轴花键,以防止损坏防护套和减振器。
(9)拆下内球笼防护套和减振器。
2、半轴外球笼侧的分解
(1)拆下防护套卡环。
注意:
应小心不要损坏防护套和减振器。
·若防护套卡环为焊接式,则切断卡环;
·若防护套卡环为双环式,则撬起卡环弯折部分,并将其推至夹子内;
·若防护套卡环带为锁片式,则使用螺丝刀撬起锁片,然后拉起卡环带末端。
·如果防护套卡环为耳夹式,则使用螺钉撬起三个锁片。
(2)将外球笼防护套滑向内球笼侧。
小心不要损坏防护套。
(3)擦掉油脂,露出半轴和外球笼内滚道。
(4)使用漆在外球笼末端同一位置做一标记。
(5)使用台钳将半轴小心地固定住。
(6)使用专用工具拆卸外球笼。
(7)从台钳上卸下半轴。
(8)从半轴上拆下挡圈。
(四)半轴的重新组装
1、半轴的组装图
半轴的组装图如图3-318所示。
图3-318半轴的组装图
1-定位卡环(更换)2-内接头3-簧环4-滚轮架5-滚轮6-滚轮7-内侧防护套8-防护套箍带(更换)9-半轴10-防护套箍带(更换)11-减震器12-减震器箍带(更换)13-外侧防护套14-用润滑脂填满空腔15-外接头16-用润滑脂填满空腔17-用润滑脂填满空腔
2、重新组装时的注意事项
重新组装时注意以下事项:
(1)用溶剂清洗拆下来的零部件,然后用压缩空气彻底吹干。
注意:
千万不要使用溶剂清洗橡胶零部件。
(2)使用新半轴部件中的球笼润滑脂充分涂抹内、外球笼和两个球笼防护套。
(3)外球笼防护套是TPE(热塑料脂合成橡胶)制造的,在外球笼防护套部件中应采用耳夹式防护套卡环。
(4)润滑脂用量:
内球笼为120~130g;外球笼(TPE)为140~150g;外球笼(橡胶)为130~140g。
3、半轴内球笼侧的组装
(1)使用维尼龙胶带包好花键,以防损伤内球笼防护套和减振器。
(2)将减振器和内球笼防护套安装到半轴上,然后拆除维尼龙胶带,小心不要损坏内球笼防护套和减振器。
(3)使滚轮架上的标记对准半轴末端的标记,将滚轮架安装到半轴上(图3-319)。
图3-319将滚轮架安装到半轴上
(4)将簧环装入半轴槽内,在凹槽中转动簧环,确认其完全就位。
(5)将滚轮装入滚轮架,使其外缘凸肩朝外(图3-320),并注意以下事项:
·对正标记,将滚轮重新装进滚轮架上原始位置。
·将半轴竖起,以防滚轮掉落。
图3-320将滚轮装入滚轮架
(6)使用新半轴部件中的球笼润滑脂填满内球笼。
润滑脂用量:
内球笼120~130g。
(7)将内球笼安装到半轴上(图3-321),并注意以下事项:
图3-321将内球笼安装到半轴上
·使内球笼上的标记与滚轮上的标记对正,将内球笼重新安装到半轴上。
·使装有球笼的半轴竖直向上,以防内球笼脱落。
(8)调节半轴长度至标准值(图3-322);然后,调节防护套至完全压缩和完全伸开的中间位置。
确保防护套至完全压缩和全伸开的中位位置。
确保防护套端部就位于半轴与笼槽内。
半轴长度标准值:
左半轴为883~888mm;右半轴为511~516mm。
图3-322调节半轴长度至标准值
(9)将减振器定位(图3-323)。
标准值为539~543mm。
图3-323将减振器定位
(10)将防护套端部安装到半轴和内球笼上,然后按下述步骤安装防护套卡环。
(11)将卡环剩余部分用手拉紧。
(12)在距夹子10~14mm处做一个标记(图3-324)。
图3-324做标记
(13)将卡环自由端穿进防护套卡环专用工具的前部开口处,然后再穿进卷轴的槽内。
(14)在防护套卡环工具的卷轴上装上一把扳手,然后旋紧扳手,直到卡环上的标记与夹子的边缘重合为止。
(15)扳起防护套卡环专用工具,使卡环自由端与夹子形成90°角,在夹子中间打孔,然后将剩余的卡环折叠在夹子上(图3-325)。
图3-325在夹子中间打孔并将卡环折叠在夹子上
(16)拆下防护套卡环紧固工具,将卡环自由端剩余部分保留5~10mm,然后切掉余下的卡环。
(17)使用锤子将卡环端部击弯(图3-326)。
注意:
·确认卡环和夹子不干扰任何东西,且卡环不再移动。
·清除留存在球笼附近的所有油脂。
(18)安装新的定位卡环。
图3-326使用锤子将卡环端部击弯
4、半轴外球笼侧的组装
(1)使用维尼龙胶带包好花键,以防损坏外球笼防护套。
(2)安装新的防护套卡环。
(3)安装外球笼的防护套,然后拆下维尼龙胶带,小心不要损坏外球笼防护套。
(4)将新挡圈装入半轴槽内。
(5)将半轴插入外球笼内,直到挡圈在球笼上闭合为止。
(6)为了使外球笼完全安装到位,可举起半轴和球笼,然后使之从约10cm高处掉落在硬面上,不要使用锤子替代此操作,因为力量过大可能造成半轴损坏。
(7)检查漆标与外球笼末端是否对准。
(8)使用新球笼防护套部件中的球笼润滑脂填充外球笼。
润滑脂用量:
外球笼(TPE)为140~150g;内球笼(橡胶)为130~140g。
(9)安装外球笼防护套和新的双环式卡环(橡胶式)。
·将防护套末端装入半轴和外球笼。
·按下述步骤安装防护套卡环。
·将卡环剩余部分用手拉紧。
·在距夹子10~14mm处做一标记,将卡环自由端穿进防护套卡环专用工具的前部开口处,然后再穿进卷轴槽内。
·在防护套卡环工具的卷轴上装上一把扳手,然后旋紧扳手,直到卡环上的标记与夹子的边缘重合为止。
·扳起防护套卡环专用工具,使卡环自由端与夹子形成90°角。
在夹子中间打孔,然后将剩余的卡环折叠在夹子上。
·折下防护套卡环紧固工具,将卡环自由端剩余部分保留5~10mm,然后切掉余下的卡环。
·使用锤子将卡环端部击弯。
注意:
要确认卡环和夹子不干扰任何东西,且卡环不再移动;清除留存在球笼附近的所有油脂。
(10)安装外球笼防护套和新的耳夹式卡环(TPE式)。
·将防护套末端装入半轴和外球笼。
·将锁片穿进卡环孔内,使新的耳夹式卡环紧固。
·使用护套卡环钳或类似工具,将卡环耳夹部分闭合。
·检查卡环耳夹部分的闭合间隙。
若间隙不符合标准,则再次使用卡环钳密合间隙,使其达到标准。
(五)半轴的安装
(1)把外球笼装进前轮毂(图3-327)。
图3-327把外球笼装进前轮毂
(2)往左半轴的整个花键表面涂抹0.3~1.Og指定牌号的润滑脂(图3-328)。
在涂完润滑脂后,擦掉花键上隔2~3个花键齿的键槽中的润滑脂,同时擦去定位卡环槽中的润滑脂,让空气能从中间轴中漏出来。
图3-328涂抹指定牌号的润滑脂
(3)在半轴的定位卡环槽上安装上新的定位卡环。
(4)用溶剂或化油器清洗剂彻底清洗半轴和差速器的接触部位,并用压缩空气吹干。
把半轴的内球笼端插进差速器或中间轴里面,直到定位卡环完全锁人环槽中(图3-329)。
图3-329把内球笼端插进差速器或中间轴里面
1-内球笼端2-定位卡环3-环槽4-差速器5-内球笼端6-定位卡环7-环槽8-中间轴
(5)把转向节装到下摇臂上。
小心不要损坏球头防护套。
在拧紧球头槽形螺母前擦掉润滑脂。
将槽形螺母拧至稍低于规定值的扭矩,然后略拧紧一些,以将销孔与槽形螺母的槽对正,切勿通过拧紧再旋松来对正螺母(图3-330)。
图3-330把转向节装到下摇臂上
(6)将新的开口销安装到螺杆孔里,按图3-330所示折弯开口销。
(7)把减振器叉跨过半轴安装在下摇臂上,然后把减振器安装在减振器叉上,使减振器上的对正块与减振器叉上的槽对正。
松弛地拧上凸缘螺栓(图3-331)。
图3-331安装减振器
(8)松弛地拧上凸缘螺栓和新的自锁螺母。
(9)装上一个新的花键螺母,然后将其拧紧(图3-332)。
紧固之后,用冲头将花键螺母与半轴凹槽对正。
图3-332安装花键螺母
(10)清理制动盘与前车轮的配合表面,然后用车轮螺母安装前车轮。
(11)车辆自重加到减振器上时,拧紧凸缘螺栓和自锁螺母。
(12)重新给变速器加注推荐用油;检查前车轮定位情况,如有必要进行调整。
十五、中间轴及其检修
1、中间轴的拆卸
(1)拆下左半轴。
(2)拆下凸缘螺栓和两个定位螺栓(图3-333)。
图3-333拆下凸缘螺栓和定位螺栓
(3)从差速器上拆下中间轴(图3-334)。
为防止损坏差速器油封,拆卸时应保持中间轴水平移动直到它能自由无障碍地与差速器分离开来为止。
图3-334从差速器上拆下中间轴
2、中间轴的分解
(1)从轴承座上拆下中间轴的外油封(图3-335)。
图3-335拆下中间轴的外油封
1-轴承座2-外簧环3-外油封(更换)
(2)拆下外簧环。
(3)用专用工具和压力机将中间轴从中间轴轴承里压出(图3-336)。
在拆卸过程中小心不要损伤中间轴的金属圈。
图3-336将中间轴从中间轴轴承里压出
(4)拆下内簧环(图3-337)。
图3-337拆下内簧环
(5)用专用工具和压力机将中间轴轴承从轴承座里压出(图3-338)。
图3-338将中间轴轴承从轴承座里压出
3、中间轴的组装
用溶剂清洗拆卸下来的零部件,然后用压缩空气彻底吹干,不要使用溶剂清洗橡胶零部件。
参考图3-339进行中间轴的组装。
注意:
重新组装时,小心不要损伤中间轴上的金属圈。
图3-339中间轴的装配关系图
1-中间轴2-内簧环3-中间轴轴承(更换)4-轴承座5-外簧环6-外油封(更换)7-给外油封内部填加润滑脂(3.0~4.0g)8-轴承座挡圈9-中间轴圈
(1)使用专用工具和压力机把中间轴轴承压入轴承座中(图3-340)。
图3-340把中间轴轴承压入轴承座中
(2)将内簧环嵌入轴承座的内环槽中(图3-341)。
图3-341将内簧环嵌入轴承座的内环槽中
(3)使用专用工具和压力机把中间轴压入轴承座中(图3-342)。
图3-342把中间轴压入轴承座中
(4)将外簧环嵌入中间轴的外环槽中(图3-343)。
图3-343将外簧环嵌入中间轴的外环槽中
(5)给外油封的内部填加润滑脂,使用专用工具和压力机把外油封装入轴承座里(图3-344)。
图3-344把外油封装入轴承座里
4、中间轴的安装
(1)用溶剂或化油器清洗剂彻底清洗中间轴与变速器(差速器)接触部位,再用压缩空气吹干。
把中间轴总成插进差速器里(图3-345),为防止损坏差速器油封,安装时应保持中间轴水平移动。
图3-345把中间轴总成插进差速器里
(2)安装凸缘螺栓和2个定位螺栓(图3-346)。
图3-346安装凸缘螺栓和定位螺栓
 升级会员
升级会员 