工艺过程卡与工序卡范本.docx
《工艺过程卡与工序卡范本.docx》由会员分享,可在线阅读,更多相关《工艺过程卡与工序卡范本.docx(24页珍藏版)》请在冰豆网上搜索。
工艺过程卡与工序卡范本
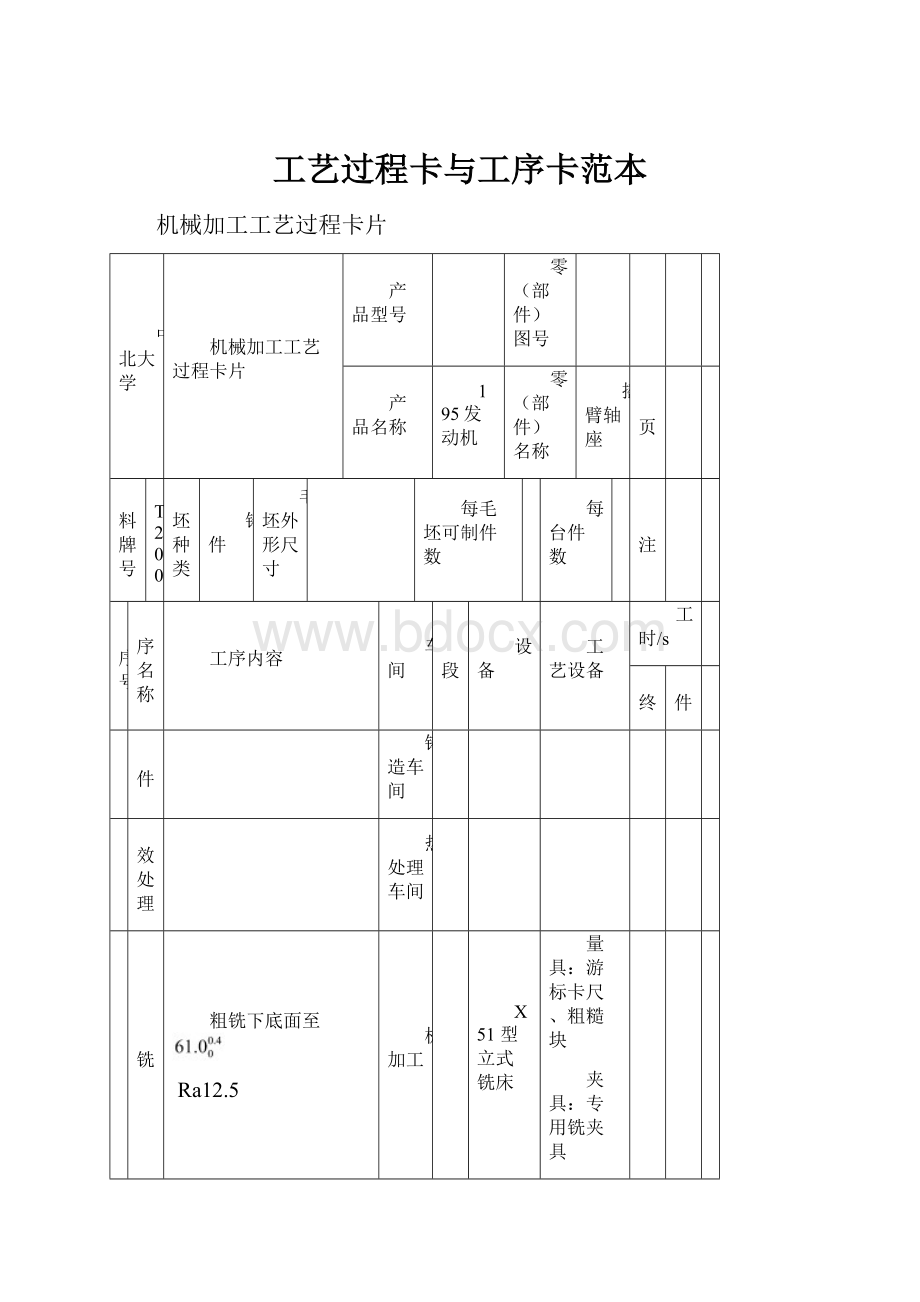
机械加工工艺过程卡片
中北大学
机械加工工艺过程卡片
产品型号
零(部件)图号
产品名称
195发动机
零(部件)名称
摇臂轴座
共页
第
页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
每毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺设备
工时/s
准终
单件
1
铸件
铸造车间
2
时效处理
热处理车间
3
粗铣
粗铣下底面至
Ra12.5
机加工
X51型立式铣床
量具:
游标卡尺、粗糙块
夹具:
专用铣夹具
刀具:
高速钢三面刃铣刀
4
粗铣半精铣
粗铣、半精铣上底面至59
Ra6.3
机加工
X51型立式铣床
同上
5
半精铣
半精铣下底面至58
Ra6.3
机加工
X51型立式铣床
刀具:
高速钢错齿三面刃铣刀
其余同上
6
粗铣
粗铣后端面至
Ra12.5
机加工
X51型立式铣床
量具:
游标卡尺、粗糙块
夹具:
专用铣夹具
刀具:
圆柱铣刀
7
粗铣半精铣
粗铣、半精铣前端面至
Ra3.2
机加工
X51型立式铣床
量具:
游标卡尺、粗糙块
夹具:
专用铣夹具
刀具:
镶齿套式面铣刀
8
半精铣
半精铣后端面至31
Ra6.3
机加工
X51型立式铣床
同上
9
粗镗
粗镗至Ф
Ra12.5
机加工
CM6125卧式车床
刀具:
YG8硬质合金镗刀
夹具:
专用夹具
量具:
游标卡尺塞规
10
钻孔
钻
孔Ra12.5
机加工
Z525立式钻床
刀具:
莫式锥度麻花钻
夹具:
专用夹具
量具:
游标卡尺塞规
11
半精镗精镗
半精镗至
精镗至
Ra3.2,倒角
机加工
CM6125卧式车床
刀具:
YG3高速钢镗刀
夹具:
专用夹具
量具:
游标卡尺塞规
12
铣槽
铣槽口Ra12.5
机加工
X51立式铣床
刀具:
锯片铣刀
夹具:
专用夹具
量具:
游标卡尺
终检
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
中北大学
机械加工工序卡片
产品型号
零(部件)图号
产品名称
195发动机
零(部件)名称
摇臂轴座
共10页
第1页
车间
工序号
工序名
材料牌号
机加工
3
粗铣
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工
立式铣床
X51
夹具编号
夹具名称
切削液
专用铣床夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺设备
主轴转速/r﹒s-1
切削速度
/m﹒s-1
进给量
/mm﹒r-1
走刀长度
/mm
进给次数
工步工时/s
机动
辅助
1
粗铣下底面
量具:
游标卡尺、粗糙块
夹具:
专用铣夹具
刀具:
高速钢错齿三面刃铣刀
65
20.42
3.36
1.5
1
16.2
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
中北大学
机械加工工序卡片
产品型号
零(部件)图号
产品名称
195发动机
零(部件)名称
摇臂轴座
共10页
第2页
车间
工序号
工序名
材料牌号
机加工
4
粗铣半精铣
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工
立式铣床
X51
夹具编号
夹具名称
切削液
专用铣床夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺设备
主轴转速/r﹒s-1
切削速度
/m﹒s-1
进给量
/mm﹒r-1
走刀长度
/mm
进给次数
工步工时/s
机动
辅助
1
粗铣上底面
量具:
游标卡尺、粗糙块
夹具:
专用铣夹具
刀具:
高速钢三面刃铣刀
65
20.42
3.36
1.0
1
7.2
2
半精铣上底面
同上
80
25.13
2.0
1.0
1
16
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
中北大学
机械加工工序卡片
产品型号
零(部件)图号
产品名称
195发动机
零(部件)名称
摇臂轴座
共10页
第3页
车间
工序号
工序名
材料牌号
机加工
5
半精铣
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造
52x50x58
1
1
设备名称
设备型号
设备编号
同时加工
立式铣床
X51
夹具编号
夹具名称
切削液
专用铣床夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺设备
主轴转速/r﹒s-1
切削速度
/m﹒s-1
进给量
/mm﹒r-1
走刀长度
/mm
进给次数
工步工时/s
机动
辅助
1
半精铣下底面
刀具:
高速钢错齿三面刃铣刀
量具:
游标卡尺、粗糙块
夹具:
专用铣夹具
80
25.13
2.0
0.7
1
36
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
中北大学
机械加工工序卡片
产品型号
零(部件)图号
产品名称
195发动机
零(部件)名称
摇臂轴座
共10页
第4页
车间
工序号
工序名
材料牌号
机加工
6
粗铣
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造
52x50x58
1
1
设备名称
设备型号
设备编号
同时加工
立式铣床
X51
夹具编号
夹具名称
切削液
专用铣床夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺设备
主轴转速/r﹒s-1
切削速度
/m﹒s-1
进给量
/mm﹒r-1
走刀长度
/mm
进给次数
工步工时/s
机动
辅助
1
粗铣后端面
量具:
游标卡尺、粗糙块
夹具:
专用铣夹具
刀具:
圆柱铣刀
65
12.86
4.64
1.5
1
9
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
中北大学
机械加工工序卡片
产品型号
零(部件)图号
产品名称
195发动机
零(部件)名称
摇臂轴座
共10页
第5页
车间
工序号
工序名
材料牌号
机加工
7
粗铣半精铣
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造
52x50x58
1
1
设备名称
设备型号
设备编号
同时加工
立式铣床
X51
夹具编号
夹具名称
切削液
专用铣床夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺设备
主轴转速/r﹒s-1
切削速度
/m﹒s-1
进给量
/mm﹒r-1
走刀长度
/mm
进给次数
工步工时/s
机动
辅助
1
粗铣前端面
量具:
游标卡尺、粗糙块
夹具:
专用铣夹具
刀具:
镶齿套式面铣刀
65
16.37
0.5
1.0
1
76.5
2
半精铣前端面
同上
65
16.37
1
1.0
1
19.2
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
中北大学
机械加工工序卡片
产品型号
零(部件)图号
产品名称
195发动机
零(部件)名称
摇臂轴座
共10页
第6页
车间
工序号
工序名
材料牌号
机加工
8
半精铣
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造
52x50x58
1
1
设备名称
设备型号
设备编号
同时加工
立式铣床
X51
夹具编号
夹具名称
切削液
专用铣床夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺设备
主轴转速/r﹒s-1
切削速度
/m﹒s-1
进给量
/mm﹒r-1
走刀长度
/mm
进给次数
工步工时/s
机动
辅助
1
半精铣后端面
量具:
游标卡尺、粗糙块
夹具:
专用铣夹具
刀具:
镶齿套式面铣刀
65
16.37
1
1.0
1
19.2
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
中北大学
机械加工工序卡片
产品型号
零(部件)图号
产品名称
195发动机
零(部件)名称
摇臂轴座
共10页
第7页
车间
工序号
工序名
材料牌号
机加工
9
粗镗
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造
52x50x58
1
1
设备名称
设备型号
设备编号
同时加工
卧式车床
CM6125
夹具编号
夹具名称
切削液
专用车床夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺设备
主轴转速/r﹒s-1
切削速度
/m﹒s-1
进给量
/mm﹒r-1
走刀长度
/mm
进给次数
工步工时/s
机动
辅助
1
粗镗
刀具:
YG8硬质合金镗刀
夹具:
专用夹具
量具:
游标卡尺塞规
2086
104.8
0.15
0.5
4
14
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
中北大学
机械加工工序卡片
产品型号
零(部件)图号
产品名称
195发动机
零(部件)名称
摇臂轴座
共10页
第8页
车间
工序号
工序名
材料牌号
机加工
10
钻孔
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造
52x50x8
1
1
设备名称
设备型号
设备编号
同时加工
立式钻床
Z525
夹具编号
夹具名称
切削液
专用钻床夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺设备
主轴转速/r﹒s-1
切削速度
/m﹒s-1
进给量
/mm﹒r-1
走刀长度
/mm
进给次数
工步工时/s
机动
辅助
1
钻孔
刀具:
莫式锥度麻花钻
夹具:
专用夹具
量具:
游标卡尺塞规
394
13
0.6
1
34
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
中北大学
机械加工工序卡片
产品型号
零(部件)图号
产品名称
195发动机
零(部件)名称
摇臂轴座
共10页
第9页
车间
工序号
工序名
材料牌号
机加工
11
半精镗精镗
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造
52x50x58
1
1
设备名称
设备型号
设备编号
同时加工
卧式车床
CM6125
夹具编号
夹具名称
切削液
专用车床夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺设备
主轴转速/r﹒s-1
切削速度
/m﹒s-1
进给量
/mm﹒r-1
走刀长度
/mm
进给次数
工步工时/s
机动
辅助
1
半精镗
刀具:
YG8硬质合金镗刀
夹具:
专用夹具
量具:
游标卡尺塞规
3000
150
0.04
0.1
3
19
2
精镗
刀具:
YG3X硬质合金镗刀
夹具:
专用夹具
量具:
游标卡尺塞规
3000
150
0.02
0.05
3
38
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
中北大学
机械加工工序卡片
产品型号
零(部件)图号
产品名称
195发动机
零(部件)名称
摇臂轴座
共10页
第10页
车间
工序号
工序名
材料牌号
机加工
12
粗铣
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造
1
1
设备名称
设备型号
设备编号
同时加工
立式铣床
X51
夹具编号
夹具名称
切削液
专用铣床夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺设备
主轴转速/r﹒min
切削速度
/m﹒min
进给量
/mm﹒r-1
走刀长度
/mm
进给次数
工步工时/s
机动
辅助
1
铣槽口
刀具:
锯片铣刀
夹具:
专用夹具
量具:
游标卡尺
375
132.6
手动
10
1
45
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
 升级会员
升级会员 