SHT2工艺流程功能描述挤压机篇doc资料.docx
《SHT2工艺流程功能描述挤压机篇doc资料.docx》由会员分享,可在线阅读,更多相关《SHT2工艺流程功能描述挤压机篇doc资料.docx(14页珍藏版)》请在冰豆网上搜索。
SHT2工艺流程功能描述挤压机篇doc资料
SHT2Line二线切片控制系统
一.概述
二线切片系统是采用S7-300PLC进行逻辑功能控制,运动控制单元有:
M4系列变频器、G120变频器、RSA70直流驱动器、Simotion伺服控制器、艾默生M850伺服控制器、艾默生FM伺服控制器。
安全部分采用Pilz可编程控制器进行集中控制,达到3级安全回路标准。
其中Simotion伺服控制系统主要控制横刀、LTO、取板和推板。
主显示屏使用西门子的新一代精致屏,副显示屏仍使用现在的Proface2500的屏。
编程软件使用TIA(博途)V13和ScoutV4.4。
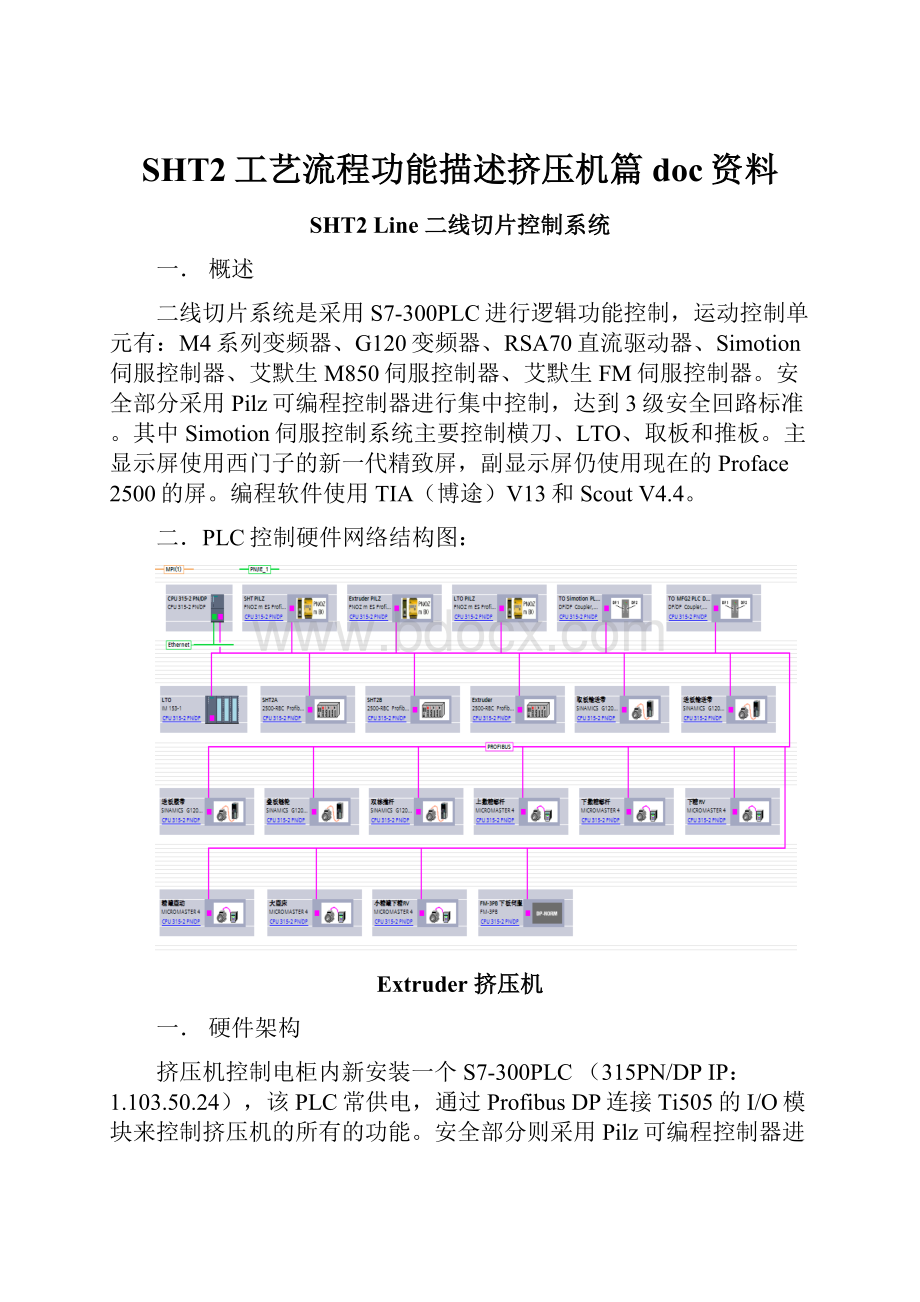
二.PLC控制硬件网络结构图:
Extruder挤压机
一.硬件架构
挤压机控制电柜内新安装一个S7-300PLC(315PN/DPIP:
1.103.50.24),该PLC常供电,通过ProfibusDP连接Ti505的I/O模块来控制挤压机的所有的功能。
安全部分则采用Pilz可编程控制器进行集中控制,达到3级安全回路标准。
该Pilz可编程可通过ProfibusDP同PLC进行通讯,在ProfaceHMI上将安全状态信息显示出来。
二.功能描述
1.安全部分
有关挤压机安全部分的开关有3个急停按钮、5个安全门开关、4个安全罩开关、3个关闭检测开关(大盖、料斗、挤压嘴)组成,所有安全状态在HMI上都有显示。
其中3个急停按钮、5个安全门开关、3个关闭检测开关中的任意一个动作,挤压机都会马上停止或不能运行,只有在这些开关闭合的状态下,按安全复位按钮,才能重新运转挤压机。
另外那4个安全罩开关是用来保证打开挤压机大盖,并装上了4个防护罩(接通这4个安全开关)才能点动挤压机时。
2.挤压机运行
2.1挤压机自动运行
当挤压机运转准备就绪后(挤压机的热水温度达到运行允许值、挤压机的大盖、料斗、挤压嘴都已关闭到位、挤压机的进料斗在位、挤压机的急停和安全门状态都OK并已安全复位、挤压机没有点动运行,挤压机停止按钮没按下),此时将挤压机的选择开关打到自动,挤压机会跟随切片的运行来运转,运转的速度是通过控制柜上的电位器来设定的。
切片停了,挤压机也会跟着停了下来。
如果切片正在运行,按挤压机的停止按钮也能将挤压机单独停了下来。
2.2挤压机手动运行
当挤压机运转准备就绪后(挤压机的热水温度达到运行允许值、挤压机的大盖、料斗、挤压嘴都已关闭到位、挤压机的进料斗在位、挤压机的急停和安全门状态都OK并已安全复位、挤压机没有点动运行,挤压机停止按钮没按下),此时将挤压机的选择开关打到手动模式,按下启动按钮,挤压机也能单独运行,运转的速度是通过控制柜上的电位器来设定的,按停止按钮可停下挤压机。
2.3挤压机点动运行
当挤压机的安全状态OK、热水温度达标、没有在自动运转、停止按钮没按下,挤压机大盖在关闭的状态下或者大盖已打开但4个安全防护罩已放到位,这时按点动按钮,挤压机会按照点动的速度运行。
2.4挤压机慢速运行
当挤压机停机超过50分钟后,挤压机的主速度控制电位器会切换的另外一个慢速控制的电位器,所以停机超过50分钟再开机时,挤压机会先慢速运行5分钟后,才切换到主速度控制电位器,可以快速运转了。
当然,如果有需要,也可以通过HMI来快速切换。
3.润滑油泵运行
润滑油泵的作用是给挤压机齿轮传动系统进行润滑的,防止齿轮干磨。
当挤压机的主电机运转时,润滑油泵就开始工作,通过挤压机后面的压力表可以看到油泵的工作压力。
4.液压泵运行
液压泵的作用是用来打开和关闭挤压机的大盖、料斗和挤压嘴的,当需要做这些工作时,液压泵需要先运转产生液压带动油缸动作。
液压泵运转的条件是:
在急停安全回路OK、挤压机的控制模式为手动、挤压机主电机没有在运转的情况下,打开和关闭挤压机的大盖、料斗和挤压嘴的任意一个电磁阀动作,液压泵就会跟着运转。
5.打开和关闭挤压机大盖
当挤压机要转箭清机时,需要打开挤压机的大盖,这时需要在HMI上激活大盖功能按钮,然后还需要急停回路OK、挤压机的离合脱开、挤压机的料斗和挤压嘴都已打开到位、挤压机的大盖还没打开到位的情况下,按打开按钮并保持,打开大盖的电磁阀工作,液压泵也跟着运转,大盖也就慢慢地打开了,当大盖开到位后,电磁阀和液压泵都会停了下来。
如果要关闭大盖,同样也需要在HMI上激活大盖功能按钮,然后还需要急停回路OK、挤压机的离合脱开、挤压机的料斗和挤压嘴都已打开到位、挤压机的大盖还没关到位的情况下,按关闭按钮并保持,关闭大盖的电磁阀工作,液压泵也跟着运转,大盖也就慢慢地关闭了,当大盖关到位后,电磁阀和液压泵还会延时2秒钟停止,保证大盖已完全关闭。
6.打开和关闭挤压机料斗
在HMI上激活料斗功能按钮,然后还需要急停回路OK、挤压机料斗未打开到位、挤压机大盖处于关闭状态下按打开按钮并保持,打开料斗的电磁阀会动作,液压泵运转,料斗就会慢慢往左边上翻,一直翻到位,到位检测电眼检测到后,才会断开电磁阀和液压泵。
如果要关闭料斗,也是需要在HMI上激活料斗功能按钮,然后还需要急停回路OK、挤压机料斗未关到位、挤压机大盖处于关闭状态下按关闭按钮并保持,关闭料斗的电磁阀会动作,液压泵运转,料斗就会慢慢往右边下翻,一直翻到位,到位检测电眼检测到后,再延时2秒断开电磁阀和液压泵,保证料斗完全关闭。
7.打开和关闭挤压机出料嘴
在HMI上激活挤压嘴功能按钮,然后还需要急停回路OK、挤压嘴未打开到位、挤压机大盖处于关闭状态下按打开按钮并保持,打开挤压嘴的电磁阀会动作,液压泵运转,挤压嘴就会慢慢往左边上翻,一直翻到位,到位检测电眼检测到后,才会断开电磁阀和液压泵。
如果要关闭挤压嘴,也是需要在HMI上激活挤压嘴功能按钮,然后还需要急停回路OK、挤压嘴未关到位、挤压机大盖处于关闭状态下按关闭按钮并保持,关闭挤压嘴的电磁阀会动作,液压泵运转,挤压嘴就会慢慢往右边下翻,一直翻到位,到位检测电眼检测到后,再延时2秒断开电磁阀和液压泵,保证挤压嘴完全关闭。
8.挤压机进料斗料位检测
挤压机进料斗料位检测采用IFM的激光测距检测电眼,将数字信号转成4-20mA模拟量信号给PLC,PLC再将这模拟量信号转成数字信号来反映这进料槽的料位状况。
料槽料位状态分4种状态:
高位、高高位、低位、低低位。
正常运行中,挤压机的料槽连续2秒在低位的状态下向Mixer发出过胶请求,直到连续2秒检测到高位才停止请求。
如果挤压机正常自动运行中,连续2秒处于低低位,则声光报警。
如果是连续3秒处于高高位时,发出声光报警,同时停止挤压机进料皮带运行。
9.挤压机进料皮带
挤压机的进料皮带有自动和手动2种模式选择(在挤压机电柜上有选择开关选择),当选择手动模式时,在挤压机急停回路OK并且料槽料位检测没有高高位报警的情况下,进料皮带会运转。
当选择自动模式时,挤压机急停回路OK、料斗在位并且料槽料位检测没有高高位报警、挤压机运行模式为自动的情况下,进料皮带会跟随挤压机的运转而运转,挤压机停后,进料皮带也会延时3分钟停止。
10.挤压机加热系统
挤压机加热系统还是使用原系统,在HMI显示屏上将原来显示的华氏度改为摄氏度,另增加允许开机的温度设定,温度异常报警等功能。
SHEETING切片机
一.硬件架构
二.功能描述
1.安全部分
1.1IOlist
1.2功能描述
切片的安全部分分为2大块,急停和安全门。
急停为最紧急、等级最高的安全保护,它包括3个切片的急停按钮、3个LTO的急停按钮、2个拉绳开关。
当急停触发时会立即切断PLC的输出回路,让所有设备立即停止,2秒钟后再切断伺服控制器的电源。
而安全门的保护只针对于滚筒,当安全门打开,所有滚筒立即停了下来,切断使能控制。
2.滚筒运行控制
2.1点动运行
2.2自动运行
2.3运行速度控制
3.表面粉(糖粉)系统
3.1表面粉(糖粉)补充
Xycom糖系统按钮ON,糖罐补充请求按钮ON,电柜面板旋钮开关选择至“有糖”,糖罐低位无料60S,开始Refillenable;过糖时间超过2min,补充阀门报警都会立即取消过糖。
3.2糖罐下糖RV及震动器控制
Xycom糖系统按钮ON,筛网电机运行(无报警),糖罐补充阀门关闭,任何一个糖箱低位持续20S,开启下糖RV,直到低位有料持续10S后停止下糖RV;下糖RV运行proface设定时间多少秒后糖罐下糖震动开启。
3.3糖粉旋转筛控制
Xycom糖系统按钮ON或sht运行时自动跟随启动;旋转筛两个安全盖均未打开,旋转筛即可运转。
3.4上下糖盒分糖阀控制
Xycom糖系统按钮ON。
两个糖箱都低位无料或低位有料但都高位无料,分糖阀按proface界面设定分糖时间间隔打糖;一边低位无料,一边低位有料,哪边无料一直往哪边打糖;两边低位都有料,一边高位有料,一边高位无料,往高位无料方向打糖,直到出现两边高位均有料,再按proface上设定时间间隔分糖。
3.5撒糖螺杆控制
Xycom糖系统按钮ON或sht运行时自动跟随启动;
3.6上下震盘控制
自动随撒糖螺杆运行6S后启动
3.7大震床控制
Xycom糖系统按钮ON或sht运行时自动跟随启动;sht停止后延迟10min停止运行。
3.8小震盘控制
跟随大震床运行。
3.9小回收罐真空吸粉器控制
Xycom糖系统按钮ON,跟随震床运行条件一同运行。
3.10小回收罐下糖RV控制
Xycom糖系统按钮ON,跟随
3.11大回收罐下糖RV控制
真空吸粉泵启动,回收RV按proface上设定的集尘RV运行时间,同DCRV时间互补。
3.12旋风分离器下糖RV控制
真空吸粉泵启动,回收RV按proface上设定的DCRV运行时间,同集尘RV时间互补。
3.13集尘风机控制
同震床运行条件相同。
4.边料回收系统
4.1横刀下小边料回收皮带控制
4.2长斜坡边料皮带控制
LTO
一.硬件架构
二.I/OList
三.功能描述
1.安全部分
2.开关及传感器功能介绍
2.1LTO叠胶位置调整
LTO前控制盒有1个旋钮可以在开机的过程中调整胶叠在木板中的前后位置。
2.2LTO手动运行
LTO前控制盒有1个旋钮可以手动运转LTO前进或后退。
2.3取板皮带模式选择开关
在放板处的电箱上有一个取板皮带模式选择开关,可以选择自动和手动模式,自动时,取板皮带会根据LTO的速度自动运转取板皮带,速度与LTO的速度同步。
打到手动时,取板皮带会按照设定速度一直运转。
2.4送板皮带模式选择开关和送板皮带手动运行选择开关
在放板处的电箱上有一个送板皮带模式选择开关,可以选择自动和手动模式,自动时,送板皮带会根据LTO内木板状况自动运转送板皮带,将木板送入LTO内,然后反转一下让后面的板与前一块板分开一段距离。
打到手动时,通过正转和反转的选择开关控制送板皮带的正转和反转
2.5送板到位检测电眼
送板到位检测电眼选用基恩士的光电眼,能够设定检测距离。
程序中对此电眼进行了延时输出设定,当电眼检测到有板时,延时50ms输出,检测到无板时,延时100ms输出。
2.6LTO离合过载检测电眼
LTO离合器处安装了一个接近开关,检测离合有没有跳开,正常时,接近开关检测到离合有输出,如100ms时间内都没输出,则认为离合跳开,报警停机。
2.7LTO单脉冲检测电眼
LTO单脉冲检测电眼安装在LTO离合附近一个小齿轮的轴上,这个小齿轮旋转一圈即360度,表示LTO大链条走了一个铝托盘的距离,LTO单脉冲检测电眼会在其中的180度有输出,180度无输出。
这个单脉冲检测电眼有2大作用:
1是同步检测,通过与装在横刀轴上的单脉冲检测电眼的信号对比,自动调整LTO与横刀的同步相位角。
2是计算铝托盘的数量,控制取板和送板。
2.8LTO链条键脱出检测电眼
在LTO2条大链条的2边各安装了1个接近开关,检测链条的状况,当接近开关有输出时,表示链条有键脱出,立即报警停机。
2.9挂板检测电眼
挂板检测电眼选用IFM的激光对射电眼,安装在LTO下方,高于铝托盘内木板上方10mm处。
当铝托盘上的木板没有完全到位或者有2块木板时,经过电眼时都会被检测到,马上报警停机。
2.10下板看板电眼
下板看板电眼也是选用IFM的激光对射电眼,安装在送板皮带上,用来检测放板处的皮带上有没有板,当看到有板时,无输出,无板时,有输出。
作用是用来控制下板伺服动作。
2.11放板位检测电眼
在放板处有2个光电眼,用来检测板的位置的,一个安装在高一点的地方,当这个电眼检测不到木板时,会发出声光报警,提醒操作工赶紧放板。
还有一个安装在较低位,当这个电眼看不到木板,就会报警停机。
2.12推杆原点检测电眼
该电眼为接近开关,有2个作用:
1是确定推杆零点位置,驱动器重启、急停复位,推杆会自动回零。
2是接近开关检测到推杆在原点后,才允许送板过来。
2.13取板原点检测电眼
该电眼为接近开关,确定取板臂原点位置,驱动器重启、急停复位,推杆会自动回零。
2.14下板星轮检测电眼
该电眼为接近开关,检测及控制下板星轮的旋转角度,当下板信号触发时,下板星轮开始旋转,该接近开关的信号由1—0—1后,星轮停止转动。
2.15叠板机入口送板到位检测电眼
该电眼为接近开关,当送板履带将板送入叠板机撞开一个行程杆,这个接近开关就是检测这个行程杆是否撞到位,如果到位后,接近开关有输出,叠板机链轮开始旋转带动抓爪将木板抓住往上走。
2.16叠板机抓爪启停位检测电眼
该电眼为接近开关,安装在叠板机内的一个轴上,这个轴旋转一圈,叠板机的链轮就旋转一个抓爪位。
当叠板机的抓爪抓住一块木板往上走了一个抓爪位时,这个接近开关有输出,链轮停止运行,下一个抓爪停在叠板机入口的木板位下方,等待下一块木板的到来。
2.17叠板高度检测电眼
叠板机有2个单栋高位检测电眼,都是光电眼。
用来检查确认叠板机叠板的高度(30块木板)。
单栋推杆原点检测电眼
2.18双栋推杆原点及顶点检测电眼
该电眼为接近开关,是超强检测距离型。
用来控制双动推杆的原点和推过去的顶点。
2.19双栋板检测电眼
该电眼为基恩士的光电眼,带反光镜的。
作用是用来检查单栋推杆是否已经将2栋板推过来,如果是,则这个光电眼有信号输出,控制双栋推杆动作。
2.20铁托盘在位检测电眼
该电眼是接近开关,检查活动铁卡板是否放到位,如果放到位后,该接近开关有输出,允许双栋推杆动作,将双栋板推到铁卡板上。
2.21铁托盘上木盘已满检测电眼
该电眼为基恩士的光电眼,可以设定检测距离,用来检测铁卡板上是否有4栋板,如果有,该光电眼有输出,禁止双栋推杆动作。
3.功能控制流程
3.1下板伺服控制
3.1.1下板伺服自动运行
自动运行需要以下条件:
1.安全系统OK,2.送板皮带正在正转运行,3.下板看板电眼没有看到有板,4.下板伺服没有运行延时2.5秒,5.下板伺服无故障报警,6.下板伺服选择开关处于自动模式。
3.1.2下板伺服手动反转运行
如果下了双板,板被星轮卡住了,我们可以手动慢慢反转星轮,使板不被压紧,
手动反转运行需要以下条件:
1.安全系统OK,2.下板伺服选择开关处于手动反转模式3.下板伺服无故障报警。
3.1.3下板伺服自动运行角度
下板星轮检测电眼被定义为下板伺服电机的零点以及下板伺服的触发回零信号。
也就是说下板伺服每次运行都是一个回零过程,即伺服电机运转时带动星轮旋转,当星轮检测电眼信号由1—0—1时,伺服驱动器认为回到零点,停止运转。
在驱动器里还设置了一个最大运行角度52度,也就是说星轮在运转时找不到零点情况下,最多也就只能旋转52度。
3.2送板皮带电机控制
3.2.1送板皮带自动控制
3.2.2送板皮带手动控制
3.3取板皮带电机控制
在安全系统OK、电机变频器在线工作的情况下,切片自动运行及LTO手动前进时运转取板皮带电机。
运转的速度与LTO速度同步,在HMI上可以设定同步比例。
当切片停止及LTO没有手动前进时,延时5秒停止运转。
3.4取板伺服控制
3.4.1取板动作工艺流程
1.安装在LTO传动链轮处的单脉冲电眼用于铝托盘计数,每过1块铝托盘,该电眼触发一次,ON/OFF各占一半,该信号用于取板和推板计数
2.取板循环计数器计数从100开始,每次取完板后都会将循环计数器再次设定在100,这样可以为下一个托盘再次开始计数。
正向运行时加计数,反向运行时减计数。
使用100作为计数器的开始值可以使得LTO反向慢行时不混乱计数。
如果反向慢行很长,计数器的值可能低于100.
3.正向计数信号是LTO正向运转时,其单脉冲电眼为1的上升沿信号,反向计数信号是LTO反向运转时,其单脉冲电眼为0的上升沿信号。
4.如果设定是每板叠12片,那么就是计数到112的时候,发出取板信号,取板伺服电机与LTO伺服电机同步等待1个设定值后,取板伺服电机动作。
5.如果运行中关闭了取板选择开关,那么取板计数(简称A计数通道)计到111的时候就会停止计数,同时开启另一个计数通道(简称B计数通道),B计数通道循环计数值为13。
当再次开启取板选择开关时,要等B计数通道计完13后才恢复A计数通道计数。
6.如果在取板时出线意外停机时,在自动运行前必须手动运转LTO8个铝托盘的位置才能自动运行,期间操作工可能需要拿走一块没取到的板。
7.叠胶片数设定值不能设为13。
3.4.2取板伺服回零操作
当紧急停止或断电后复位,取板伺服需要进行自动回零动作。
3.5推板伺服控制
3.5.1推板动作工艺流程
1.安装在LTO传动链轮处的单脉冲电眼用于铝托盘计数,每过1块铝托盘,该电眼触发一次,ON/OFF各占一半,该信号用于取板和送板计数
2.推板循环计数器计数从100开始,每次推完板后都会将循环计数器再次设定在100,正向运行时加计数,反向运行时减计数。
3.正向计数信号是LTO正向运转时,其单脉冲电眼为1的上升沿信号,反向计数信号是LTO反向运转时,其单脉冲电眼为0的上升沿信号。
4.当取板动作后开始推板计数,计数计到105,同时木板在位就会发出推板信号。
推板伺服电机与LTO伺服电机同步等待1个设定值后,推板伺服电机动作。
5.如果运行中关闭了取板选择开关,对推板没有影响,因为推板是跟随取板走的。
6.如果在推板时出线意外停机时,在自动运行前必须手动运转LTO8个铝托盘的位置才能自动运行,期间操作工可能需要放一块板到空的铝托盘上或者将没有送到位的板放好。
7.叠胶片数设定值不能少于4片
1.4.2推板伺服回零操作
当紧急停止或断电后复位,推板伺服需要进行自动回零动作。
3.6LTO伺服与横刀伺服同步控制
3.7叠胶位置调整控制
3.8送板履带电机控制
在安全系统OK、电机变频器在线工作的情况下,取板皮带运转,送板履带跟着运转,运转的速度分为2档,做珠的速度和做片的速度,速度设定值在HMI上可以设定。
当取板皮带停止运转时,延时10秒停止运转。
3.9叠板链轮伺服控制
3.10单栋推杆电机控制
在安全系统OK时,当叠板机叠板到一定高度时,先触发第一个安装在低一点位置的电眼,该电眼确认3秒后等待着安装高一点位置的第二个电眼触发,当第二个电眼触发确认0.7秒后发出单栋推杆动作请求,在单栋及双栋推杆在原点位置情况下,单栋推杆电机接触器吸合,电机松开刹车,开始运转带动单栋推杆将单栋板推出。
单栋推杆走一个来回后,单栋推杆的原点检测电眼检测到单栋推杆回到位后,接触器断开,刹车回位,抱住电机停了下来。
3.11双栋推杆电机控制
在安全系统OK及双栋推杆变频器在线工作情况下,双栋检测电眼检测到了有双栋板后,延时秒输出,发出双栋推杆动作请求,在单栋及双栋推杆在原点位置情况下,以及铁卡板在位并且上面木盘没有堆满、两边的安全门都关好的情况下,启动双栋推杆变频器正转控制,双栋推杆推出,直到顶点电眼检测到位后,停止正转,接通反转控制,将推杆退回到原点后,停止变频器运行。
变频器的正转和反转的速度控制在HMI上都可以设定。
双栋推杆推出的期间,会暂时屏蔽安全光栅的检测。
 升级会员
升级会员 