新代数控系统操作基础.docx
《新代数控系统操作基础.docx》由会员分享,可在线阅读,更多相关《新代数控系统操作基础.docx(17页珍藏版)》请在冰豆网上搜索。
新代数控系统操作基础
新代数控系统操作基础
台湾新代数控系统操作基础
一(基本操作
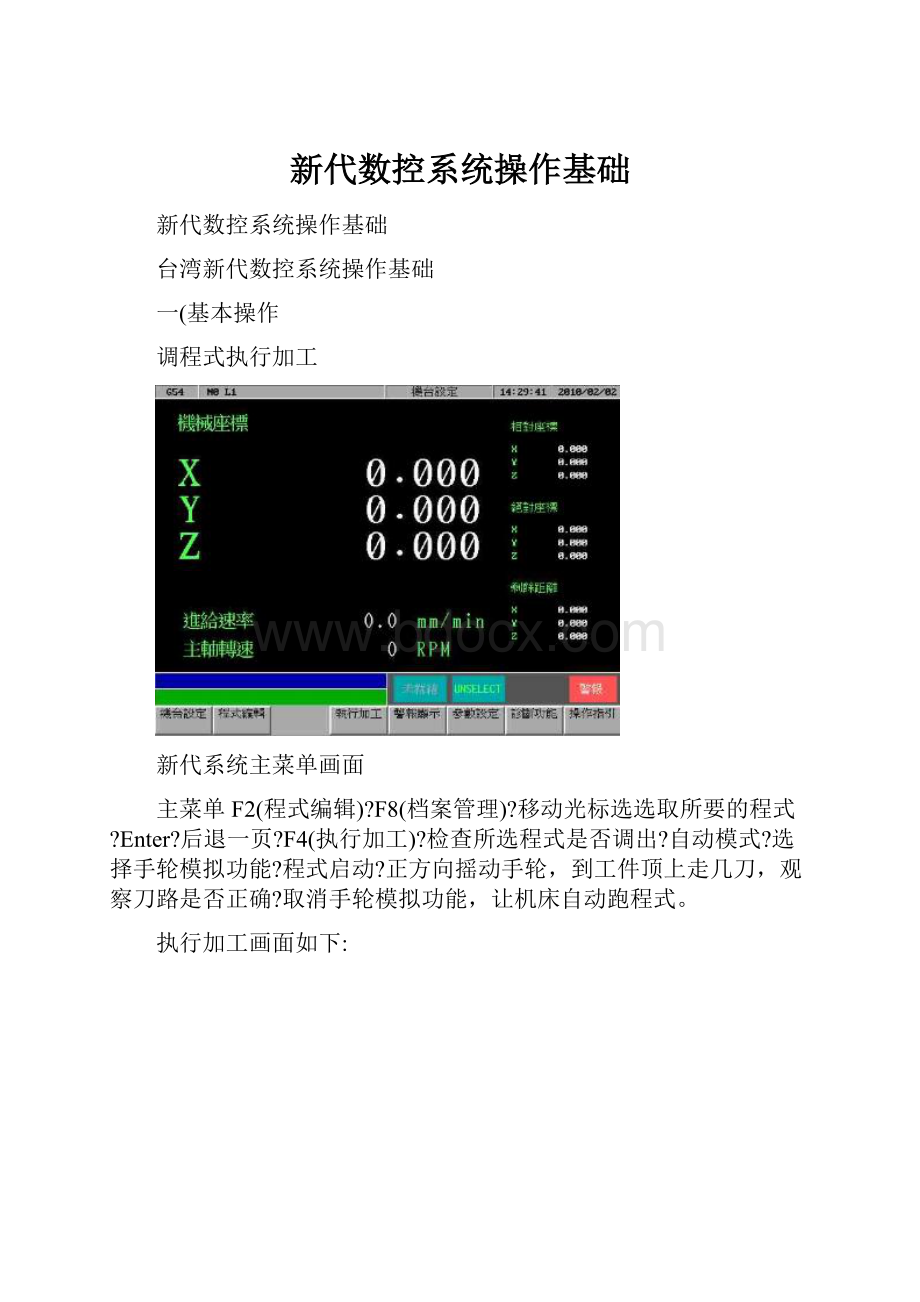
调程式执行加工
新代系统主菜单画面
主菜单F2(程式编辑)?
F8(档案管理)?
移动光标选选取所要的程式?
Enter?
后退一页?
F4(执行加工)?
检查所选程式是否调出?
自动模式?
选择手轮模拟功能?
程式启动?
正方向摇动手轮,到工件顶上走几刀,观察刀路是否正确?
取消手轮模拟功能,让机床自动跑程式。
执行加工画面如下:
程式当前所当前使用的程式名使用的坐标
系统
从网络调程式
主菜单F2(程式编辑)?
F8(档案管理)?
F8(网络档案输入)?
移动光标选程式?
确定?
确定.
加工中修改主轴转速
主菜单?
F4(执行加工)?
F4(加工参数设定)?
移动光标到主轴转速栏?
输入所需的主轴转数?
按Enter确认。
所出现的对话框如下图:
在此输入所需
的主轴转数
分中功能
主菜单F1(机台设定)?
F5(设定工件坐标系统)?
F5(分中功能)?
在工件左侧铣一刀或碰一下?
按PX1?
在工件右侧铣一刀或碰一下按PX2.在工件前侧铣一刀或碰一下PY1按一下?
后侧铣或碰按PY2?
退页?
G54(或
G55,56„„)?
F3(辅助坐标设定)
自动对刀
主菜单F1(机台设定)?
F5设定工件座标系统)?
F6(自动对刀)?
自
动模式?
进给倍率打到100%—?
F1(自动对刀起动)?
待停止后?
检查“数”是否抓到.
备注说明:
当测量模式选1,单刀单工件:
指无刀库,主轴上只能用一把刀,工作台上多数情况下只有一个待加工工件,使用一个工件坐标(如:
G55)。
此时的落差(对刀仪与待加工工件表面的高度差),放在外部偏移Z轴坐标中。
当工件坐标号码设“0”时,对刀完成后,当前的刀长会记录在辅助点坐标Z轴中,此时还要退回到机台设定画面中,找到相应的工件坐标,按F3,Z轴做辅助点自动设定。
当工件坐标号码设“1”时,对刀完成后,当前的刀长会自动记录到工件坐标G54的Z轴中,无需再做辅助点坐标设定。
如此依次类推,设“2”对应到G55,设“3”对应到G56„。
在加工完成后,如果想跑一次当前
的程式,只需将相应的改变工件坐标(如G54、G55、G56)Z轴的坐标值。
当测量模式选2,对刀画面变化成如下图所示:
在此输入工件坐
标号码编号
备注说明:
当测量模式选2,单刀多工件:
指无刀库,主轴上只能用一把刀,工作台上有多个待加工工件,使用多个工件坐标(如:
G54,G55,G56„)。
此时的落差(对刀仪与待加工工件表面的高度差),放在不同的工件坐标系Z轴坐标中。
当上图的落差设定编号设“0”时,对刀的落差会放在辅助点坐标Z轴中;当落差设定期编号设“1”时,对刀落差会放在工件坐标系G54的Z轴中;当落差设定期编号设“2”时,对刀落差会放在工件坐标系G55的Z轴中。
依
此类推,设3,4,5分别对应G56,G57,G58„。
在加工完成后,如果想跑一次当前的程式,只需将相应的改变外部偏移Z轴的坐标值,Z轴外部偏移坐标值的改变,对所有工件坐标有效。
落差设定
主菜单F1(机台设定)?
F5(设定工件座标系统)?
F6(自动对刀)?
自动模式?
进给倍率100%?
F1(自动对刀起动)?
待停止后?
用手轮将Z轴至工件表面?
按F3(落差设定),此时控制器会自动计算落差,并放在预先设定的位置。
注意:
同一个工件在不重新装夹或不改变基准面的情况下,落差是不变的,因为工件与对刀仪高度永远是恒之不变的.如下图所示:
断点回归
若执行程式中途因断刀或中途换刀需重新执行时,勿需从头开始加工。
新代控制器提供断点回归功能。
此时,可起用断点回归功能.先按程式暂停键,让机台停下来,再按操作面板左上角红色复位键RESET,系统会自动记下当前程式执行到的行数。
操作步骤如下进行:
主菜单F4(执行加工)?
输入行数(一般少于断点时的行数)?
Enter确认?
F1(确定)?
选择自动模式?
手轮模拟功能启动?
执行程式启动?
摇动手轮至工件断点加工位置?
检查刀路位置是否正确,待正确后?
取消手轮模拟功能
按RESET复位键后,启动按钮,让机台自动跑程式。
系统会记录下当前断
点行号位置
换刀完毕后,在自动模式下,在此画面中输入系统记录下来的断点行号
数,直接输入数字即可,无需在数字前加N或L,再按Enter确认,系统会自
动扫描到所需的程式位置。
系统使用期限设定
主菜单?
按F6(参数设定)?
翻下页(按最右边头)?
F2(使用期限设定)
出现如下对话框:
检查代码:
四位数字,常在变化;
启用密码:
系统被锁机后,重新开机的口令;
使用代码:
机床设置的机床密码
控制器高速高精
主菜单?
按F6(参数设定)?
翻下页(按最右边头)?
F4(高速高精参数设定)?
输入密码HSHP确定,出现如下对话框:
网络设定
主菜单?
按F6(参数设定)?
翻下页(按最右边头)?
F3(网络设定)出
现如下对话框:
(注):
上图为CNC出厂默认信息,根据电脑的设置而改变控制器的配置,以实现网络连接,这样更方便、简捷。
控制器名称:
不同控制器有不同的名称,且不可与网络上相连的其他电脑或控制器同名。
位址设定:
根据电脑上的IP地址而设定,若个人电脑上IP地址为:
192.168.0.10,则控制器中位址设定为:
192.168.0.15,前三位一样,最后一位不同且范围在1~254之间即可。
子网络掩码:
255.255.255.0(IP地址设为192.168.0._或者210.20.98._)
255.0.0.0(IP地址设为10._._._)
连线PC名称:
与控制器相连接的电脑名称.
连线目录名称:
此名称为与控制器相连接的电脑上创建的共享文件夹名称.注:
如果需要设置工作组则按PageDown(按键上的下一页)打开此画面(通常不需设置,因为工作组不一样也可网络连接):
工作组群:
这台控制器在网络中所要加入的工作组的名称,需依使用者所在控制器中的网络名称来决定,预设值为“SYNTEC”连线使用者:
此为连接电脑所要使用的名称,可使用电脑的名称
关闭DHCP:
控制器是否要激活DHCP功能,预设为1:
关闭
设定方式建议
(1)与PC一对一连接时,建议不修改使用默认值
(2)当有内部局域网络时,且网络内有使用DHCP服务器时可以设为0:
开
启,若无DHCP服务器而设为开启,有可能导致开不了机重设网络密码:
控制器开机时会依照联机使用者所设定的密码来登入控制器,在第一次设定时会用Enter键来表示不需要询问密码,若有设定密码则每次开机时都会停下等待密码输入,此时可将此字段设1,下次开机时会要求使用者重设密码
连线使用者:
此为电脑开机时所使用的用户名称。
连线密码:
此为电脑开机时所使用的用户开机密码。
网络线制作方法网络线通常分为直通线与对等线两种
直通线:
用来与集线器或者交换机连接,达到多台电脑的资源共享对等线:
单
独的电脑与控制器连接以实现网络连接
直通线两头的图示说明:
发送端接收端
橙綠藍棕橙綠藍棕橙藍綠棕橙藍綠棕白白白白白白白白
RJ45接頭RJ45接頭
UTPUTP
線線
对等线两头的图示说明:
发送端接收端
橙綠藍棕綠橙藍棕橙藍綠棕綠藍橙棕白白白白白白白白
RJ45接頭RJ45接頭
UTPUTP
線線
注:
1.请检查网络线两头的8根线颜色是否和接线图示完全相同,如果颜色不一致会造成网络无法连接。
2.请检查网络线水晶头的8个小铜片是否全部压到低部,如果压不到低部,会造成网络线无法导通。
3.请检查水晶头接的底端,看是否8根铜线都插在低端,如果参差不齐,有可能会引起网络线无法导通。
4.如果有网络测试仪直接检查网络线效果会更好。
网络布线
1(如果控制器与电脑相连是经过集线器或者交换机,那么网络线
则选用两根直通线,一根线是电脑与集线器或者交换机相连,
另外一根线是控制器中的主机板网卡与集线器或者交换机相连
接
2(如果控制器直接与电脑相连接,那么直接选用对等线相连接起
来就可以了。
注:
1.固定网络线时切记勿压,钉子勿直接穿入网络线,这样会使网络有可能开成短路。
2(网络线尽量离开一些干扰性比较大的地方
网络疑难问题解决方法
、开机过程中出现Error53:
Thecomputernamespecifiedinthe
networkpathcannotbelocated.
上述问题为CPU网卡的网络驱动程序无法找到网络上所要连接的电脑,排除方法如下:
(1).确认所要连接的电脑是否已经开机;
(2).如果已开机,检查所要共享的目录是否已共享出來,至于所要连接的电脑及目录名称,请检查控制器中网络设定中的连线PC名称、连线目录名称是否与电脑上相符或者C:
\NET\netusen:
\\young\public
“young”为所要连接的电脑名称“
“public”为电脑里所共享出来一个共享文件夹名称
(3)在PC电脑“开始”—>“运行”,输入,例:
“ping210.20.98.21”(210.20.98.21为控制器中的IP地址),如果出现下述对话框,说明控制器中的IP地址与电脑上的IP地址不在同一个网段,IP地址需要重新验证一下是否两个IP地址的最后一位不同,例:
电脑IP地址为:
210.20.98.15控制器IP地址为:
210.20.98.21。
(4)可以用(3)的方法,试验一下电脑的IP地址,如果也出现上述情况,说明电脑的网卡有问题,需更换网卡
(5)若出现下述对话框,说明控制器与网络连接正确,网络可以实现通讯;
如果上述对话框中“time<50ms,或者time<100ms”,请检查电脑中是否含有病毒,如果电脑中有病毒则会影响控制器中的文件导致中病毒。
(6)若使用ping可以找到控制器及计算机,但依然有Error53,请再检查一次PC的计算机名称设定与分享目录名称是否正确
2、开机过程中出现下述界面,且两个“Thecommandcompletedsuccessfully.”同时出现,说明网络实现网络通讯。
2.LANA0reportedError52:
Aduplicateworkgrouporcomputernameexistsonthenetwork
此问题为在此网络内有两台以上名字叫cnc的控制器,请检查;排除方法为
(1).进入控制器网络设定画面,将控制器名称改为SYNTEC1,SYNTEC2„等不同的名称
(2)按确定重新开机即可
3.Error5:
Accessisdenied
此问题一般发生在联机PC为2000或Xp时,控制器的使用者名称在登入PC时被拒绝,主要原因是联机用户被设定为”下次登入时需变更密码”,排除方法为
(1)修改CNC用户设定1.“开始”->“设置”->“控制面板”->“系统管理工具”->“计算机管理”->“本机使用者和群组”->“使用者”,找到Cnc使用者,按鼠标右键选择属性如下图
(2)勾选”使用者无法变更密码”及“密码永久有效”
二.注意事项及安全知识
1.工件分中,抄数不可输错数,认真检查.
2.不可碰坏对刀仪,工作台上工件不可超过工作台左边侧面,右边不
可撞到立柱,虎钳把手锁紧工件后应取下。
3.不可大力敲击工作台,主轴不可敲击或大力锁刀。
4.开机后必须先归原点,且先把三轴手动摇大慨到中间位置?
先归Z
轴原点后,再X,Y轴原点.
5.执行程序前先检查程式是否调错,刀是否对刀,是否装错刀,转速
是否高速。
6.手动铣工件转速至少10000以上,20000以下,具体转速视刀具直径
与材质而定;分中棒分中转速1100左右。
7.执行程式时,要有先用“手轮模拟”习惯,观察,待程式刀路正确
后取消手轮模拟执行.
8.经常清理机台杂物,铜屑,布碎等。
9.X.Y轴护罩经常加润滑油.
10.每次精刀最好较一下刀,以免刀摆过切,后在编程师傅处程式里补
正刀具。
11.装刀时,卡子必须随手离开,不可留在主轴插缝里,亦不可大力敲
击。
12.三轴不可经常超过硬体行程.
13.工具把手,虎钳把手等杂物不可放在防尘罩(附罩)上,以免Y轴正
向移动时撞坏前门钣金.
14.注意不可修改系统的公,英制单位,系统设定为公制.15.自动对刀时,注意光标闪烁的位置,不可改变自动刀长量测的参数.16.主轴装刀刀夹经常擦洗,以防杂物粘贴,影响装刀精度。
17.加工过程中必须关好三面门,防铁屑、铜屑飞出伤人。
18.自动对刀切勿开转主轴,未装刀不可自动对刀,防止撞坏对刀仪。
19.主轴冷却机经常性检查是否有足够的水或油冷却,否则,会烧坏主
轴.
20.执行程式加工前,务必进行碰撞检查,看是否撞对刀仪,码子,工件,
钣金等.
21..无论任何情况下都不可撞机.
 升级会员
升级会员 