冲压模具总体结构设计.docx
《冲压模具总体结构设计.docx》由会员分享,可在线阅读,更多相关《冲压模具总体结构设计.docx(27页珍藏版)》请在冰豆网上搜索。
冲压模具总体结构设计
绪论
冲压是利用安装在冲压设备(主要是压力机)上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件(俗称冲压或冲压件)的一种压力加工方法。
冲压通常是在常温下对材料进行冷变形加工,且主要采用板料来加工成所需零件,所以也叫冷冲压或板料冲压。
冲压是材料压力加工或塑性加工的主要方法之一,隶属于材料成型工程术。
冲压所使用的模具称为冲压模具,简称冲模。
冲模是将材料(金属或非金属)批量加工成所需冲件的专用工具。
冲模在冲压中至关重要,没有符合要求的冲模,批量冲压生产就难以进行;没有先进的冲模,先进的冲压工艺就无法实现。
冲压工艺与模具、冲压设备和冲压材料构成冲压加工的三要素,只有它们相互结合才能得出冲压件。
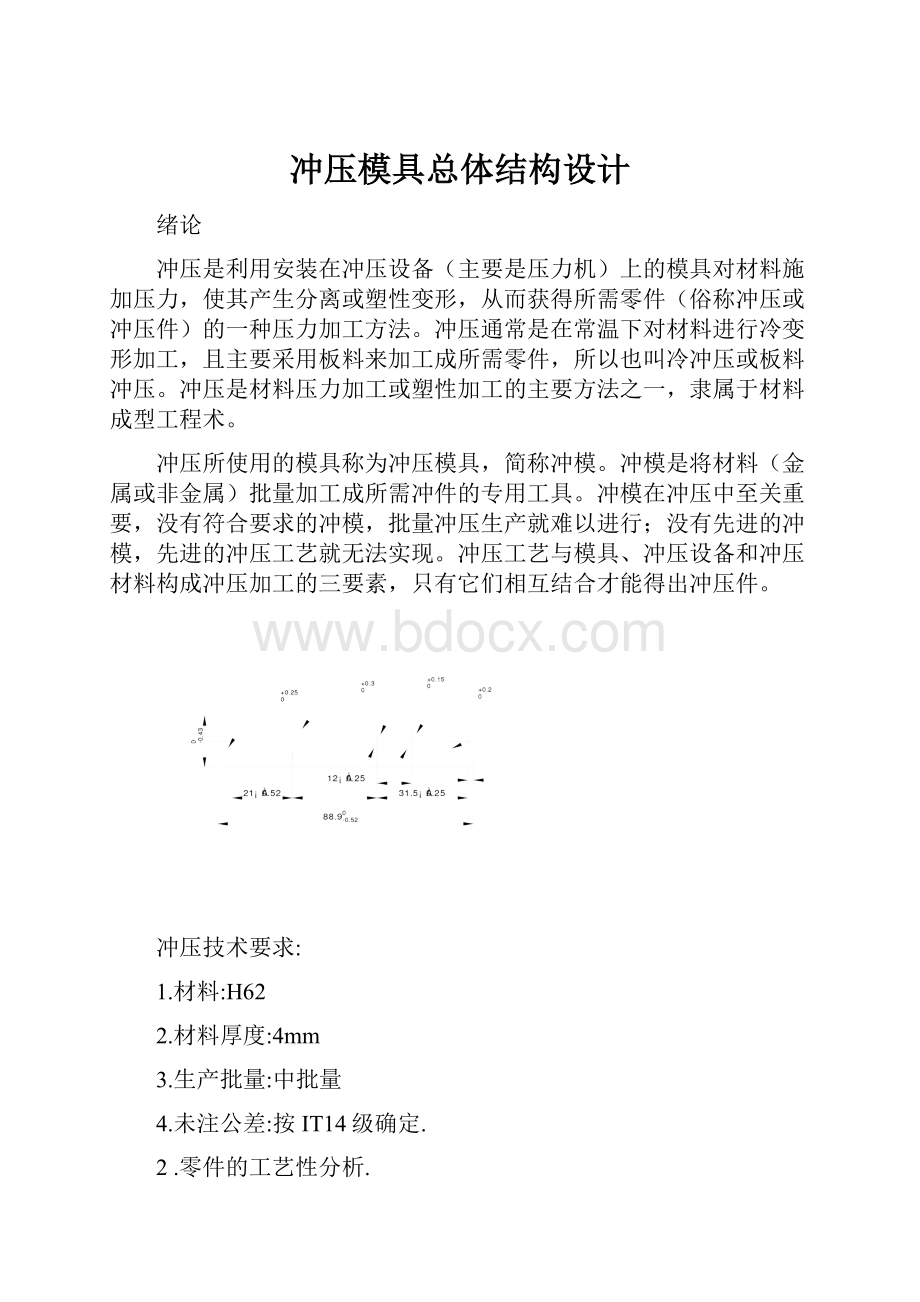
冲压技术要求:
1.材料:
H62
2.材料厚度:
4mm
3.生产批量:
中批量
4.未注公差:
按IT14级确定.
2.零件的工艺性分析.
2.1零件的工艺性分析
该零件材料为H62(黄铜)结构简单,形状对称,凹模宽度B=12≥1.2t(t为材料厚度),冲孔时有尺寸为φ6.5
>φ5.2
冲孔时,因受凸模强度的限制,孔的尺寸不应太小.冲孔的最小尺寸取决于材料性能,凸模的强度和模具结构等.根据表3-3可查得圆形孔最小值得d=0.9t=0.9X4=3.6mm<φ5.2
所以满足工艺性要求.
冲裁件孔与孔之间:
孔与边缘之间的距离受模具的强度和冲裁件质量的制约,其值不应过小,一般要求C≥(1~1.5)t,C′>(1.5~2)t所以由冲件图可知
C1=12-5.2/2-6.5/2=6.15>1X4=4,
C2=88.9-21-29.4-31.5-2-2.5=2.5<1X4=4,
C′=18/2-6=3<1.5X4=6.
由以上可知孔与孔之间距离C1满足工艺性要求,C2至少增加1.5才能满足工艺性要求,而孔到边缘的距离至少增加3才能满足工艺性要求,因此必须在总长88.9加上1.5,即总长为90.4才能满足工艺性要求,总宽18加上3X2,即总宽为24才能满足工艺性要求.
由以上分析可得,冲件的长改为90.4,宽改为24才能满足工艺性要求,如图2—1所示,如果征得有关同意,我们才能继续做下一步的设计.
图2-1工件图
2.2冲裁件的精度与粗糙度
冲裁件的经济公差等级不高于IT14级,一般落料公差等级最好低于IT10级,冲孔件公差等级最好低于IT9级,由表3-5可得落料公差,冲孔公差分别为0.40,0.08.而冲件落料公差,最高精度冲孔公差分别为0.5,0.15由表3-6得孔中心距公差±0.15而冲件孔中心距最高精度公差为±0.25,因此可用于一般精度的冲裁,普通冲裁可以达到要求.
由于冲裁件没有断面粗糙度的要求,我们不必考虑.
2.3冲裁件的材料
由表1-3可得,H62(黄铜),抗剪强度τ=255Mpa,断后伸长率35%,此材料具有良好的塑性级较高的弹性,冲裁性较好,可以冲裁加工.
2.4确定工艺方案.
该冲裁件包括落料和冲孔两个基本工序,可采用的冲裁方案有单工序冲裁,复合冲裁和级进冲裁三种.零件属于中批量生产,因此采用单工序须要模具数量较多,生产率低,所用费用也高,不合理;若采用复合冲,可以得出冲件的精度和平直度较好,生产率较高,但因零件的孔边距太小,模具强度不能保证;用用级进模冲裁时,生产率高,操作方便,通过合理设计可以达到较好的零件质量和避免模具强度不够的问题.
根据以上分析,该零件采用级进冲裁工艺方案.
3.冲压模具总体结构设计
3.1模具类型
根据零件的冲裁工艺方案,采用级进冲裁模.
3.2操作与定位方式
零件中批量生产,安排生产可采用手工送料方式能够达到批量生产,且能降低模具成本,因此采用手工送料方式.零件尺寸较大,厚度较高,保证孔的精度及较好的定位,宜采用导料板导向,导正销导正,为了提高材料利用率采用始用挡料销和固定挡料销。
3.3卸料与出件方式
考虑零件尺寸较大,厚度较高,采用固定卸料方式,为了便于操作,提高生产率,冲件和废料采用凸模直接从凹模洞口推下的下出件方式。
3.4模架类型及精度
由于零件材料较厚,尺寸较大,冲裁间隙较小,又是级进模因此采用导向平稳的中间导柱模架,考虑零件精度要求不是很高,冲裁间隙较小,因此采用Ⅰ级模架精度。
4.冲压模具工艺与设计计算
4.1排样设计与计算
该冲裁件材料厚度较厚,尺寸大,近似方形,因此可采用横排和直排比较合理,如图4-11,4-12所示。
图4-1(横排)
图4-2(直排)
对图4-12有:
查表3-18,表3-19,表3-20,取a=3.5X1.2=4.2mm,
a1=3.2X1.2=3.84mm,△=1.0mmZ=0.5mm.
因此根据式3-13,条料的宽度为
B
=(Dmax+2a+z)
=
=
mm
进距为:
s=24+a1=24+3.84=27.84mm
根据3-14,导板间距为:
B0=B+Z=Dmax+2a+2z=99.3+0.5=99.8mm
由零件图在CAD用计算机算得一个零件的面积为1807.58mm
一个进距内的坯料面积:
BXS=99.3X27.84=2764.51mm
因此材料利用率为:
η=(A/BS)X100%=(1807.58/2764.51)X100%=65.39%
同理可算得图4-11的材料利用率为60%.
由利用率可知,图4-12的排样合理.
4.2设计冲压力与压力中心,初选压力机.
(1).冲裁力根据零件图,用CAD可计算出冲一次零件内外周边之和L=355.96mm(首次冲裁除外),又因为τ=255Mpa,t=4mm,取K=1.3,则根据式3-18,F=KLtτ=1.3X355.96X4X255=471.99KN
卸料力:
查表3-22,取Kx=0.06,则
Fx=KxF=0.06X471.99=28.32KN
推件力:
由表3-28,根据材料厚度取凹模刃口直壁高度h≥8mm,为了修模时能保证模具仍具有足够的强度,所以直壁高度取h=8+6=14mm,故n=h/t=14/4=3.5,查表3-22,取KT=0.09则
FT=nKTF=3.5X0.09X471.99=148.68KN
由于采用固定卸料和下出件方式,所以
F∑=F+FT=148.68+471.99=620.67KN
由式3-23应选取的压力机公称压力为:
P0≥(1.1~1.3)F∑=(1.1~1.3)X620.67=682.74KN
因此可选压力机型号为JD21-80.
(2)压力中心
根据排样,我们可以在CAD里使用查询便能得出冲孔的压力中心,如图5-2所示先取原点在O处,则它的压力中心为A(48.76,-39.84),
而落料各边的压力中心分别为B(0,-3);C(0,-21);D(45.2,0);
E(45.2,-24);F(90.4,-12).由式3-31得:
X0=(L1X1+L2X2+L3X3+L4X4+L5X5+L6X6)/(L1+L2+L3+L4+L5+L6)
=(139.15X48.76+6X0+6X0+90.4X45.2+90.4X45.2+24X90.4/139.15+6+6+90.4+90.4+24
=48.211
Y0=(L1Y1+L2Y2+L3Y3+L4Y4+L5Y5+L6Y6)/(L1+L2+L3+L4+L5+L6)
=-(139.15X39.84+6X3+6X21+90.4X0+90.4X24+24X12)/
139.15+6+6+90.4+90.4+24
=-22.88
所以由以上可以算得压力中心为G(48.11,-22.88)
具体如下图4-3所示:
图4-3压力中心
(3).计算凸凹模刃口尺寸及公差
由于材料较厚,模具间隙较小,模具的间隙由配作保证,工艺比较简单,并且还可以放大基准件的制造公差,(一般可取冲件公差的1/4),使制造容易,因此采用配作加工为宜.
由落料尺寸得,凹模会变小,所以得下图4-4以凹模为基准,配作凸模.如图4-4刃口尺寸
由冲孔尺寸得,凸模尺寸变小,所以有图4-4以凸模为基准,配作凹模.如图4-4刃口尺寸
图4-4刃口尺寸
根据表3-9,由材料厚度可得Zmin=0.320mm,Zmax=0.400mm.
如图4-22,由落料,凹模磨损后变大,有A1=24
A2=90.4
.由表3-14,表3-15可得磨损系数X1=0.75,X2=0.5所以:
Ad1=(A1max-x△)
=(24-0.75X0.43)
=23.68
Ad2=(A2max-x△)
=(90.4-0.5X0.5)
=90.15
由于Ad1,Ad2为落料尺寸,故以凹模为基准,配作凸模,所以落料凸模刃口尺寸按凹模实际尺寸配作,保证双面间隙值为0.32~0.400mm.
(2).由冲孔尺寸凸模磨损后变小有:
b1=2.5
b2=5.5
b3=5.2
b4=6.5
b5=6,b6=12,b7=2
而b5,b7为自由尺寸,其公差为IT14,所以查表可得△5=0.3,△7=0.25
由表3-14,表3-16可得,磨损系数X1=X1=X5=0.5,X3=X4=X7=0.75
因圆弧R6与尺寸12相切,故bp6不需采用刃口尺寸公式计算,而直接取bp6=2bp5.所以:
bp1=(b1min+X1△1)
=(2.5+0.5X0.25)
=2.625
bp2=(b2min+X2△2)
=(5.5+0.5X0.3)
=5.65
bp3=(b3min+X3△3)
=(5.2+0.75X0.15)
=5.313
bp4=(b4min+X4△4)
=(6.5+0.75X0.2)
=6.65
bp5=(b5min+X5△5)
=(6+0.5X0.3)
=6.15
bp6=2bp5=12.3
bp7=(b7min+X7△7)
=(2+0.75X0.25)
=2.188
(3).凸,凹模磨损后不变的尺寸Cp1=21
0.52,Cp2=29.4,Cp3=12
0.25,Cp4=31.5
0.25.未注公差为IT14,所以29.4的公差为0.52,
由表3-16得:
Cp=(Cmin+0.5△)
所以:
Cp1=(Cmin+0.5△)
=(21-0.52+0.5X1.04)
0.13=21
0.13
Cp2=(Cmin+0.5△)
=(29.4-0.26+0.5X0.52)
0.065=29.4
0.065
Cp3=(Cmin+0.5△)
=(12-0.25+0.5X0.5)
0.063=12
0.063
Cp4=(Cmin+0.5△)
=(31.5-0.25+0.5X0.5)
0.063=31.5
0.063
5.模具的总张图与零件图
5.1级进模具的总张图
如图5-1所示:
图5-1级进模总装图
1.垫板;2.凸模固定板;3.销钉;4.卸料板;5.凸模;6.导板;7.凹模;
8.导正销;9.始用挡料销;10.模柄;11.上模座;12.导套;13.导柱;
14.下模座;15.螺钉;16.定位销;17.螺钉;18.承料板;19.导料板.
5.2冲压模具的零件图
(1).凹模设计
凹模采用矩形板状结构和直接通过螺钉,销针与下模座固定的固定方式.考虑凹模的磨损和保证冲件的质量根据表3-28,凹模刃口采用直筒形刃口壁结构,刃口高度根据前面“4.2”计算冲裁力时所取h=14mm,漏料部分刃口轮廓适当扩大根据表3-28可以扩大0.5~1mm,取1mm,(为便于加工,落料凹模漏料孔可设计成近似于刃口轮廓的简化形状,如图5-21所示),凹模轮廓尺寸计算如下:
凹模轮廓尺寸的确定凹模轮廓轮廓尺寸包括凹模板的平面尺寸LXB(长X宽)及厚度尺寸H.从凹模外边缘的最短距离称为凹模壁厚C.对于简单对称形状刃口凹模,由于压力中心即对称中心,所以凹模和平面尺寸即可沿刃口型孔向四周扩大一个凹模壁厚来确定,所以:
L=l+2C=90.4+2X54=198.4B=l+2C=27.8+12+6+2X54=153.8
C值可根据表3-29查得.
整体式凹模板的厚度可按如下经验公式估算:
H=K1K2
=1X1.5
=55mm,K1取1,K2根据表3-30取1.5.
由以上算得凹模轮廓尺寸LXBXH=198.4X153.8X55,查有关国家标准,并无厚度合适,因此我选LXB为标准尺寸,得LXBXH=250X200X56.
凹材料的选用:
根据表8-3,材料选用Cr4WmoV孔与孔的校核:
由表3-27校核最小A值为29,最小B值为29,最小C值为19,最小D值为6.84,以上都能达到要求,因此得以校核.凹模刃口尺寸及其它具体见零件图5-21.或后面所附的零件图.设计中,因为压力中心与凹模板的几何中心相差不太,由压力机根据模柄孔尺寸为φ60,压力中心仍在模柄投影面积,可设他们在同轴线上.
图5-2凹模
(2).凸模设计
落料凸模刃口部分为方形,又在它里面开孔,装配导正销,为便于凸模和固定板的加工,可通这设计成铆接方式与固定板固定.冲孔凸模由于相隔很近,不宜采用阶梯结构,设计成铆接方式.凸模的尺寸根据导料板尺寸、卸料板尺寸和安装固定要求尺寸以及式3-33的h,取h15~20,因为这里的凹模刃口尺寸为14mm,在范围之内取15mm所以凸模的尺寸为L=15+12+44+32+1=104mm.
凸模材料:
参照冲压模具设计与制造选用CrWMn.
考虑冲孔凸模的直径很小,故需对最小凸模φ5.2进行强度和钢度校核:
根据表3-26可得:
L≤90d
/
=(90X5.313X5.313)/
=16.96mm.
L为凸模的允许最大工作尺寸,而设计中,凸模的工作尺寸为
15<16.96,所以钢度得以校核.
强度校核:
根据表3-26,凸模的最小直径d应满足:
d≥5.2tτ/[б压]=5.2X4X255/1200=4.42mm,所以5.313>4.42,凸模强度得以校核.参照ISO8020-1986B型圆形冲孔凸模,设计如图5-3,5-4所示.余下凸模根据凸模长度及其加工可设计如图5-5、5-6、5-7所示,具体零件图如后面所附零件图为准,在这只是初步设计。
对图5-3,5-4说明:
(1).反铆反磨平是为了装配的要求;
(2).装配的尺寸为H7/m6,可得φ8,φ10的上下偏差;
(3).倒角13是参照ISO标准设计;
(4).15是工作尺寸要求;
(5).圆形凸模要有同轴度的要求,参照ISO标准得出;
(6).刃口尺寸由前面计算可得;
(7).淬硬58~62HRC是为了提高模具的寿命;
(8).工件表面粗糙度要求较高,取0.8,其余的可取6.3;
(9).保持刃口锋利,为了减小毛刺.(10).材料为CrWMn.
对图5-5,5-6,5-7说明.
(1).反铆反磨平是为了装配的要求;
(2).装配的尺寸为H7/m6,可得装配尺寸的上下偏差;
(3).倒角13是参照ISO标准设计;
(4).15是工作尺寸要求;
(5).刃口尺寸由前面计算可得,图5-6为配作尺寸按配作要求配作;
(6).淬硬58~62HRC是为了提高模具的寿命;
(7).工件表面粗糙度要求较高,取0.8,其余的可取6.3;
(8).保持刃口锋利,为了减小毛刺.
(9)材料为CrWMn.
(3).选择坚固件及定位零件
螺钉规格的选用:
根据表3-36,由凹模板的厚度可选用M12,在根据实际要求,查标准选用GB70-85M12X70,这里要12个,承料板的螺钉选用GB70-85M5X20,这里要2个.根据表8-3,选取材料为45钢.
销钉规格的选用:
销钉的公称直径可取与螺钉大径相同或小一个规格,因此根据标准选用GB119-86A10X70,根据表8-3,选取材料为45钢.根据定位方式及坯料的形状与尺寸,选用合适的标准定位零件.
挡料销:
固定挡料销由表3-32知,挡料销高度h=5,根据表8-3,选取材料为45钢,数量为2,查标准GB2866.11-81,如图5-8固定挡料销所示:
始用挡料销:
根据导料板间距99.8及凹模L=200,可得导料板宽度=(200-99.8)/2=50.1mm,在根据表3-32,由t=4mm,可得导料板厚度为12mm.根据GB2866.1-81选取始用挡料销规格长L=70mm,厚度H=12的始用挡料销装置,规格为:
始用挡料销:
块—70X12GB2866.1-81
弹簧—1.0X10X20GB2089-81
弹簧芯柱—8X18GB2866.2-81
材料:
块—根据表8-3,选取材料为45钢,弹簧芯柱—根据GB700-79为A3.热处理:
块—硬度HRC43~48.
导料板:
根据凹模LXB=200X160,始用导料销70X12查标准GB2865.5-81,选规格为:
长度L=200,宽度B=50,厚度H=12,材料为A3的导料板,即导料板:
200X50X12GB2865.5-81/A3,热处理HRC28~32.
如图5-10所示:
导正销:
使用导正销的目的是消除送料时用挡料销和导料板等定位零件作粗定位时的误差,保证冲件在不同工位上冲出的内形与外形之间的相对位置公差要求.导正销主要用于级进模,也可用于单工序模.导正销通常设在落料凸模上,与挡料销配合使用,因此我们采用导正销,其中A型用于导正d=2~12mm的孔,安装处按H7/n6配合查表3-33,3-34根据GB2864.1-81A型导正销可得出导正销,如图5-11,5-12所示:
(4).设计和选用卸料与出件零件
卸料以固定板卸料,出件是以凸模往下冲即可,因此不用设计出件零件.固定卸料板的平面外形尺寸一般与凹模板相同,其厚度可取凹模厚度的0.8~1倍,所以卸料板的LXBXH=200X160X0.8X56=200X160X44,卸料板在此仅起卸料作用,凸模与卸料板间的双边间隙一般取0.2~0.5mm,这里取0.5mm,根据表8-3,材料为Q275.由以上根据凸模和凹模可设计出卸料板如图5-13.
(5).选择模架及其它模具零件
选择模架:
根据GB/T2851.5-90,由凹模周界200X160,及安装要求,选取
凹模周界:
LXB=250X200,闭合高度:
H=220~265,上模座:
250X200X50
下模座:
250X200X60,导柱:
32X210,35X210,
导套:
32X115X48,35X115X48.
由以上可得模架及其零件如图5-14所示.
图5-14只是草图,具体零件参阅《模具标准汇编
(一)》
模柄:
由压力机的型号JD21-80.可查得模柄孔的直径为60,深度为80,由装配要求,模柄与模柄孔配合为H7/m6并加销钉防转,模柄长度比模柄孔深度小5~10mm,由于采用固定卸料,上模座回程时受力较大,因此选用压入式模柄较合理,所以根据GB2862.1-81得图5-15所示:
垫板:
垫板的作用是承受并扩散凸模传递的压力,以防止模座被挤压损伤,因此在与模座接触面之间加上一块淬硬磨平的垫板.垫板的外形尺寸与凸模固定板相同,厚度可取3~10mm,这里设计时,由于压力较大,根据GB2865.2-81选取规格为LXBXH=200X160X8.
承料板:
根据GB2865.6-81,选取规格为LXBXH=200X40X4.
凸模固定板:
凸模固定板的外形尺寸与凹模的外形尺寸一致,厚度为凹模的0.6~0.8h,h为凹模的厚度,这里取0.6h,即0.6X56=33.6mm,根据核准选取板的规格为LXBXH=200X160X32;凸模与凸模固定板的配合为H7/n6,装配可通过2个销钉定位,4个螺钉与上模座连接固定,各形孔的位置尺寸与凹模的保持一致,顶部与凸模铆接,因此必须倒角,由以上可得凸模固定板的零件图如图5-16所示:
5.3压力机的校核
(1).公称压力根据公称压力的选取压力机型号为JD21-80,它的压力为800>682.74,所以压力得以校核;
(2).滑块行程滑块行程应保证坯料能顺利地放入模具和冲压能顺利地从模具中取出.这里只是材料的厚度t=4,导料板的厚度H=12及凸模冲入凹模的最大深度14,即S1=4+12+14=30(3).行和次数行程次数为45/min.因为生产批量为中批量,又是手工送料,不能太快,因此是得以校核.
(4)工作台面的尺寸根据下模座LXB=370X270,且每边留出60~100,即L1XB1=470X370,而压力机的工作台面L2XB2=800X540,冲压件和废料从下模漏出,漏料尺寸<95X50,而压力机的孔尺寸为360X23,故符合要求,得以校核;
(5)滑块模柄孔尺寸滑块上模柄孔的直径为60,模柄孔深度为80,而所选的模柄夹持部分直径为60,长度为70故符合要求,得以校核;
(6).闭合高度由压力机型号知Hmax=380M=90H1=100
Hmin=Hmax–M=380-90=290
(M为闭合高度调节量/mm,H1为垫板厚度/mm)
由式(1-24):
(Hmax–H1)-5≥H≥(Hmin–H1)+10,得
(380–100)-5≥262≥(290–100)+10
即275≥262≥200,所以所选压力机合适,即压力机得以校核.
6.冲压模具零件加工工艺的编制
6.1凹模加工工艺过程(如表6-1所示)
表6-1凹模加工工艺过程
工序号
工序名称
工序内容
设备
1
备料
将毛坯锻成135mm×110mm×30mm
2
热处理
退火
3
铣
铣六面,厚度留单边磨量0.2~0.3mm
铣床
4
平磨
磨厚度到上限尺寸,磨侧基面保证互相垂直
平面磨床
5
钳工
划各型孔,螺孔,销孔位置划漏孔轮廓线
6
钳工
加工好凸模,配作冲孔凹模达要求
7
铣
铣漏料孔达要求
铣床
8
钳工
钻铰6×φ10
钻攻4XM12
钻床
9
热处理
淬火,回火,保证HRC60~62
10
平磨
磨厚度及基面达到要求
平面磨床
11
线切割
按图切割各型孔,留0.005~0.01单边研量
线切割机床
12
钳工
研光各型孔达要求
13
检验
6.2凸模加工工艺过程(如表6-2-1,6-2--2,6-2-3所示)
表6-2-1落料凸模加工工艺过程
工序号
工序名称
工序内容
设备
1
备料
将毛坯锻成110mmX100mmX35mm
2
热处理
退火
3
铣
铣六面,厚度留单边磨量0.2~0.3mm
铣床
4
平磨
磨厚度到上限尺寸,磨侧基面保证互相垂直
平面磨床
5
钳工
划刃口轮廓尺寸及孔位置尺寸
6
钳工
加工好凹模,配作落料凸模达要求
7
钳工
钻φ10.5,φ12.5钻铰φ7.5
钻铰φ9
钻床
8
热处理
淬火,回火,保证HRC60~64
9
钳工
磨各配合面达要求
10
检验
表6-2-2冲孔凸模加工工艺过程
工序号
工序名称
工序内容
设备
1
备料
备料φ12mmX105mm
2
热处理
退火
3
车外圆
车外圆达配合尺寸
车床
4
车工作尺寸
车工作尺寸达要求
车床
5
倒角
 升级会员
升级会员 