齿圈控制计划模板.docx
《齿圈控制计划模板.docx》由会员分享,可在线阅读,更多相关《齿圈控制计划模板.docx(25页珍藏版)》请在冰豆网上搜索。
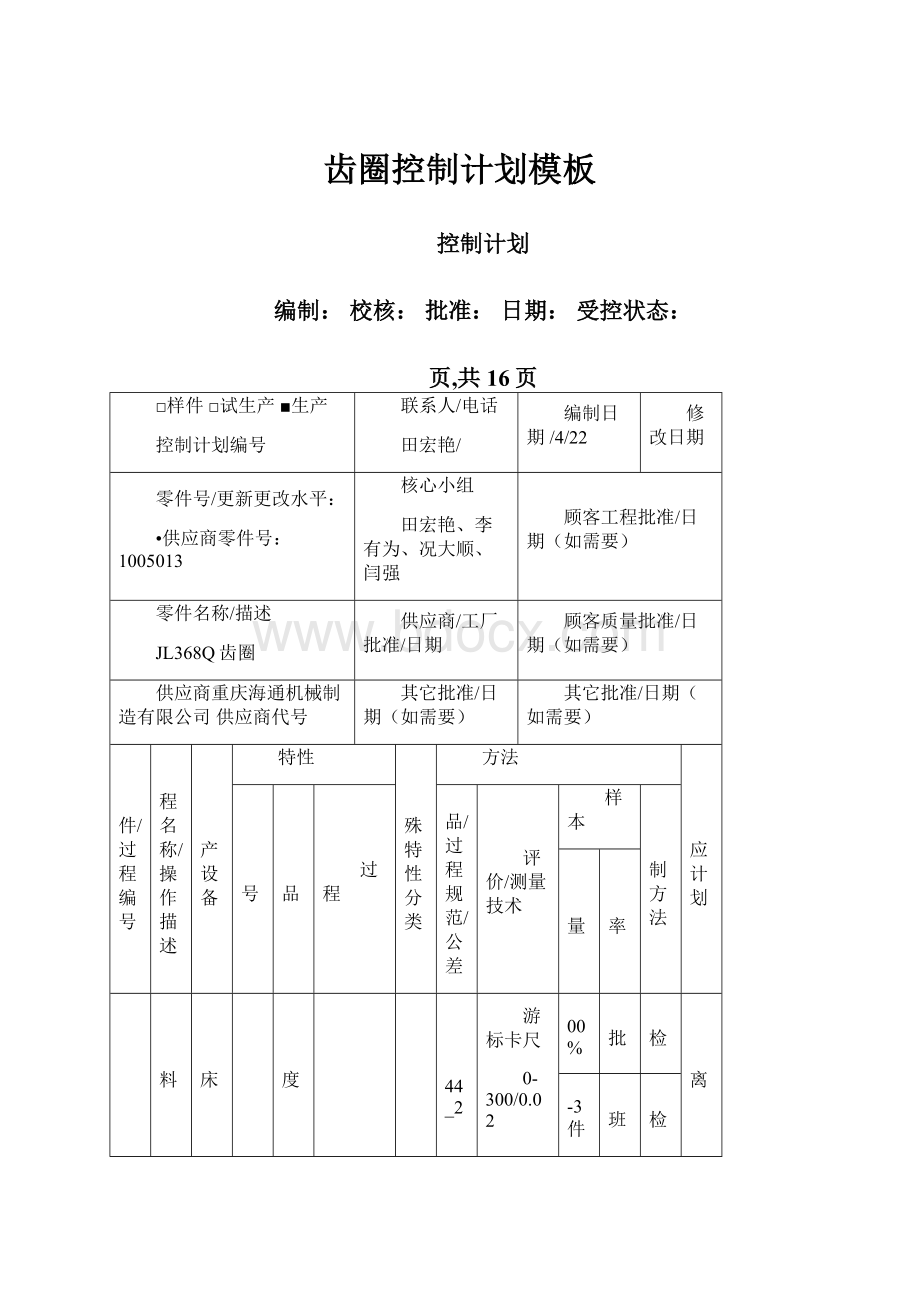
齿圈控制计划模板
控制计划
编制:
校核:
批准:
日期:
受控状态:
页,共16页
□样件□试生产■生产
控制计划编号
联系人/电话
田宏艳/
编制日期/4/22
修改日期
零件号/更新更改水平:
•供应商零件号:
1005013
核心小组
田宏艳、李有为、况大顺、闫强
顾客工程批准/日期(如需要)
零件名称/描述
JL368Q齿圈
供应商/工厂批准/日期
顾客质量批准/日期(如需要)
供应商重庆海通机械制造有限公司供应商代号
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过程编号
过程名称/操作描述
生产设备
特性
特殊特性分类
方法
反应计划
编号
产品
过程
产品/过程规范/公差
评价/测量技术
样本
控制方法
容量
频率
0
下料
锯床
1
长度
0
144_2
游标卡尺
0-300/0.02
100%
每批
自检
隔离
1-3件
每班
巡检
3%
每批
完工检
控制计划
第2
页,共16页
□样件□试生产■生产
控制计划编号
联系人/电话
田宏艳/
编制日期/4/22
修改日期
零件号/更新更改水平:
•供应商零件号:
1005013
核心小组
田宏艳、李有为、况大顺、闫强
顾客工程批准/日期(如需要)
零件名称/描述
JL368Q齿圈
供应商/工厂批准/日期
顾客质量批准/日期(如需要)
供应商重庆海通机械制造有限公司供应商代号
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过程编号
过程名称/操作描述
生产设备
特性
特殊特性分类
方法
反应计划
编号
产品
过程
产品/过程规范/公差
评价/测量技术
样本
控制方法
容量
频率
10
粗车端面、外圆及镗孔
车床
1
长度
>140
游标卡尺
0-300/0.02
100%
每批
自检
隔离、返
工
3-5件:
每班
r巡检
10%
每批
完工检
2
外圆
①249-0.72
100%
每批
:
自检
隔离、返
工
游标卜尺
3-5件
每班
p巡检
U-OUU/U.UZ,
10%
每批
完工检
控制计划
页,共16页
□样件□试生产■生产
控制计划编号
联系人/电话
田宏艳/49831125
编制日期/4/22
修改日期
零件号/更新更改水平:
•供应商零件号:
1005013
核心小组
田宏艳、李有为、况大顺、闫强
顾客工程批准/日期(如需要)
零件名称/描述
JL368Q齿圈
供应商/工厂批准/日期
顾客质量批准/日期(如需要)
供应商重庆海通机械制造有限公司供应商代号
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过程编号
过程名称/操作描述
生产设备
特性
特殊特性分类
方法
反应计划
编号
产品
过程
产品/过程规范/公差
评价/测量技术
样本
控制方法
容量
频率
20
调质
1
硬度
HB210-240
布氏硬度计
1-5件
每炉
抽检
隔离、返工
2
变形量
变形量w0.8
[游标卡尺
1-5件
每炉
控制计划
页,共16页
□样件□试生产■生产
控制计划编号
联系人/电话
田宏艳/49831125
编制日期/4/22
修改日期
零件号/更新更改水平:
•供应商零件号:
1005013
核心小组
田宏艳、李有为、况大顺、闫强
顾客工程批准/日期(如需要)
零件名称/描述
JL368Q齿圈
供应商/工厂批准/日期
顾客质量批准/日期(如需要)
供应商重庆海通机械制造有限公司供应商代号
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过程编号
过程名称/操作描述
生产设备
特性
特殊特性分类
方法
反应计划
编号
产品
过程
产品/过程规范/公差
评价/测量技术
样本
控制方法
容量
频率
30
车端面、外圆、镗孔、倒角并切断
车床
1
外径
①244-鷲
游标卡尺
0-300/0.02
100%
每批
自检
隔离、返工
3-5件
每班
巡检
50%
每批
完工检
2
直径
①214+。
0。
1:
内径千分尺
200-225/0.01
100%
:
每批
自检
隔离、返工
3-5件
每班
巡检
100%
每批
完工检
3
长度
9.35-002
游标卡尺
0-150/0.02
100%
每批
自检
隔离、返工
3-5件
r每班
巡检
10%
每批
完工检
4
外观质量
无缺陷
:
目测
5-10件
:
每批
完工检
隔离、返工
5
平面度
0.04
平板、塞尺
3-5件
每批
完工检
隔离、返工
6
倒角
0.5X45°
游标卡尺
0-150/0.02
3-5件
每批
完工检
隔离、返工
1X45°
:
游标卡尺
3-5件
每批
完工检
隔离、返工
0-150/0.02
7
粗糙度
Ra3.2Ra2Ra6.3
Ra12.5
粗糙度样板
2件
拇批
完工检
隔离、返工
控制计划
页,共16页
□样件□试生产■生产
控制计划编号
联系人/电话
田宏艳/
编制日期/4/22
修改日期
零件号/更新更改水平:
.供应商零件号:
1005013
核心小组
田宏艳、李有为、况大顺、闫强
顾客工程批准/日期(如需要)
零件名称/描述:
JL368Q齿圈
供应商/工厂批准/日期
顾客质量批准/日期(如需要)
供应商重庆海通机械制造有限公司供应商代号
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过程编号
过程名称/操作描述
生产设备
特性
特殊特性分类
方法
反应计划
编号
产品
过程
产品/过程规范/公差
评价/测量技术
样本
控制方法
容量
频率
40
内、外圆倒角
车床
1
倒角尺寸
0.7X45°
1.2X45°
游标卡尺
0-150/0.02
100%
每批
自检
隔离、返
工
3-5件
每班
巡检
10%
每批
完工检
2
粗糙度
Ra4
粗糙度样板
3-5件
每批
完工检
隔离、返
工
3
外观
无缺陷
目测
3-5件
每批
完工检
隔离、返
工
控制计划
页,共16页
□样件□试生产■生产
控制计划编号
联系人/电话
田宏艳/
编制日期/4/22
修改日期
零件号/更新更改水平:
•供应商零件号:
1005013
核心小组
田宏艳、李有为、况大顺、闫强
顾客工程批准/日期(如需要)
零件名称/描述
JL368Q齿圈
供应商/工厂批准/日期
顾客质量批准/日期(如需要)
供应商重庆海通机械制造有限公司供应商代号
其它批准/日期(重要如需要)
其它批准/日期(如需要)
零件/过程编号
过程名称/操作描述
生产设备
特性
特殊特性分类
方法
反应计划
编号
产品
过程
产品/过程规范/公差
评价/测量技术
样本
控制方法
容量
频率
50
磨平面
磨平面
1
长度
9±0.1
外径千分尺
0-25/0.01
100%
每批
自检
隔离、返工
3-5件
每班
巡检
3%
每批
完工检
2
平行度
0.03
平板、百分表
3%
每批
自检
合理修磨砂轮及工作台
1件
每班
巡检
1件
每批
完工检
3
粗糙度
Ra1.6
粗糙度样板
3-5件
每批
完工检
返工
4
外观
无缺陷
目测
3-5件
每批
自检、巡检
隔离、返工
控制计划
页,共16页
□样件□试生产■生产
控制计划编号
联系人/电话田宏艳/
编制日期/4/22
修改日期
零件号/更新更改水平:
•供应商零件号:
1005013
核心小组
田宏艳、李有为、况大顺、闫强
顾客工程批准/日期(如需要)
零件名称/描述
JL368Q齿圈
供应商/工厂批准/日期
顾客质量批准/日期(如需要)
供应商重庆海通机械制造有限公司供应商代号
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过程编号
过程名称/操作描述
生产设备
特性
特殊特性分类
方法
反应计划
编号
产品
过程
产品/过程规范/公差
评价/测量技术
样本
控制方法
容量
频率
70
滚齿及去毛刺
滚齿机
1
齿形公差
0.018
齿轮检测仪
1件/次
1次/1000
件
完工检
调整夹具检杳刀具隔离
滚齿夹具
2
齿向公差
0.018
3
径向跳动公差
0.071
4
公法线长度
73.59黑
公法线千分尺
10%
每批
自检
3-5件
每班
巡检
3%
每批
完工检
5
粗糙度
Ra3.2
粗糙度样板
3-5件
每批
完工检
控制计划
第8
页,共16页
□样件□试生产■生产
控制计划编号
联系人/电话
田宏艳/
编制日期/4/22修改日期
零件号/更新更改水平:
.供应商零件号:
1005013
核心小组
田宏艳、李有为、况大顺、闫强
顾客工程批准/日期(如需要)
零件名称/描述
JL368Q齿圈
供应商/工厂批准/日期
顾客质量批准/日期(如需要)
供应商重庆海通机械制造有限公司供应商代号
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过程编号
过程名称/操作描述
生产设备
特性
特殊特性分类
方法
反应计划
编号
产品
过程
产品/过程规范/公差
评价/测量技术
样本
控制方法
容量
频率
80
齿形单面倒角
铣床
1
倒角
2.2土0.2
游标卡尺
0-150/0.02
5%
每批
自检
隔离、返工
3-5件
r每班:
巡检:
3%
每批
完工检
倒角夹具
2
粗糙度
Ra6.3
粗糙度样板
3-5件
每批
完工检
控制计划
第9
页,共16页
□样件□试生产■生产
控制计划编号
联系人/电话
田宏艳/
编制日期/4/22修改日期
零件号/更新更改水平:
•供应商零件号:
1005013
核心小组
田宏艳、李有为、况大顺、闫强
顾客工程批准/日期(如需要)
零件名称/描述
JL368Q齿圈
供应商/工厂批准/日期
顾客质量批准/日期(如需要)
供应商重庆海通机械制造有限公司供应商代号
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过程编号
过程名称/操作描述
生产设备
特性
特殊特
性分类
方法
反应计划
编号
产品
过程
产品/过程规范/公差
评价/测量技术
样本
控制方法
容量
频率
85
钻标记孔、去毛刺
钻床
1
标记孔直径
①1.5
游标卡尺
0-150/0.02
2件
每批
自检、
巡检
隔离、调整
标记孔钻夹具
2
深度
0.5
游标卡尺
0-150/0.02
2件
每批
自检、
巡检
3
外观
无缺陷
目测
2件
每批
自检、巡检
隔离
控制计划
10页,共16页
□样件□试生产■生产
控制计划编号
联系人/电话
田宏艳/
编制日期/4/22修改日期
零件号/更新更改水平:
•供应商零件号:
1005013
核心小组
田宏艳、李有为、况大顺、闫强
顾客工程批准/日期(如需要)
零件名称/描述
JL368Q齿圈
供应商/工厂批准/日期
顾客质量批准/日期(如需要)
供应商重庆海通机械制造有限公司供应商代号
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过程编号
过程名称/操作描述
生产设备
特性
特殊特性分类
方法
反应计划
编号
产品
过程
产品/过程规范/公差
评价/测量技术
样本
控制方法
容量
频率
90
去锐边、毛
清洗槽
1
外观质量
无油污、无锐边毛刺
目测
100%
每批
自检
隔离、
刺并清洗
3-5件
每班
巡检
返工
5%
每批
完工检
控制计划
11页,共16页
号
容量
频率
100
中检
1
内孔尺寸
①214+0.12
内径千分尺
200-225/0.01
10%
每批
抽检
隔离
2
外圆尺寸
①244-°T
游标卡尺
0-300/0.02
5%
每批
3
厚度
9±0.1
外径千分尺
5-10件
每批
4
公法线长度
uc-0.10
73.59-0.18
公法线千分尺
5-10件
每批
控制计划
12页,共16页
□样件□试生产■生产
控制计划编号
联系人/电话
田宏艳/
编制日期14122修改日期
零件号/更新更改水平:
.供应商零件号:
1005013
核心小组
田宏艳、李有为、况大顺、闫强
顾客工程批准/日期(如需要)
零件名称/描述
JL368Q齿圈
供应商/工厂批准/日期
顾客质量批准/日期(如需要)
供应商重庆海通机械制造有限公司供应商代号
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过程编号
过程名称/操作描述
生产设备
特性
特殊特性分类
方法
反应计划
编号
产品
过程
产品/过程规范/公差
评价/测量技术
样本
控制方法
容量
频率
110
高频淬火
高频淬
火机
1
齿面硬度
HRC48-55
洛氏硬度计
3-5件
每批
抽检
修改工艺参数隔离、返工
2
淬透层深
0.5~1mm
金相分析
1件/次
1次/1000件
抽检
3
变形量
0.25mm
游标卡尺
0-300/0.02
3-5件
每批
抽检
隔离
控制计划
13页,共16页
□样件□试生产■生产
控制计划编号
联系人/电话
田宏艳/
编制日期/4/22
修改日期
零件号/更新更改水平:
.供应商零件号:
1005013
核心小组
田宏艳、李有为、况大顺、闫强
顾客工程批准/日期(如需要)
零件名称/描述
JL368Q齿圈
供应商/工厂批准/日期
顾客质量批准/日期(如需要)
供应商重庆海通机械制造有限公司供应商代号
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过程编号
过程名称/操作描述
生产设备
特性
特殊特性分类
方法
反应计划
编号
产品
过
程
产品/过程规范/公差
评价/测量技术
样本
控制方法
容量
频率
120
磁力探伤
探伤仪
1
内部组织及表面无裂纹
不允许有裂纹
探伤仪
100%
每批
全检
隔离
 升级会员
升级会员 