锅检所用工艺卡.docx
《锅检所用工艺卡.docx》由会员分享,可在线阅读,更多相关《锅检所用工艺卡.docx(25页珍藏版)》请在冰豆网上搜索。
锅检所用工艺卡
工艺卡片
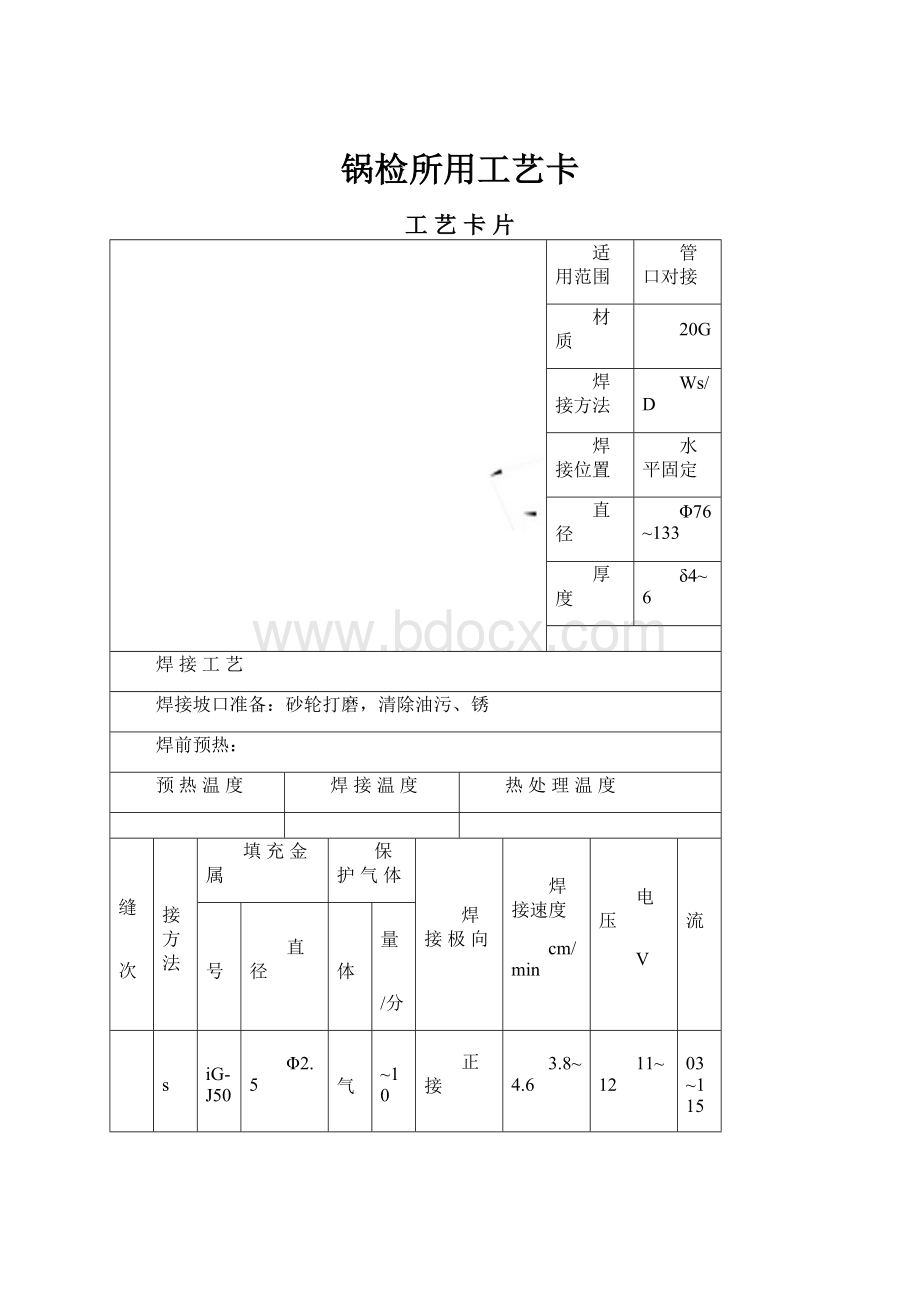
适用范围
管口对接
材质
20G
焊接方法
Ws/D
焊接位置
水平固定
直径
Φ76~133
厚度
δ4~6
焊接工艺
焊接坡口准备:
砂轮打磨,清除油污、锈
焊前预热:
预热温度
焊接温度
热处理温度
焊缝
层次
焊接方法
填充金属
保护气体
焊接极向
焊接速度
cm/min
电压
V
电流
A
型号
直径
气体
流量
升/分
1
Ws
TiG-J50
Φ2.5
氩气
6~10
正接
3.8~4.6
11~12
103~115
2
D
E5015
Φ2.5
反接
6.5~8.9
24~26
86~88
焊口整理:
焊后清理熔渣、飞溅,打钢印
工艺卡片
适用范围
管口对接
材质
20G
焊接方法
Ws
焊接位置
水平固定
直径
Φ76~133
厚度
δ4~6
焊接工艺
焊接坡口准备:
砂轮打磨,清除油污、锈
焊前预热:
预热温度
焊接温度
热处理温度
焊缝
层次
焊接方法
填充金属
保护气体
焊接极向
焊接速度
cm/min
电压
V
电流
A
型号
直径
气体
流量
升/分
1
Ws
TiG-J50
Φ2.5
氩气
9
正接
3.8~4.6
11~12
103~115
2
Ws
TiG-J50
Φ2.5
氩气
9
反接
4.2~4.6
12
103~117
焊口整理:
焊后清理熔渣、飞溅,打钢印
工艺卡片
适用范围
管口对接
材质
20G
焊接方法
Ws/D
焊接位置
垂直固定
直径
Φ76~133
厚度
δ4~6
焊接工艺
焊接坡口准备:
砂轮打磨,清除油污、锈
焊前预热:
预热温度
焊接温度
热处理温度
焊缝
层次
焊接方法
填充金属
保护气体
焊接极向
焊接速度
cm/min
电压
V
电流
A
型号
直径
气体
流量
升/分
1
Ws
TiG-J50
Φ2.5
氩气
6~10
正接
6.6~7.0
24~27
82~86
2~4
D
E5015
Φ2.5
反接
6.5~8.9
24~26
86~88
焊口整理:
焊后清理熔渣、飞溅,打钢印
工艺卡片
适用范围
管口对接
材质
20G
焊接方法
Ws
焊接位置
垂直固定
直径
Φ76~133
厚度
δ4~6
焊接工艺
焊接坡口准备:
砂轮打磨,清除油污、锈
焊前预热:
预热温度
焊接温度
热处理温度
焊缝
层次
焊接方法
填充金属
保护气体
焊接极向
焊接速度
cm/min
电压
V
电流
A
型号
直径
气体
流量
升/分
1
Ws
TiG-J50
Φ2.5
氩气
9
正接
3.8~4.6
11~12
103~115
2
Ws
TiG-J50
Φ2.5
氩气
9
反接
4.2~4.6
12
103~117
焊口整理:
焊后清理熔渣、飞溅,打钢印
工艺卡片
适用范围
管口对接
材质
12Cr1MoV
焊接方法
Ws
焊接位置
水平固定
直径
Φ42
厚度
δ5
焊接工艺
焊接坡口准备:
砂轮打磨,清除油污、锈
焊前预热:
预热温度
层间温度
热处理温度
150
150~300
焊缝
层次
焊接方法
填充金属
保护气体
焊接极向
焊接速度
cm/min
电压
V
电流
A
型号
直径
气体
流量
升/分
1
Ws
TiG-R31
Φ2.5
氩气
9~10
正接
3.9~5.2
12~15
98~116
2
Ws
TiG-R31
Φ2.5
氩气
9~10
正接
4.8
14
97
焊口整理:
焊后清理熔渣、飞溅,打钢印
工艺卡片
适用范围
管口对接
材质
15CrMo
焊接方法
Ws
焊接位置
垂直固定
直径
Φ42
厚度
δ5
焊接工艺
焊接坡口准备:
砂轮打磨,清除油污、锈
焊前预热:
预热温度
层间温度
热处理温度
150
150~300
焊缝
层次
焊接方法
填充金属
保护气体
焊接极向
焊接速度
cm/min
电压
V
电流
A
型号
直径
气体
流量
升/分
1
Ws
TiG-R30
Φ2.5
氩气
9~10
正接
3.9~5.2
12~15
98~116
2
Ws
TiG-R30
Φ2.5
氩气
9~10
正接
4.8
14
97
焊口整理:
焊后清理熔渣、飞溅,打钢印
工艺卡片
适用范围
管口对接
材质
20G/15CrMo
焊接方法
Ws
焊接位置
垂直固定
直径
Φ42
厚度
δ5
焊接工艺
焊接坡口准备:
砂轮打磨,清除油污、锈
焊前预热:
预热温度
层间温度
热处理温度
150
100~250
焊缝
层次
焊接方法
填充金属
保护气体
焊接极向
焊接速度
cm/min
电压
V
电流
A
型号
直径
气体
流量
升/分
1
Ws
TiG-J50
Φ2.5
氩气
9
正接
4.8~4.9
11~12
102~123
2
Ws
TiG-J50
Φ2.5
氩气
9
正接
4.8~5.3
11~13
103~122
焊口整理:
焊后清理熔渣、飞溅,打钢印
工艺卡片
适用范围
管口对接
材质
20G
焊接方法
Ws/D
焊接位置
水平固定
直径
Φ51~60
厚度
δ4~6.5
焊接工艺
焊接坡口准备:
砂轮打磨,清除油污、锈
焊前预热:
预热温度
焊接温度
热处理温度
焊缝
层次
焊接方法
填充金属
保护气体
焊接极向
焊接速度
cm/min
电压
V
电流
A
型号
直径
气体
流量
升/分
1
Ws
TiG-J50
Φ2.5
氩气
6~10
正接
3.8~4.6
11~12
103~115
2
D
E5015
Φ2.5
反接
6.5~8.9
24~26
86~88
2
D
E5015
Φ2.5
反接
6.5~8.9
24~26
86~88
焊口整理:
焊后清理熔渣、飞溅,打钢印
工艺卡片
适用范围
管口对接
材质
20G
焊接方法
Ws
焊接位置
水平固定
直径
Φ51~60
厚度
δ4~6
焊接工艺
焊接坡口准备:
砂轮打磨,清除油污、锈
焊前预热:
预热温度
焊接温度
热处理温度
焊缝
层次
焊接方法
填充金属
保护气体
焊接极向
焊接速度
cm/min
电压
V
电流
A
型号
直径
气体
流量
升/分
1
Ws
TiG-J50
Φ2.5
氩气
9
正接
3.8~4.6
11~12
103~115
2
Ws
TiG-J50
Φ2.5
氩气
9
反接
4.2~4.6
12
103~117
焊口整理:
焊后清理熔渣、飞溅,打钢印
工艺卡片
适用范围
管口对接
材质
20G
焊接方法
Ws/D
焊接位置
垂直固定
直径
Φ51~60
厚度
δ4~6
焊接工艺
焊接坡口准备:
砂轮打磨,清除油污、锈
焊前预热:
预热温度
焊接温度
热处理温度
焊缝
层次
焊接方法
填充金属
保护气体
焊接极向
焊接速度
cm/min
电压
V
电流
A
型号
直径
气体
流量
升/分
1
Ws
TiG-J50
Φ2.5
氩气
6~10
正接
6.6~7.0
24~27
82~86
2~3
D
E5015
Φ2.5
反接
6.5~8.9
24~26
86~88
焊口整理:
焊后清理熔渣、飞溅,打钢印
工艺卡片
适用范围
管口对接
材质
20G
焊接方法
Ws
焊接位置
垂直固定
直径
Φ51~60
厚度
δ4~6
焊接工艺
焊接坡口准备:
砂轮打磨,清除油污、锈
焊前预热:
预热温度
焊接温度
热处理温度
焊缝
层次
焊接方法
填充金属
保护气体
焊接极向
焊接速度
cm/min
电压
V
电流
A
型号
直径
气体
流量
升/分
1
Ws
TiG-J50
Φ2.5
氩气
9
正接
3.8~4.6
11~12
103~115
2
Ws
TiG-J50
Φ2.5
氩气
9
反接
4.2~4.6
12
103~117
焊口整理:
焊后清理熔渣、飞溅,打钢印
工艺卡片
适用范围
管口对接
材质
20G
焊接方法
Ws/D
焊接位置
水平固定
直径
Φ219~273
厚度
δ16~24
焊接工艺
焊接坡口准备:
砂轮打磨,清除油污、锈
焊前预热:
预热温度
焊接温度
热处理温度
焊缝
层次
焊接方法
填充金属
保护气体
焊接极向
焊接速度
cm/min
电压
V
电流
A
型号
直径
气体
流量
升/分
1
Ws
TiG-J50
Φ2.5
氩气
9升/分
正接
2.6~3.2
12
123
2
D
E5015
Φ2.5
反接
4~4.6
25~26
86
3、4
D
E5015
Φ3.2
反接
5.6~6.2
25~27
114~117
焊口整理:
焊后清理熔渣、飞溅,打钢印
工艺卡片
适用范围
管口对接
材质
20G
焊接方法
Ws/D
焊接位置
垂直固定
直径
Φ219~273
厚度
δ16~24
焊接工艺
焊接坡口准备:
砂轮打磨,清除油污、锈
焊前预热:
预热温度
焊接温度
热处理温度
焊缝
层次
焊接方法
填充金属
保护气体
焊接极向
焊接速度
cm/min
电压
V
电流
A
型号
直径
气体
流量
升/分
1
Ws
TiG-J50
Φ2.5
氩气
9
正接
4.1~5.1
11~12
124
2
D
E5015
Φ2.5
反接
7.6~9.3
26~28
86~88
3、4
D
E5015
Φ3.2
反接
8.9~12
26
124~125
 升级会员
升级会员 