钢制管道焊后热处理工艺规程.docx
《钢制管道焊后热处理工艺规程.docx》由会员分享,可在线阅读,更多相关《钢制管道焊后热处理工艺规程.docx(10页珍藏版)》请在冰豆网上搜索。
钢制管道焊后热处理工艺规程
锅炉管焊接热处理工艺规程
1总则
本工艺规程适用于低碳和低合金钢锅炉管道焊接接头消除残余应力的焊后热处理,不涉及发生相变和改变金相组织的其他热处理方法。
2、引用标准及参考文献
NB/T47015—2011《压力容器焊接规程》
SH3501—2011《石油化工有毒可燃介质管道工程施工及验收规范》
GB50236—2011《现场设备、工业管道焊接工程施工及验收规程》
3、焊前预热
3.1材料性能分析
部分锅炉管道采用低合金耐热钢,材料具有良好的热稳定性能,是高温热管道的常用材料,由于材料中存在铬、钼合金成分,材料的淬硬倾向大,施工中采用焊前预热、焊后热处理的工艺措施,来获得性能合格的焊接接头。
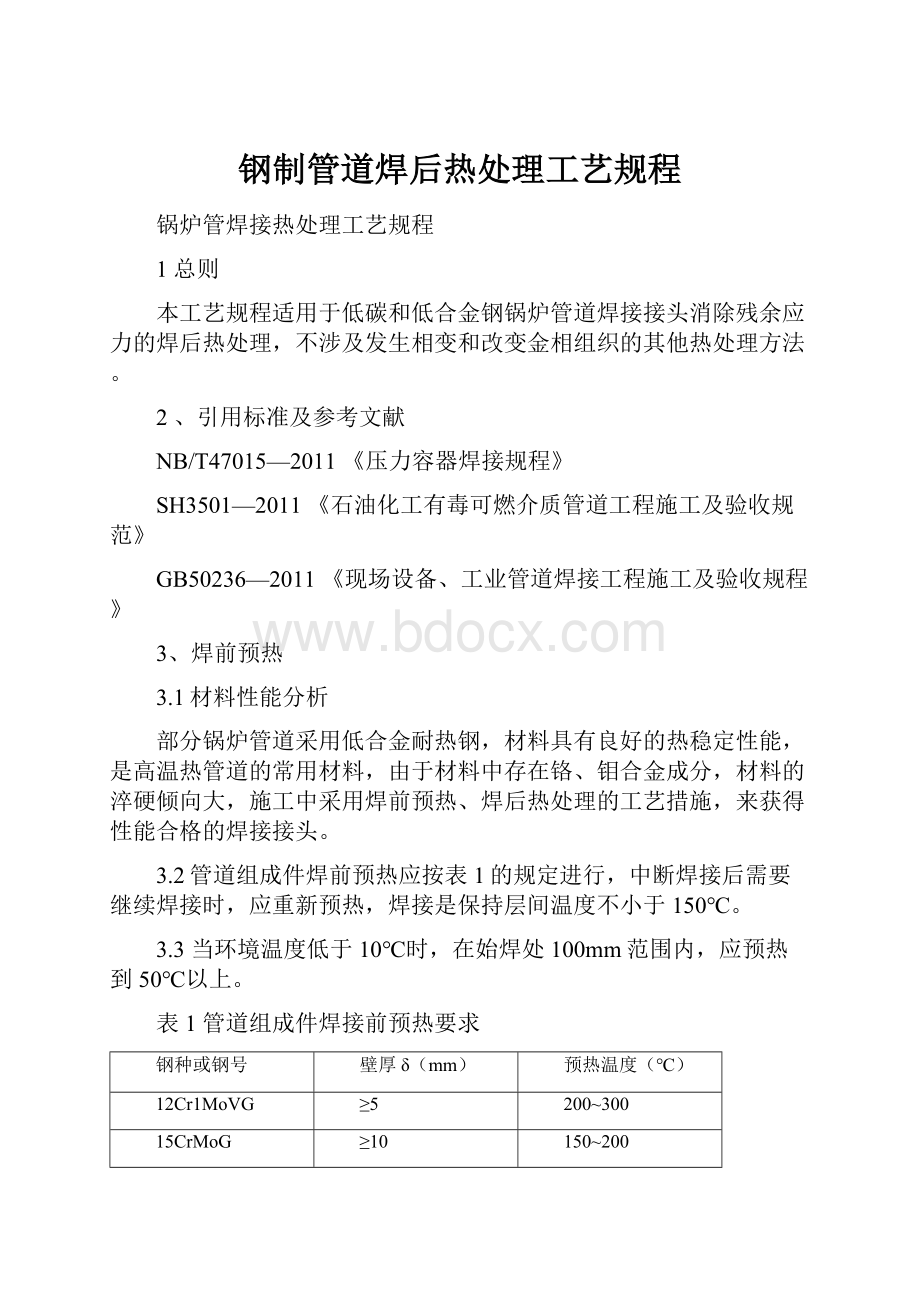
3.2管道组成件焊前预热应按表1的规定进行,中断焊接后需要继续焊接时,应重新预热,焊接是保持层间温度不小于150℃。
3.3当环境温度低于10℃时,在始焊处100mm范围内,应预热到50℃以上。
表1管道组成件焊接前预热要求
钢种或钢号
壁厚δ(mm)
预热温度(℃)
12Cr1MoVG
≥5
200~300
15CrMoG
≥10
150~200
4设备和器材
4.1焊后热处理必须采用自动控制记录的“热处理控制柜”控制温度。
4.2“热处理控制柜”需满足下列要求:
4.2.1能自动控制、记录热处理温度。
4.2.2控制柜、热电偶和补偿导线组合后的温度误差≤±10℃。
4.2.3柜内所有仪表、仪器需经法定计量单位校验合格,使用时校验合格证须在有效期内。
4.3热电偶
4.3.1焊接接头焊后热处理须采用热电偶测温控温。
4.3.2热电偶需满足如下要求:
4.3.2.1量程为热处理最高温度的1.5倍,精度等级为1.0;控温柜和补偿导线的组合温差波动范围≤±10℃。
4.3.2.1按校验周期进行强制校验,使用时校验合格证须在有效期内。
4.4加热器
4.4.1焊后热处理必须采用可实现自动指示控制记录的电加热绳或履带加热板加热。
4.4.2管壁厚大于25mm的焊接接头宜采用感应法加热。
4.5热处理设备由经培训合格的专人管理和调试,使用时应放置在防雨防潮的台架上。
4.6保温材料
热处理所用保温材料应为绝缘无碱超细玻璃棉或复合硅酸盐毡,且应有质量证明及合格证。
5人员
5.1操作人员需经培训,熟悉专业标准,熟练掌握工艺设备、测量仪表的使用方法。
5.2操作人员热处理施工时必须严格遵守本规程和“热处理工艺指导书”的规定。
6热处理时机
焊后热处理在无损检测反修合格后试压前进行;有再热裂纹倾向的材料,热处理后需进行无损检测。
7热处理工艺及工艺试验
7.1工艺参数
7.1.1焊后热处理的加热温度按设计技术文件规定执行,设计技术文件未规定时按表1执行。
表1常用锅炉管焊接接头热处理温度
钢号
热处理温度℃
备注
20G
600—650℃
1、不同钢号相焊时热处理温度按较高者执行,但不得超过两者中任一钢号的Ac1。
2、保温期间温度偏差允许±15℃,但不得超过热处理的温度范围。
16Mn
600—650℃
12Cr1MoVG
700—750℃
15CrMoG
650—700℃
7.1.2保温时间
7.1.2.1保温时间按下列规定计算,总保温时间不得少于30分钟。
a非合金钢为每毫米壁厚2.5分钟。
b合金钢为每毫米壁厚3.0分钟。
7.1.2.2焊缝的厚度按以下原则计算:
a等厚度全焊透对接接头的焊后热处理厚度按管壁厚计算。
b不等厚对接接头按其较薄一侧管壁厚度计算。
c接管与凸颈法兰相焊时按接管壁厚计算。
d接管与管板相焊时按其焊缝厚度计算。
e非受压元件与受压元件相焊时按焊接处的焊缝厚度计算。
7.1.3加热和冷却速度:
7.1.3.1焊件升温至300℃后,加热区升温速度按5125/δ℃/h计算,且不大于220℃/h,最小不低于55℃/h。
7.1.3.2焊件保温期间,加热区内最高与最低温度之差不得大于80℃。
7.1.3.3保温后的冷却速度按6500/δ℃/h计算,且不大于260℃/h,最小不低于55℃/h,冷至300℃后可自然冷却。
7.2热处理操作:
7.2.1焊缝热处理前,应将管道两端的管口封闭,以防管内气体流动。
与焊缝相邻近的阀门如不可拆除,应对阀体采取冷却措施,阀瓣应处于开启状态。
7.2.2热处理的加热范围为焊缝两侧各不少于焊缝宽度的3倍,且不少于100mm,接管与容器相焊的整圈焊缝热处理时,加热带的宽度不得小于壳体厚度的6倍,加热区以外100mm范围内应予以保温。
7.2.3热电偶端点应埋置在离焊缝边缘30mm以内的焊缝下侧(水平管),当焊缝两侧壁厚差大于5mm或公称通径大于300mm时,在焊缝对称位置放两支热电偶。
7.2.4电加热绳用缠绕法固定在管道上,履带式陶瓷加热板包覆管道后用3mm扎丝紧固,至少紧固两道。
7.2.4用软质保温材料包覆加热器,用3mm扎丝紧固保温层,使用50mm厚保温材料保温时,层数不少于三层,保温层总厚度不小于150mm,加热器两端应用保温材料封堵。
7.3热处理工艺试验:
7.3.1每项工程采用不同材质、不同热处理工艺时,工程开工前需先做热处理工艺试验。
7.3.2工艺试验由热处理责任师根据焊缝钢材的材质和规格编制热处理作业指导书,确定工艺参数,经技术负责人批准后执行。
7.3.3热处理试验后在试件上做硬度检验,切取试样进行拉伸、弯曲和冲击试验,试验报告作为热处理合格的依据。
7.3.4试验合格的热处理工艺参数和方法不得更改,否则应重新试验。
7.4热处理工艺卡
7.4.1热处理责任师根据试验合格的热处理工艺参数编制热处理工艺卡,经技术负责人批准后实施。
7.4.2热处理工艺卡的格式见附表。
8监测与质量检验
8.1热处理过程中需对热处理温度进行观察和监测。
8.1.1在热处理过程中,操作人员应观察温度指示仪表有无异常,如发现异常时,应立即停止升(降)温并分析原因,找出问题处理完毕后方可继续处理。
8.1.2热处理过程中检验人员用单独热电偶仪表系统对处理焊口进行温度监测,以确定热处理控温系统温度的准确性和稳定性。
抽检比例不少于5%,若发现控制仪表温差超标应立即停止并分析原因,温差达标后方可继续处理。
8.2质量检验
8.2.1焊接接头的热处理质量,用硬度法按下列规定进行检查:
8.2.1.1要求作中间试件的焊接接头应在管子轴间的断口A(母材)B(热影响区)C(焊缝内表面)D(焊缝外表面)等四处检查硬度。
8.2.1.2现场管道焊缝在其外表面A,B,C三处检查硬度。
8.2.1.3每处焊接接头各检查两个测点,取其硬度平均值。
8.2.1.4焊接接头的硬度检查数量:
按设计技术文件执行,设计技术文件未规定时,按100%检测。
8.2.1.5测得的硬度值不应超过母材标准硬度的120%。
8.2.1.6不合格者应重新热处理和测定硬度。
8.2.2合金钢管和规范要求作无损检测的低合金钢管及碳素钢,在硬度检验合格后实施无损检测,不合格部位返修后应重新进行热处理。
8.3经焊后热处理合格的部位,不得再从事焊接作业,否则应重新进行热处理;若不可避免需在焊后热处理管道焊接非受压元件,若同时满足下列条件,焊后可不再进行热处理。
8.3.1管道为非合金钢或碳锰钢材料。
8.3.2角焊缝的计算厚度不大于10mm。
8.3.3按评定合格的焊接工艺施焊。
8.3.4角焊缝已进行100%表面无损探伤。
9、资料管理:
9.1热处理应有专人负责,并按规定格式作好原始记录和检测记录。
9.2热处理工序结束后,根据不同材质规格的管道焊缝分别出具热处理报告,并附下列资料:
9.2.1热处理所形成的记录及硬度检测报告。
9.2.2热处理自动控制记录曲线(有焊口编号)。
10安全专项:
10.1热处理部位有明显的警示和可靠的隔离措施
10.2热处理设备、管道接地良好
10.3加热器无裸露电阻线,各活接头绝缘良好
10.4热处理系统中的漏电保护装置正常可靠
焊接接头焊后热处理报告
编号:
工程名称
工程编号
材质
规格
管线号
焊缝编号
加热方式
测温计
焊工代号
要求硬度值(HB)
热处理时间
年月日
热处理工艺参数
起始温度(℃)
升温速度
(℃/h)
恒温温度
(℃)
恒温时间(h)
冷却速度
(℃/h)
自然冷却温度(℃)
要求
实际
热处理温度—时间曲线
测温记录
硬度
试验(HB)
焊缝
测温时间
热影响区
温度(℃)
母材
施工单位
(公章)
负责人
年月日
审核
热处理:
操
作
者
热处理:
硬度:
硬度:
测温:
测温:
焊接接头焊后热处理工艺卡
编号:
工程名称
工程编号
材质
规格
管线号
焊缝编号
加热方式
测温计
焊工代号
要求硬度值(HB)
环境温度(℃)
热处理工艺参数
限制升温速度起始温度(℃)
升温速度
(℃/h)
恒温温度
(℃)
恒温时间
(h)
降温速度
(℃/h)
自然冷却温度(℃)
热处理温度—时间曲线
热处理说明
工艺卡编制人:
批准:
年月日年月日
焊接接头焊后热处理记录
编号:
工程名称
工程编号
材质
规格
管线号
焊缝编号
加热方式
测温计
焊工代号
要求硬度值(HB)
热处理时间
年月日
热处理工艺参数
起始温度(℃)
升温速度
(℃/h)
恒温温度
(℃)
恒温时间(h)
冷却速度
(℃/h)
自然冷却温度(℃)
要求
实际
热处理温度—时间曲线
测温记录
硬度
试验(HB)
焊缝
测温时间
热影响区
温度(℃)
母材
施工单位
(公章)
负责人
年月日
审核
热处理:
操
作
者
热处理:
硬度:
硬度:
测温:
测温:
 升级会员
升级会员 