钣金件的折弯工艺.docx
《钣金件的折弯工艺.docx》由会员分享,可在线阅读,更多相关《钣金件的折弯工艺.docx(22页珍藏版)》请在冰豆网上搜索。
钣金件的折弯工艺
坂金件的折弯工艺
钺金的折弯,是指改变板材或板件角度的加工。
如将板材弯成V形,U形等。
一般情况下,钺金折弯有两种方法:
一种方法是模具折弯,用于结构比较复杂,体积较小、大批量加工的钺金结构;另一种是折弯机折弯,用于加工结构尺寸比较大的或产量不是太大的钺金结构。
目前公司产品的折弯主要采用折弯机加工。
这两种折弯方式有各自的原理,特点以及适用性。
模具折弯:
对于年加工量在5000件以上,零件尺寸不是太大的结构件(一般情况为300X300),加工厂家一般考虑开冲压模具加工。
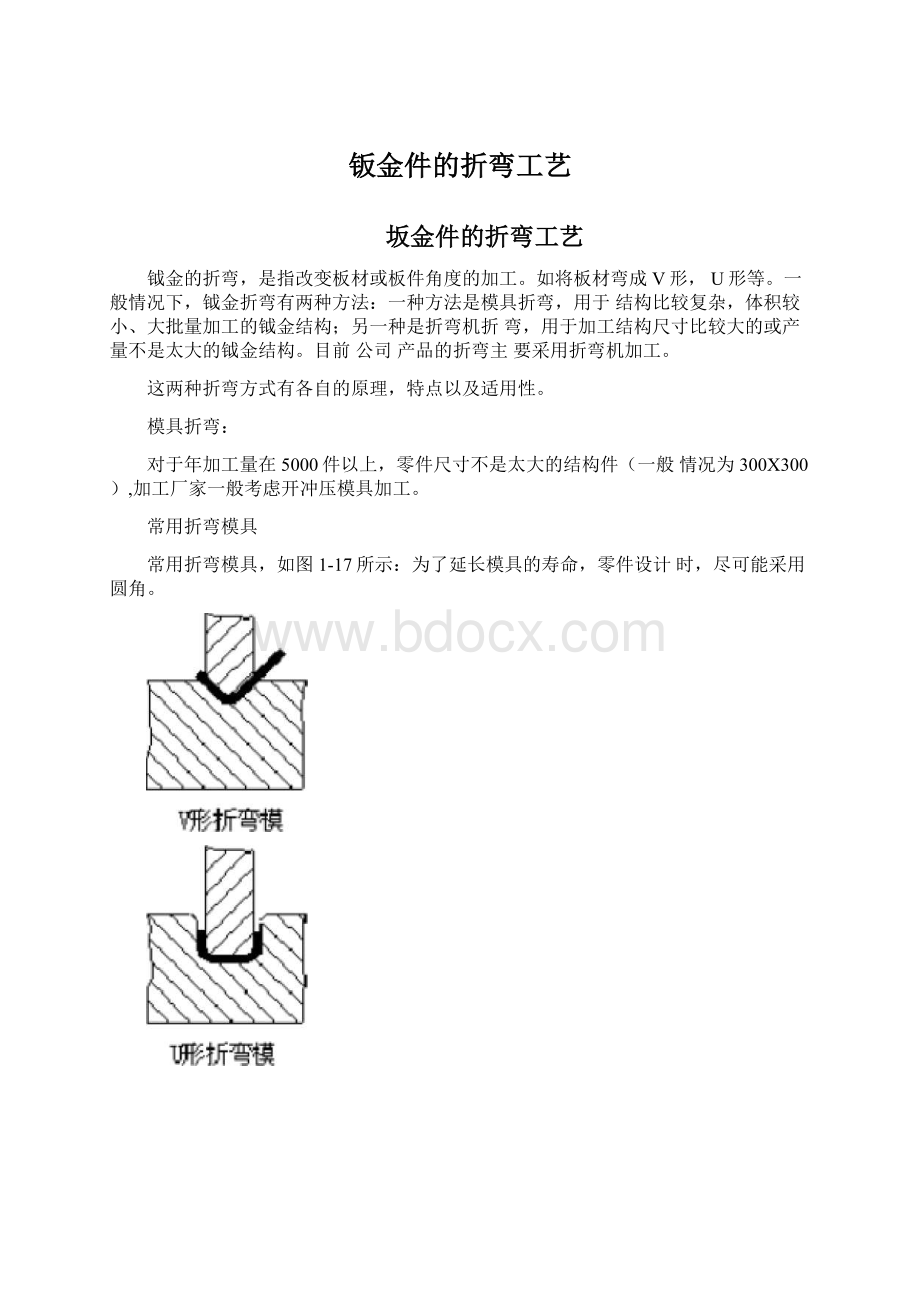
常用折弯模具
常用折弯模具,如图1-17所示:
为了延长模具的寿命,零件设计时,尽可能采用圆角。
图1-17专用的成形模具
过小的弯边高度,即使用折弯模具也不利于成形,一般弯边高度L>3t(包括壁厚)。
台阶的加工处理办法
一些高度较低的钺金Z形台阶折弯,加工厂家往往采用简易模具在冲床或者油压机上加工,批量不大也可在折弯机上用段差模加工,如图1-18所示。
但是,其高度H不能太高,一般应该在(0〜1.0)t,如果高度为(1.0〜4.0)t,要根据实际情况考虑使用加卸料结构的模具形式。
这种模具台阶高度可以通过加垫片进行调整,所以,高度H是任意调节的,但是,也有一个缺点,就是长度L尺寸不易保证,竖边的垂直度不易保证。
如果高度H尺寸很大,就要考虑在折弯机上折弯。
图1-18Z形台阶折弯
折弯机折弯
折弯机分普通折弯机和数控折弯机两种。
由于精度要求较高,折弯形状不规则,通信设备的钺金折弯一般用数控折弯机折弯,其基本原理就是利用折弯机的折弯刀(上模)、V形槽(下模),对钺金件进行折弯和成形。
优点:
装夹方便,定位准确,加工速度快;
缺点:
压力小,只能加工简单的成形,效率较低
成形基本原理
成形基本原理如图1-19所示:
折弯完成
图1-19成形基本原理
折弯刀(上模)
折弯刀的形式如图1-20所示,加工时主要是根据工件的形状需要选用,
一般加工厂家的折弯刀形状较多,特别是专业化程度很高的厂家,为了
加工各种复杂的折弯,定做很多形状、规格的折弯刀。
下模一般用V=6t(t为料厚)模。
影响折弯加工的因素有许多,主要有上模圆弧半径、材质、料厚、下模
强度、下模的模口尺寸等因素。
为满足产品的需求,在保证折弯机使用
安全的情况下,厂家已经把折弯刀模系列化了,我们在结构设计过程中
右边为下
需对现有折弯刀模有个大致的了解。
见图1-20左边为上模
模。
图1-20数孔折弯模示意图
折弯加工顺序的基本原则:
由内到外进行折弯;
由小到大进行折弯;
先折弯特殊形状,再折弯一般形状;
前工序成型后对后继工序不产生影响或干涉
目前的外协厂见到的折弯形式一般都是如图1-21所示。
可折多种角度
图1-21折弯机折弯形式
折弯半径
钺金折弯时,在折弯处需有折弯半径,折弯半径不宜过大或过小,应适当选择。
折弯半径太小容易造成折弯处开裂,折弯半径太大又使折弯易反弹。
各种材料不同厚度的优选折弯半径(折弯内半径)见下表1-9
表1-9最小弯曲半径数值(mm)
材料
退火状态
冷作硬化状态
弯曲线方向与纤维方向的对应位置
垂直
平行
垂直
平行
08、10、
0.1t
0.4t
0.4t
0.8t
15、20、
0.1t
0.5t
0.5t
1.0t
25、30、
0.2t
0.6t
0.6t
1.2t
45、50
0.5t
1.0t
1.0t
1.7t
65Mn
1.0t
2.0t
2.0t
3.0t
铝
0.1t
0.35t
0.5t
1.0t
紫铜
0.1t
0.35t
1.0t
2.0t
软黄铜
0.1t
0.35t
0.35t
0.8t
半硬黄铜
0.1t
0.35t
0.5t
1.2t
磷青铜
1.0t
3.0t
注:
表中t为板料厚度。
上表中的数据为优选的数据,仅供参考之用。
实际上,厂家的折弯刀的圆角通常都是0.3,少量的折弯刀的圆角为0.5,所以,我们的钺金件的折弯内圆角基本上都是0.2。
对于普通的低碳钢钢板、防锈铝板、黄铜板、紫铜板等,内圆角0.2都是没有问题的,但对于一些高碳钢、硬铝、超硬铝,这种折弯圆角就会导致折弯断裂,或者外圆角开裂。
折弯回弹
图1-22折弯回弹示意图
1)回弹角Aa=b-a
式中
回弹后制件的实际角度;
a一模具的角度。
2)回弹角的大小
单角90o自由弯曲时的回弹角见表1-10。
表1-10单角90度自由弯曲时的回弹角
材料
r/t
材料厚度t(mm)
<0.8
0.8~2
低碳钢
<1
4o
2o
0o
黄铜(Tb=350MPa
1~5
5o
3o
1o
铝、锌
6o
4o
2o
中碳钢
(Tb=400-500MPa
<1
5o
2o
0o
硬更铜
1~5
6o
3o
1o
(Tb=350-400MPa
8o
5o
3o
硬青铜
(Tb=350-400MPa
高碳车冈0-b>550Mpa
<1
7o
4o
2o
1~5
9o
5o
3o
12o7o6o
3)影响回弹的因素和减少回弹的措施。
材料的力学性能回弹角的大小与材料的的屈服点成正比,与弹性模量
E成反比。
对于精度要求较高的钺金件,为了减少回弹,材料应该尽可
能选择低碳钢,不选择高碳钢和不锈钢等。
相对弯曲半径r/t越大,则表示变形程度越小,回弹角Aa就越大。
这是一个比较重要的概念,钺金折弯的圆角,在材料性能允许的情况下,应该尽可能选择小的弯曲半径,有利于提高精度。
特别是注意应该尽可能避免设计大圆弧,如图1-23所示,这样的大圆弧对生产和质量控制
有较大的难度:
图1-23钺金的圆弧太大
一次折弯的最小折弯边的计算
L形折弯的折弯时的起始状态如图1-24所示:
后定位
模口宽度B(=ktj
图1-24L形折弯的折弯
这里很重要的一个参数是下模口的宽度Bo由于考虑到折弯效果和模具强度,不同厚度的材料所需要的模口宽度存在一个最小值o小于该数值时,会出现折弯不到位或损坏模具的问题.经过实践证明,最小模口宽度和材料厚度的关系为.
灯①
为最小模宽,T为材料厚度,计算最小模口宽度时K=6.目前厂家常用的折弯下模宽度的规格如下:
4,5,6,8,10,12,14,16,18,20,25
根据上面的关系式就可以确定不同的料厚在折弯时所需下模模口宽度的最小值.例如1.5mm厚的板材折弯时,B=6*1.5=9对照上面的模宽系列可以选择模口宽度为10mm(或8mm的下模.从折弯的起始状态图可以看出折弯的边不能太短,结合上面的最小模口宽度,得到最短折弯边的计算公式为②:
(见图1-25所示)
2(参考)②
工金为最短折弯边,Eq为最小模口宽,A为板材的折弯系数
1.5mm厚的板材折弯时,最短折弯边=(8+2.5)
/2+0.5=5.75mm(包括一个板厚)
BtJIIIV—・1
图1-25最小模口宽
表1-11:
冷轧薄钢板材料折弯内R及最小折弯高度参考表
厅P
材料厚度
凹模槽宽
凸模R
最小折穹局度
1
0.5
4
0.2
3
2
0.6
4
0.2
3.2
3
0.8
5
0.8或0.2
3.7
4
1.0
6
1或0.2
4.4
5
1.2
8(或6)
1或0.2
5.5(或4.5)
6
1.5
10(或8)
1或0.2
6.8(或5.8)
7
2.0
12
1.5或0.5
8.3
8
2.5
16(或14)
1.5或0.5
10.7(或9.7)
9
3.0
18
2或0.5
12.1
10
3.5
20
2
13.5
11
4.0
25
3
16.5
注:
1、最小折弯高度包含一个料厚。
2、当V形折弯是折弯锐角时,最短折弯边需加大0.5。
3、当零件材料为铝板和不锈钢板时,最小折弯高度会有较小的变化,铝板会变小一点,不锈钢会大一点,参考上表即可。
Z形折弯的最小折弯高度
Z形折弯的折弯时的起始状态如图1-26所示:
Z形折弯和L形折弯的工艺非常相似,也存在着最小折弯边问题,由于
受下模的结构限制,Z形折弯的最短边比L形折弯时还要大,Z形折弯最小边的计算公式为:
+0.5+T
J为最短折弯边,以以为最小模宽,A为板材的折弯系数,T为料厚,
为下模模口到边的结构尺寸,一般大于5mm
此处需酱口
图1-26Z形折弯
不同材料厚度的钺金Z形折弯对应的最小折弯尺寸L如下表1-12所示:
表1-12Z形折弯的最小高度
厅P
材料厚度
凹模槽宽
凸模R
Z形折弯高度L
1
0.5
4
0.2
8.5
2
0.6
4
0.2
8.8
3
0.8
5
0.8或0.2
9.5
4
1.0
6
1或0.2
10.4
5
1.2
8(或6)
1或0.2
11.7(或10.7)
6
1.5
10(或8)
1或0.2
13.3(或12.3)
7
2.0
12
1.5或0.5
14.3
8
2.5
16(或14)
1.5或0.5
18.2(或17.2)
9
3.0
18
2或0.5
20.1
10
3.5
20
2
22
11
4.0
25
25.5
折弯时的干涉现象
对于二次或二次以上的折弯,经常出现折弯工件与刀具相碰出现干涉,如图1-27所示,黑色部分为干涉部分,这样就无法完成折弯,或者或
者因为折弯干涉导致折弯变形。
钺金折弯的干涉问题,不涉及到太多的技术,只要了解一下折弯模的形状和尺寸,在结构设计时注意避开折弯模就可以了。
图1-28为常见的几种折弯刀的截面形状,在新修订的《钺金模具手册》都有介绍,并且在intralink库里也有对应的刀具实体,在设计没有把握的情况下,可
以按照上图的原理,直接用刀具进行装配干涉检验。
图1-28折弯刀
对于翻孔攻丝来说,如图1-29所示的D值不能设计得太小,最小D值可以根据材料厚度、翻孔外径、翻孔高度、所选折弯刀具等参数计算或作图得到。
以1.5mm厚的折弯钢板上翻M4的翻孔攻丝为例,D值应该大于8mm否则,折弯刀会碰伤翻边。
3.3
图1-29翻孔攻丝件的折弯
孔、长圆孔离折弯边最小距离
如图1-30所示折弯处孔边离折线太近,折弯时料无法带起,产生孔形
状变形;因此,孔边与折弯线要求大于最小孔边距XA+R。
图1-30圆孔距折弯边最小距离
表1-13圆孔距折弯边最小距离
钺料厚度
0.6〜0.8
1.0
1.2
1.5
2.0
2.5
最小距离X
1.3
1.5
1.7
2.0
3
3.5
 升级会员
升级会员 