机械制造工艺规程.docx
《机械制造工艺规程.docx》由会员分享,可在线阅读,更多相关《机械制造工艺规程.docx(13页珍藏版)》请在冰豆网上搜索。
机械制造工艺规程
(子情境1-3部分)思考与作业
3-1常用的孔加工刀具有哪些?
各适用于哪些场合?
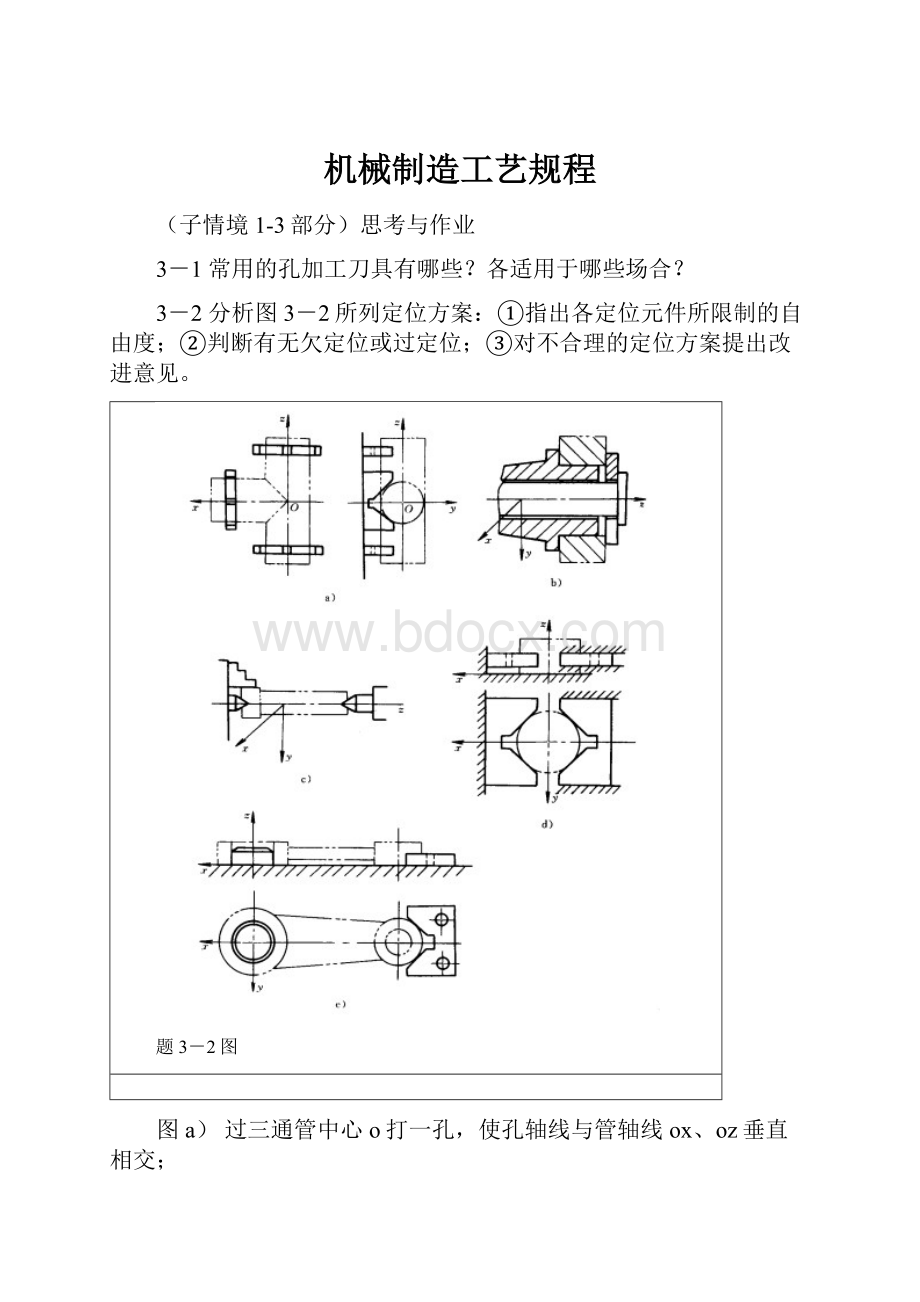
3-2分析图3-2所列定位方案:
①指出各定位元件所限制的自由度;②判断有无欠定位或过定位;③对不合理的定位方案提出改进意见。
题3-2图
图a)过三通管中心o打一孔,使孔轴线与管轴线ox、oz垂直相交;
图b)车外圆,保证外圆与内孔同轴;
图c)车阶梯轴外圆;
图d)在圆盘零件上钻孔,保证孔与外圆同轴;
图e)钻铰连杆零件小头孔,保证小头孔与大头孔之间的距离及两孔的平行度。
3-3分析图3-3所列加工中零件必须限制的自由度,选择定位基准和定位元件,并在图中示意画出;确定夹紧力作用点的位置和作用方向,并用规定的符号在图中标出。
题3-3图
图a)过球心钻一孔;
图b)加工齿轮坯两端面,要求保证尺寸A及两端面与内孔的垂直度;
图c)在小轴上铣槽,保证尺寸H和L;
图d)过轴心钻通孔,保证尺寸L;
图e)在支座零件上加工两通孔,保证尺寸A和H。
3-4在图3-4a所示套筒零件上铣键槽,要求保证尺寸
mm及对称度。
现有三种定位方案,分别如图b、c、d所示。
试计算三种不同定位方案的定位误差,并从中选择最优方案(已知内孔与外圆的同轴度误差不大于0.02mm)。
题3-4图
3-5图3-5所示齿轮坯,内孔和外圆已加工合格(
mm,
mm),现在插床上用调整法加工内键槽,要求保证尺寸
mm。
试分析采用图示定位方法能否满足加工要求(要求定位误差不大于工件尺寸公差的1/3)?
若不能满足,应如何改进?
(忽略外圆与内孔的同轴度误差)
题3-5图
3-6图3-6所示工件,用一面两孔定位加工A面,要求保证尺寸
mm。
若两销直径为
mm,两销中心距为
mm。
试分析该设计能否满足要求(要求工件安装无干涉现象,且定位误差不大于工件加工尺寸公差的二分之一)?
若满足不了,提出改进办法。
题3-6图
3-7指出图3-7所示各定位、夹紧方案及结构设计中不正确的地方,并提出改进意见。
题3-7图
3-8试对图3-8所示回转式钻模标注尺寸和技术要求(标出应标的尺寸,给出相应的公差和有关的技术要求,不必给具体数值)。
题3-8图
3-9图3-9所示钻模用于加工图a所示的两
㎜孔,试指出该钻模设计不当之处。
题3-9图
3-10图3-10所示拨叉零件,材料为QT40-17,毛坯为精铸件,生产批量为2000件,试设计铣削叉口两侧面的铣床夹具和钻M8-6H螺纹底孔的钻床夹具(工件上
24H7孔及其两端面已加工好)。
题3-10图
(子情境1-4部分)思考与作业
4-1工艺尺寸链有什么用处?
工艺尺寸链中的增环、减环如何确定?
4-2图4-2所示套筒零件,除缺口B外,其余表面均已加工。
试分析加工缺口B保证尺寸
mm时,有几种定位方案?
计算出各种定位方案的工序尺寸及其偏差并说明哪个方案最好,哪个方案最差,说明理由。
题4-2图
4-3图4-3所示底座零件的M、N面及
25H8孔均已加工,试求加工K面时,便于测量的测量尺寸,求出的数值标注在工序草图上,并分析这种标注对零件的工艺过程有何影响。
题4-3图
4-4图4-6所示环套零件除
25H7孔外,其它各表面均已加工,试求:
当以A面定位加工
25H7孔的工序尺寸。
题4-4图
4-5图4-5为某零件的一个视图,图中槽深为
mm,该尺寸不便直接测量,为检验槽深是否合格,可直接测量哪些尺寸?
试标出它们的尺寸及公差。
题4-5图
4-7加工精度、加工误差、公差的概念是什么?
它们之间有何区别?
零件的加工精度包括哪三个方面?
它们之间的联系和区别是什么?
4-8为什么对卧式车床床身导轨在水平面内的直线度要求高于在垂直面内的直线度要求?
而对平面磨床的床身导轨的要求却相反?
4-9试说明磨削外圆时,使用死顶尖的目的是什么?
哪些因素会引起外圆的圆度和锥度误差?
4-10在车床上车削工件端面时,出现加工后端面内凹或外凸的形状误差,试从机床几何误差的影响分析造成端面几何形状误差的原因?
4-11什么叫误差复映?
设已知一工艺系统的误差复映系数为0.25,工件在本工序前有椭圆度误差0.45mm,若本工序形状精度规定允差为0.0lmm,至少应走刀几次方能使形状精度合格?
4-12在车床两顶尖间加工轴的外圆,用调整法进行车削时:
1)由于测量误差和调整误差将使工件产生什么误差?
2)若车床主轴回转轴线每转产生两次径向跳动,则工件将呈什么形状?
3)当机床导轨与主轴回转轴线在水平面内不平行时,车出的工件是什么形状?
4)导轨在水平面内的直线度误差将使工件产生什么样的形状误差?
5)导轨在垂直面内的直线度误差将使工件产生什么样的形状误差?
6)在背向切削力作用下,当只考虑机床刚度的影响时,若机床头部刚度大于尾部刚度,工件将呈现什么样的形状?
如只考虑工件刚度的影响,工件将呈现什么样的形状?
7)由于刀具磨损将使工件呈现什么样的形状?
8)由于刀具热伸长将使工件呈现什么样的形状?
4-13在磨削锥孔时,用检验锥度的塞规着色检验,发现只在塞规中部接触或在塞规的两端接触(图4-13所示)。
试分析造成误差的各种因素。
题4-13图
4-14什么是机械加工的工艺稳定性?
如何验证工艺稳定性?
4-15何谓接触刚度?
试分析影响连接表面接触刚度的主要因素有哪些?
为减少接触变形通常应采取哪些措施?
4-16如图4-16a所示的套,磨后的外圆表面存在残余拉应力。
试问将它切成两个半环后(图4-16b),半环将如何变形?
题4-16图
4-17如图4-17所示,在车床上用三爪自定心卡盘装夹,精车薄壁套的内孔。
试分析加工后产生的孔径和孔形误差,以及影响孔与外圆同轴度误差的主要原始误差项目有哪些?
题4-17图
4-18镗孔公差为0.lmm,该工序精度的标准差
=0.025mm,已知不能修复的废品率为0.5%,试求产品的合格率为多少?
4-19在自动车床上加工一批小轴,从中抽检200件,若以0.0lmm为组距将该批工件按尺寸大小分组,所测得数据如下表所示。
若图样的加工要求为
mm,试求:
1)绘制整批工件实际尺寸的分布曲线;
2)计算合格品率及废品率;
3)计算工艺能力系数;
4)分析出现废品的原因,并提出改进办法。
4-20加工一批零件,其外径尺寸
mm。
已知从前在相同工艺条件下加工同类零件的标准差为0.14mm,试画出加工该批零件的
图。
如该批零件尺寸如下表所示,试分析该工序的工艺稳定性。
4-21表面质量的主要内容包括哪几项指标?
为什么机械零件的表面质量与加工精度具有同等重要的意义?
4-22切削加工后的表面粗糙度由哪些因素造成?
要使粗糙度变小,对各种因素应如何加以控制?
4-23采用粒度为36号的砂轮磨削钢件外圆,其表面粗糙度要求为Ra0.16
m;在相同的磨削用量下,采用粒度为60号的砂轮可使Ra降低0.2
m,这是为为什么?
4-24为什么切削速度增大,硬化现象减小?
而进给量增大,硬化现象却增大?
4-25为什么磨削合金钢比普通碳钢容易产生烧伤现象?
4-26机械加工中,为什么工件表面层金属会产生残余应力?
磨削加工工件表面层产生残余应力的原因与切削加工产生残余应力的原因是否相同?
为什么?
4-27一长方形薄板钢件(假设加工前工件的上、下面是平直的),当磨削平面A后,工件产生弯曲变形(4-27图),试分析工件产生中凹变形的原因?
题4-27图
 升级会员
升级会员 