油漆喷涂关键技术.docx
《油漆喷涂关键技术.docx》由会员分享,可在线阅读,更多相关《油漆喷涂关键技术.docx(14页珍藏版)》请在冰豆网上搜索。
油漆喷涂关键技术
表面喷涂技术
第一章油漆有关知识1
第二章生产工艺规定5
第三章喷涂流程与原理9
第四章品质异常因素与防止15
第五章喷涂设备与保养22
第一章涂料有关知识
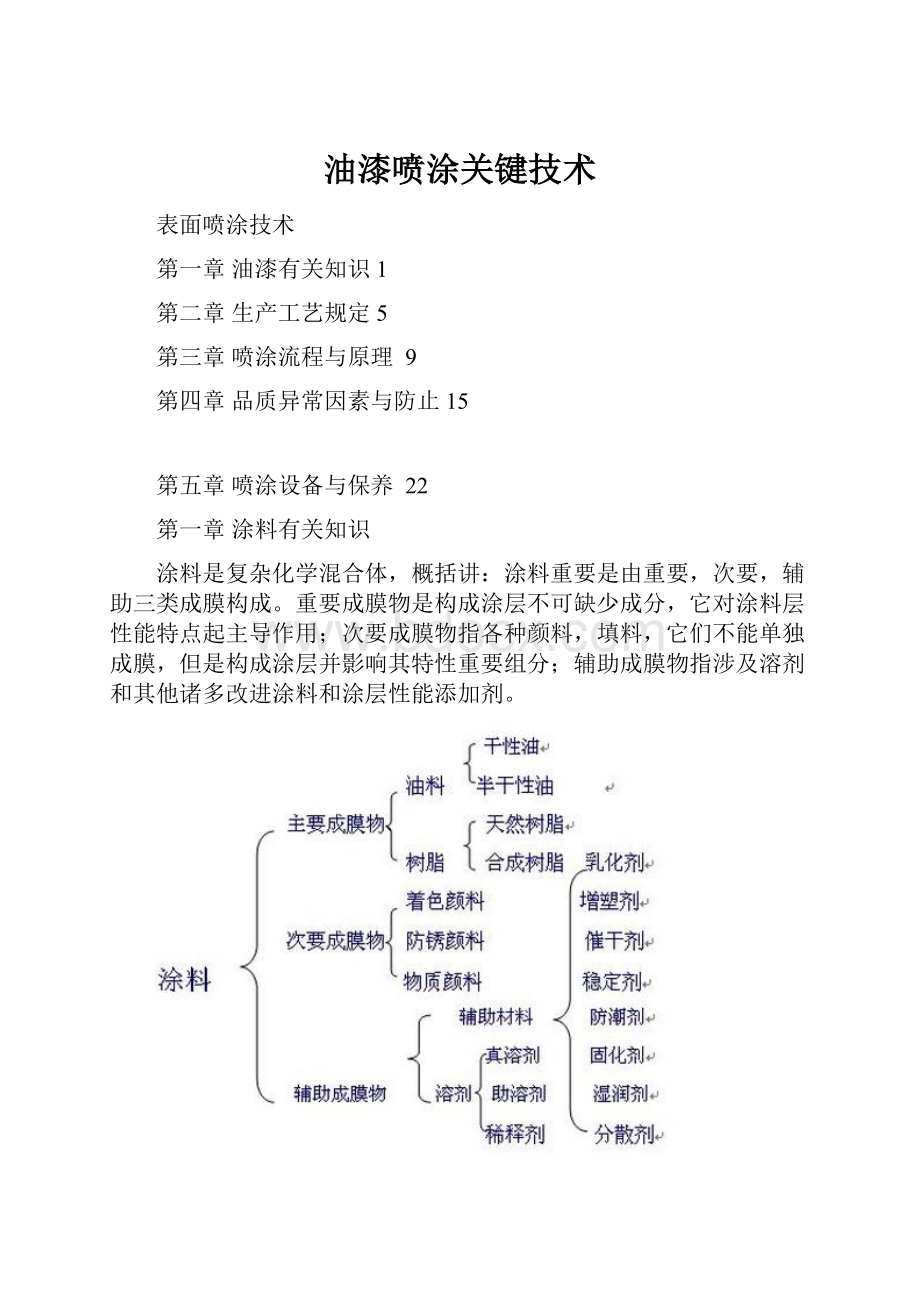
涂料是复杂化学混合体,概括讲:
涂料重要是由重要,次要,辅助三类成膜构成。
重要成膜物是构成涂层不可缺少成分,它对涂料层性能特点起主导作用;次要成膜物指各种颜料,填料,它们不能单独成膜,但是构成涂层并影响其特性重要组分;辅助成膜物指涉及溶剂和其他诸多改进涂料和涂层性能添加剂。
涂料用溶剂:
1.真溶剂:
溶解树脂涂料树脂,有单组分和多组分之分。
2.助溶剂:
自身没有溶解成膜物质能力,恰当比例加入和某种溶剂混合,不会有坏影响,反而能增强溶解能力。
3.稀释剂:
不能溶解涂料中成膜物质,但可减少油漆黏度。
通俗上把这些不影响涂料效果,又能减少涂料黏度溶剂系统,又在涂料中并存,通称溶剂。
特点:
溶剂选取不当,会影响干燥效果和施工性能,会产生白班,针孔,失光,橘皮等漆膜弊端,严重会胶聚,分层,沉淀等现象。
一.涂料分类
1.按涂料状态分粉体涂料和液体涂料
2.按光泽度分亮光油漆,平光油漆和
哑光油漆。
3.按干燥方式分自干漆,烤漆,红外线干
燥漆和紫外线干燥漆(即UV漆)
4.按油漆用途分五金漆,塑胶漆,木质漆,陶瓷漆,波丽漆等。
5.按油漆树脂成分分醇酸树脂涂料,氨基树脂涂料,硝基涂料,纤维素涂料,过氯乙烯涂料,聚氨脂涂料,元素有机涂料,橡胶漆类,油脂涂料,丙烯酸树脂涂料,环氧树脂涂料,沥青涂料等。
二.信息喷涂惯用油漆简介:
1.丙烯酸树脂涂料重要是改性丙烯酸树脂成膜,可分热塑性和热固性丙烯酸,丙烯酸乳胶漆三大类,有单主分涂料,溶剂挥发;也有和其他树脂固化和烘干。
长处:
涂膜色浅,耐碱性,耐候性,耐腐蚀好,附着力好,有极好装饰性。
与聚氨酯制成双组分涂料,耐候性能优秀。
缺陷:
单组分涂料耐溶剂性能差,固化分析,耐湿热性能不佳,成本高。
双组分涂料
价格贵,对底材解决规定高。
2.聚氨酯涂料,全称聚氨基甲酸酯涂料,具备单组分聚氨酯,单组分湿固化聚氨酯,单组分封闭型聚氨酯,双组分催化型,双组分羟基固化型等六十各种品种,可自干或烘干。
长处:
耐磨,装饰性能好,附着力强,耐化学性能好,某些品种可在潮湿性能条件下固化,绝缘性能好,作成面漆耐侯性能优秀。
缺陷:
生产储存条件苛刻,有时层间附着力不佳。
芳香族产品户外使用泛黄,价格高,底材解决规定高。
第二章生产工艺规定
一.工作环境规定:
1.喷涂环境规定:
温度15°C--25°C度;湿度45%--70%
风速0.3—0.45m/s,压缩空气0.6MPa以上
十万级无尘车间.
附:
国家电子部对车间级数分类:
级数
≥5um颗粒(个/mL)
≥0.5um颗粒(个/mL)
十万级
25
3500
万级
2.5
350
千级
0.25
35
百级
3.5
微尘颗粒不不大于10um以上99%去除.
2.油漆储存规定:
远离热源,火源,温度在15°C--25°C间,安装有自动灭火器,且远离工作,生活区.
3.生产过程规定:
(1)ABS.PC及ABS.PC混合料制造制件,用异丙醇擦拭,其他料制品用含99.5%乙醇擦拭.
(2)静电除尘,静电电压在4KV以上.
(3)所有那取件人员必要戴指套,穿静电鞋,特别是光油前,不得用手,带油布触摸工件表面.
(4)周转用设备不带纤维,毛料;纸皮等带丝之物,不得带入喷房.
(5)进入喷房人员必要戴干净静电帽,穿干净静电衣且彻底通过风淋.非作业人员或有关人员不得进入.
(6)喷手喷涂调枪油量:
底漆在120-180mL/S,气压在0.35-0.45MPa,喷幅1/2--1/3,工件与枪头保持在10—15cm,近似垂直喷涂面,手臂相对喷涂面平移,均匀走枪。
聚氨酯光油喷涂,油量在150-220mL/S,气压在0.35-0.4MPa,喷幅1/2--1/3,工件与枪头保持在8--12cm,近似垂直喷涂面,手臂相对喷涂面平移,以先次后主顺序,均匀走枪。
(7)进入喷房,及时关好门;工作时,作业员必要戴好防毒口罩;抽风设施,给风设施必要启动,开机遵循先进风后抽风顺序,车间始终保持微正压,水濂正常,设备运转正常。
(8)喷涂先后,必要清洗干净油罐,油路,枪;并随时保持枪,油管路,气孔畅通。
往产品上喷涂光油时,首枪喷在工件外,并随时保持支架干净,不要使用有挡风隔板做支架或治具。
(9)补完腊,打磨平整制件后,清洁好沟槽内,制件边框上余蜡。
二.过程质量规定:
1.总指引思想:
倾听客户对产品对需求,并达到客户之盼望.
熟悉客户规定,懂得要做到成果.
附:
5W3H1S:
what:
做什么?
(事情)
who:
谁去做?
(有无更适当人选)
when:
什么时候做?
(时间安排与否合理)
where:
哪里做?
(有无更适本地方)
why:
目是什么?
(规定怎麽样)
howtodo:
怎麽做?
(有没更好办法)
howmuch:
做多少?
howmuchcost:
成本如何?
Safety:
安全如何?
(如何保证安全)
2.过程做法:
(1)不收不良品,不做不良品,不放不良品.
(2)严格按照原则作业指引书作业.
(3)过程自主检查,首件检查.
第三章喷涂流程与原理
一.信息喷涂流程:
1.CRT普通套色正常喷涂流程:
2..PDP普通套色正常喷涂流程:
二.过程原理与注意事项:
1.静电除尘原理:
离子化空气中和塑胶产品上电荷,使灰尘处在漂浮状态,空气流动而带走灰尘,达到除尘和除静电.
注意事项:
静电除尘枪正常工作状态下,枪针呈蓝紫色火焰放射状.工作前,一方面检查静电发生器接地与否良好?
工作过程中,千万不要拆开枪头,以免电击.要检视或维修,必要先关闭静电发生器电源开关.
2.擦拭:
带化学药水擦拭布,在作业员手压力下,带走制品上油污和油脂.
注意事项:
化学药物有局限性,依照不同材料作成制品和不同油脂恰当选取单方向运营擦拭.
3.喷涂:
被压到枪头油漆在枪针回缩时,从枪眼中流出,在压缩空气吹动下,把油漆吹散且吹到产品上,形成皮膜。
注意事项:
枪离工件太近,油漆雾化不开,严重色差,油漆堆积。
枪离工件太远,油漆喷涂太干,发毛,发花,严重颗粒;底漆时,枪与工件保持10—15Cm;雾化压力越大,油漆雾化越干,发毛,发花,严重时颗粒,雾化压力与出油量成比例,普通油漆雾化压力在0.3—0.4MPa间。
4.烘烤:
单组分催化油漆,烘烤目是加快溶剂挥发;双组分羟基固化油漆,烘烤目是加快树脂间反映,使油漆膜干燥.
注意事项:
烘烤温度太高,制件受热变形;光油烘烤温度太高,内部油漆挥发,突破油漆膜,形成针孔;未突破油膜,形成暗泡.烘烤温度设立,普通面漆比底漆要低。
底漆烘烤实际温度在60°C--65°C,清漆烘烤实际温度在55°C--60°C。
烘道温升曲线呈宽频正弦波状。
烘烤时间不适当太长,否则减低油漆表面硬度,增长脆性;油漆漆膜发黄。
烘烤时间底漆在25—35分钟间,聚氨酯清漆在35--45分钟间。
第四章品质异常分析与防止
一.桔皮因素分析与防止:
因素分析
防止办法
1.喷油房温度太低,油漆急剧冷却,黏度上升,表面流平差.
恒定喷油房温度,使喷油房温度保持在15°C--25°C间。
2喷油房.温度太高,油漆急剧挥发,油漆来不及流平。
恒定喷油房温度,使喷油房温度保持在15°C--25°C间。
3.喷涂时,产品温度太高或太低,喷上后油漆急剧挥发,油漆来不及流平或油漆急剧冷却,黏度上升,表面流平差.
恒定车间温度,使车间温度保持在15°C--25°C间。
4.油漆里含硅类物超标,油漆流平性差;含酮,酯类高,油漆挥发速度快.
油供厂家变化油漆调配;调配时可加入流平剂和表面张力剂.选取好质量油供厂家.
5.油漆调配黏度高,溶剂挥发快.
固化油漆调配黏度
6.喷手走枪不均匀,油漆少喷,没有油漆补充,而无法流平.
喷手均衡走枪,压枪距是调节喷幅1/2—1/3
7.喷手喷涂油量与雾化压力不成比例,油量大,而雾化压力小.油漆未吹散.
固定喷枪油量,雾化压力及喷幅调节.
8.油漆调配时间长,树脂间交联或溶剂挥发
双组分油调配时间不超过2小时用量.
9.稀料稀释能力差,和与清漆不配套.溶剂挥发速度太快
油供配套,加强进料检查和实验,合理选取溶剂。
10.油漆自身不是平纹油漆,如粗闪银,砂纹黑.
依照实际规定配对油漆
11.底漆喷涂太厚,或枪离工件太远和喷涂次数太多,油漆返粗.
加强环境与过程控制
12.喷涂后,急剧加热,油漆来不及流平
喷涂后工件保持有三分钟以上流平时间.
13.储存油漆温度低,开油时未搅散,或油漆失效或胶化
油漆储存温度15°C--25°C,使用或备用不超过三个月
14.底漆未烘干,光油咬进底漆
单组分油漆烘烤60°C--65°C,时间长25min—35min
二.颗粒因素分析与防止:
因素分析
防止办法
1.半成品含杂质太多或表面不致密
喷涂前预热与表面精细化解决,选取原材料优越供应厂商.
2.油漆里含杂质太多或底漆里含胀水材质太多,底漆未干,光油喷涂后充大或析出
用细过滤网过滤,底油漆烘烤60°C--65°C,时间长25min—-35min
3.人为带入
进入喷房人员穿干净静电衣,戴静电帽,进出经风淋,关好门
4.工件除尘不净
除尘工序先用静电枪从工件背面后喷涂面彻底除尘
5.压力罐,枪,油管路油漆结膜
枪,压力罐,油管路清洗干净,管路透明。
6.喷涂时间歇作业,油漆在管路,枪口沉积
每次喷涂时,先打枪在工件外,然后移到工件上正常喷涂;随时保持枪嘴干净
7.支架不干净,油漆溅附;抽风不畅,油雾回旋粘附.
定期.寻常设备保养,使喷油房微正压,风速在0.3-0.35m/s.
8.喷手喷涂时枪离工件太远,雾化压力太大,喷涂太干;或油漆喷涂太厚,油漆返粗.
喷手喷涂枪与工件保持10-15厘米,底漆喷涂湿膜厚在10-14厘米左右.
9.溶剂稀释能力太强,或油漆调配太稀,把树脂稀散开,金属离子及杂质析出
合理选配稀料,固化油漆调配黏度.
10.喷涂车间灰尘大,湿度低,温度太高
10万级喷涂车间规定,地面保持湿润,温度保持在15°C--25°C湿度保持在50%--70%间.
11.调配油漆时混入异种异色油漆
调漆时桶,搅拌棒,测试杯,过滤网清洗干净
三.油花.油点因素分析与防止:
因素分析
防止办法
1.半成品除含油脂不彻底,或使用多油脂主线除不净.
用解决液单一方向彻底擦拭,下个工序检查前个工序质量
2.压缩空气里含油脂和水分
压缩空气用干燥机干燥,空气出口处安装油水分离器
3.人手上汗渍
作业员戴指套
4.底漆被污染,制件表面上有油污
用挥发快,如白电油擦拭.
5.油漆储存温度低,油漆桶内空气冷凝成水,混到油漆中.
恒定储存温度15°C--25°C,油供厂家装油不低于桶4/5
6.油漆特别是光油稳定效果差,在骤热骤冷状况下,油漆质变;油漆,稀料暴露空气中,在潮湿环境下,溶剂挥发,吸水分到油漆里。
选取油漆好供应厂家,油漆储存温度在15°C--25°C间,每用完油漆,密闭油漆桶。
7.油漆油料选取不合理,或油供厂家油漆调配比例不对的.
加强进油漆试制和效果确认.
四.针孔.气孔.暗泡因素分析与防止:
因素分析
防止办法
1.底漆未烘干,清漆喷涂膜厚,烘烤时,里层油漆干燥,溶剂挥发,气体突破油膜层,形成针孔,未突破油膜层形成暗泡。
底漆烘烤温度比面漆烘烤温度高,底油漆烘烤60°C--65°C,时间长25min—-35min,清漆湿膜厚不超过25um
2、油漆粘度太高,涂料表面张力太大,油漆颗粒间间歇里空气加热膨胀,气体突破油膜层,形成针孔,未突破油膜层,形成暗泡。
固化油漆调配黏度,喷完后产品保证有足够流平,挥发时间,温升曲线起初呈缓慢递升.不急剧加热.
3.被涂物件表面未冷却,温度高,内层湿膜溶剂急剧蒸出,气体突破油膜层,形成针孔,未突破油膜层,形成暗泡。
工件冷却后喷涂
4.油漆里加入助剂太多,搅拌不均或使用发泡,膨胀助剂太多,喷涂后收缩,产生空隙,形成针孔,暗泡.
调节配方,减少助剂添加量.
5.油漆挥发太快,清漆膜厚,表干后,内层再加热中,气体挥发,突破油膜层,形成针孔,未突破油膜层,形成暗泡。
喷涂几次达到膜厚.
五.色差因素分析与防止办法:
因素分析
防止办法
1.膜厚相差太大,涉及露底.太厚油漆返粗,发暗.
固定喷枪喷幅,油量,雾化压力,均匀走枪.
2.油漆调配时未将原油搅拌均匀,原油自身就有色差.
调配油漆前先把原油充分搅拌,固化油漆调配黏度,喷涂过程中打开搅拌机,不断搅拌.
3.半成品颜色与底漆颜色不同样,油供厂家不同样,油漆自身成在色差.
半成品使用色母固定,样板比对近似.
4.不同喷枪参数喷涂和油漆黏度喷涂,把油漆雾化不同样,成膜后颜色不一.
固定喷枪喷幅,油量,雾化压力,均匀走枪,固定油漆调配黏度.
5.打磨后补漆
先点喷打磨处,然后均衡走枪
6光油里加入抗油剂过多,油漆稳定性差.
少加抗油剂,油漆储存,使用环境温度稳定,选取油漆好油供厂家.
7.油漆膜干燥限度不同样,颜色存在差别.
固定流水线速度和烘烤温度.
8.稀料稀释能力不同样,把油漆稀释分散限度不同样,油膜颜色差别.
使用配套稀料,稀料稀释能力选取恰当.
六.附着力因素分析与防止:
因素分析
防止办法
1.工件表面太光滑.
用砂纸打磨粗糙;
2.金属粉粒油漆未被树脂完全包裹,喷涂太干
加入树脂充分搅拌;喷涂时,雾化压力在0.35-0.45MPa间,油量在120-180ml/s,枪距10-15cm.
3.油漆未烘干,交连不紧或烘烤时间太久,油漆表面退火
固化流水线温度,线速,烘烤时间。
4.油漆,稀料选配不当,稀料里含真溶剂太多,把金属颗粒从树脂包裹内析出;稀料太弱,咬合能力差.
ABS,PS选配丙烯酸树脂;PP,PA料半成品要先喷PP水或表面特殊解决.稀料适中.
5.油漆喷涂次数太多,太厚,油漆里加入抗油剂等助剂太多
规定油供厂家底漆里少加助剂,喷涂加强工艺过程控制
6.光油烘烤过度或添加添加剂过多,导致漆膜发脆
固化流水线温度,线速,烘烤.
7.烘烤温升曲线设立不合理,底漆,面漆不配套.
温升曲线设立成宽平正弦波状,
底漆,面漆配套使用.
第五章喷涂设备保养
喷油房保养明细:
1.喷油房抽风系统保养:
A.风机叶轮清洁;每月设备定期保养日,设备管理员用扳手把紧固螺钉松开,喷涂作业员用刮刀铲除叶轮上油漆后,叶轮上打上黄油;设备再安装好叶轮,并锁紧紧固螺钉。
(每隔一月一次)
B.挡风板清洁:
每周六设备保养时,设备使用者取下挡风板,用刮刀刮去板上油漆,用水冲洗干净,晾干后打上黄油。
C.喷淋管路,喷嘴清洁;每周六设备保养时,设备使用者取下喷嘴,和设备管理员拆下水管,用小铁棒斗松管内油漆后,用水清洗干净管内,喷嘴内油漆渣滓,设备清洁完毕后,安装好水管,喷嘴。
喷嘴开口在一种平面。
D.抽水机清洁与保养:
每月设备保养日,喷涂放完喷油柜里水,设备管理员松下紧固螺钉,取下水泵;清洗干净叶轮上油漆渣滓及水道壁油漆渣滓后,安装好紧固螺钉。
E.水濂柜内壁清洁:
设备使用者把水管接在供水管上,打开水开关用水从上到下冲淋。
2.鲜风系统维护和保养:
(半月清洗一次)
A.喷涂停线,喷涂车间安排人员取下高效过滤棉,过滤网,把高效过滤棉翻出,放进水里漂洗,洗干净后挂起晾干。
注意:
清洗过程中,不要拧,扭过滤棉和过滤网,取过滤网先后顺序:
按先高效后低效,即先内后外;清洗好后安装顺序刚好相反,即先低效后高效,即先外后内。
B.喷涂安排人员用清水打湿干净擦拭布,擦拭干净框边灰尘。
C.喷涂把清洗干净并晾干过滤棉和过滤网安装好,框与框之间用过滤网压紧。
D.蒸汽管保养:
设备部用高温棉把外漏蒸汽通道包裹,对生锈严重管道予以更换,对泡在水里或被水经常淋蒸汽管道予以改道,并安装好控制开关,标记蒸汽通道,方向及警示语,汇总图并悬挂在安保栏。
二.加热室及烘炉保养:
1.喷涂派人把加热室过滤棉取下,更换成新高温过滤棉;设备部点检加热管及电通路,对已坏予及时更换。
阐明:
高温棉更换和电通路,加热管点检每15天一次。
2.烘道用布打湿水后擦拭。
为清洁烘究竟部,把用水打湿长布紧在回线线柱上,缓慢开动流水线,在喷漆房取下湿布,清洗干净后来回几次。
阐明:
烘道内清洁每周一次,烘道外观保养:
用水打湿毛巾后擦拭,规定外观无脏污三.电气设施,控制柜及动力机保养与维护:
A.静电枪,静电发生器保养:
(每15天检查一次)
设备部用静电测试仪测试静电枪上电压,正常输出静电压是0—4KV;在静电发生器关闭状况下,旋下枪帽,用干布把枪针上及枪帽内灰尘去处。
阐明:
正常状态下,静电枪运作中,枪针呈蓝紫色火焰放射状
B.控制柜测试与保养:
每15天设备部门打开控制柜门,用气枪把控制开关,控制器,调频器,
散热器等设施上灰尘除尽;检查其功能,紧固螺丝及更换功能不正常装置。
生产车间用干净干毛巾把控制柜外表面擦拭干净,随时保持设备干净,无异物和不有关物。
C.动力机维护:
设备部门每15天,用螺丝刀把电动机防护罩取下,用毛刷刷净页上及动力机外围灰尘。
检查,校正并锁紧紧固螺钉。
四.传动机构,支架及其润滑:
1.设备部门对传动机构(齿轮传动,带传动,联轴器)保养维护:
A.每月28日检查减速器内润滑油,并加注到油容量3/4;双月清换。
用擦拭布擦拭干净减速器外部油污。
B.每月28日用螺丝刀拧紧链柱上螺丝,规定螺丝无脱落,无松动。
C.每季度更换动力机上皮带,校正动力机上链条。
D.每月28日固定给轴承加注润滑油,并用擦拭布擦拭干净轴承及其周边灰尘。
2.支架检查,调试与校正:
每月设备保养日(14,28日)通过用活动扳手或松或紧拧头当螺栓,使带传动时皮带左,右受力均衡。
五.喷枪,压力罐清洁与保养:
1.在喷涂过程中,使用者随时用稀料,毛刷清洗干净枪头及其枪身,保证喷枪显金属本色,班后清洗干净枪油通路。
2.喷涂结束,压力罐使用完毕,使用者必要用稀料立即清洗干净压力罐内,外显金属本色。
 升级会员
升级会员 