认识鞋面加工组合流程图.docx
《认识鞋面加工组合流程图.docx》由会员分享,可在线阅读,更多相关《认识鞋面加工组合流程图.docx(39页珍藏版)》请在冰豆网上搜索。
认识鞋面加工组合流程图
制鞋工艺简介
一、鞋面加工组合流程
(1)领料:
领取鞋子的面料(如皮料)及配件材料(如:
布类、海棉、泡棉…)
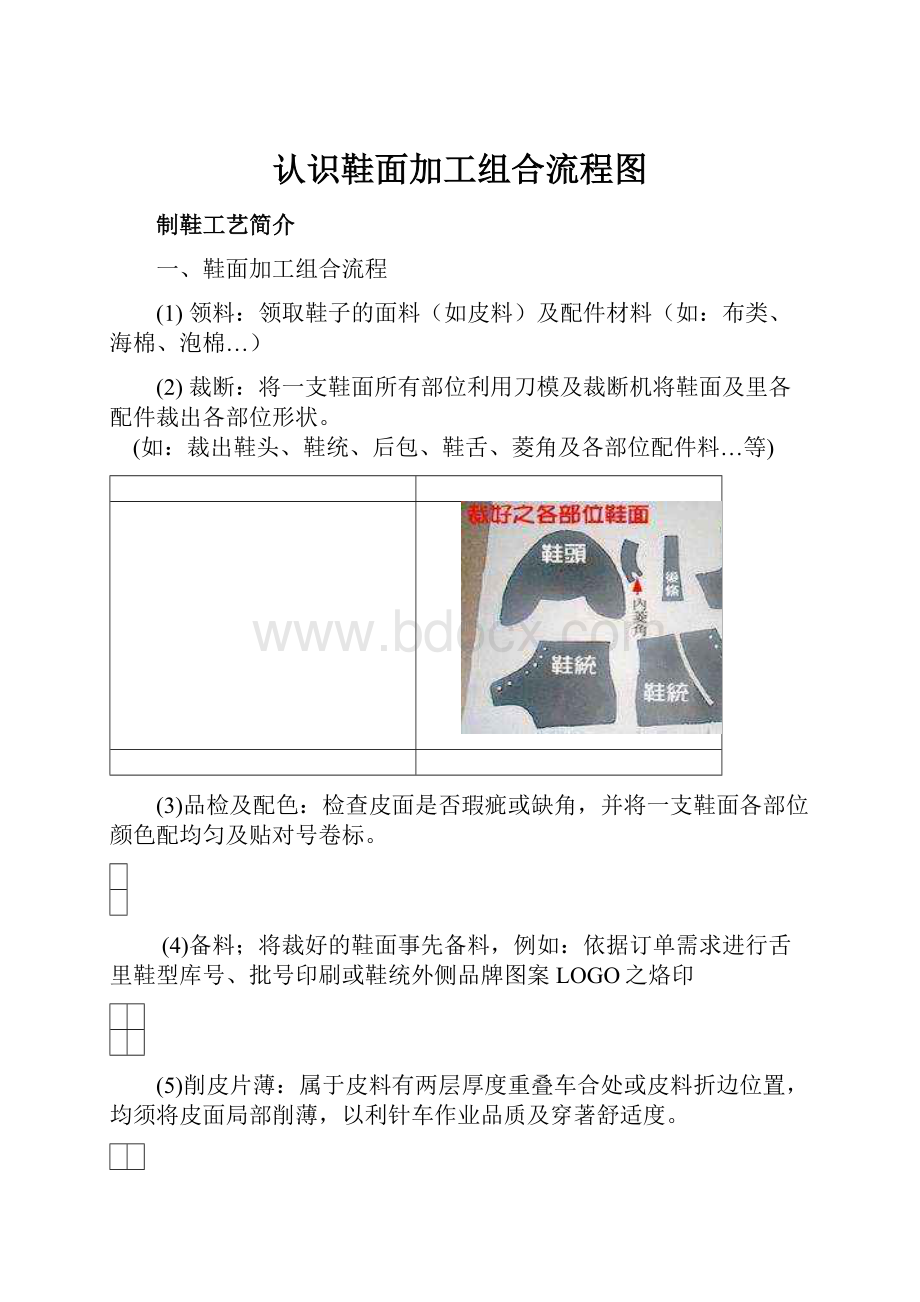
(2)裁断:
将一支鞋面所有部位利用刀模及裁断机将鞋面及里各配件裁出各部位形状。
(如:
裁出鞋头、鞋统、后包、鞋舌、菱角及各部位配件料…等)
(3)品检及配色:
检查皮面是否瑕疵或缺角,并将一支鞋面各部位颜色配均匀及贴对号卷标。
(4)备料;将裁好的鞋面事先备料,例如:
依据订单需求进行舌里鞋型库号、批号印刷或鞋统外侧品牌图案LOGO之烙印
(5)削皮片薄:
属于皮料有两层厚度重叠车合处或皮料折边位置,均须将皮面局部削薄,以利针车作业品质及穿著舒适度。
(6)各部位鞋面针车组合:
将裁断备料完成之各部位鞋面及里,利用针车机及配合手工作业将鞋面一片片组合完整。
(7)鞋面烘线、检查:
鞋面经针车完成,须将线头修剪烘烧干净及检查鞋面针车品质是否良好,以进行后续底部成型作业。
二、大象马兰的鞋制作
说明:
饱受脚疾之苦的大象马兰,右前趾因受伤必须穿鞋来帮助伤口愈合,于是特别为马兰订制了一双医疗鞋。
以下为医疗鞋的制作过程。
(1).先取下马兰右前趾的脚模.、
(2).制作鞋面面版.
(3).裁剪鞋面面皮-画皮、剪皮.
(4).鞋口饰条烫金上KS品牌字样.
(5).鞋面针车.
(6).打鞋眼孔及鞋眼.
(7).鞋面针车加工完成
(8).钳帮成型-擦胶及定型
(9).钳帮成型完成
(10).贴大底成型-打粗、擦胶、贴底
(11).车大底线结合鞋面与大底,以加强牢固防止脱落.
(12).成品完成
三、皮革的认识
自有人类以来,皮革就开始存在人类的周围,随着人的智能文明进步,皮革的用途也就越加广泛,原始人的遮羞物推进到马鞍、皮带、鼓…,直至今日轻便的皮衣高贵美丽的鞋子、皮包、沙发…等等。
皮革的种类
牛 皮
最普遍的皮革制品,包括鞋皮、皮包、手套衣服皮、沙发、皮带用皮…等
马 皮
可做高级皮包及鞋革
猪 皮
用途与牛革差不多,但以轻便为主
羊 皮
特殊的珠面与紧密的手感,用途比牛革高级
鹿 皮
较为特殊的性质,可做擦拭皮
爬虫类皮
鳄鱼皮、蛇皮、蜥蝪皮…等以艳丽花纹取胜
水栖动物皮
如鲨鱼、鲸、乌贼皮
其 他
鸵鸟皮、袋鼠皮…等稀少动物
皮革厂制革过程:
(黄牛铬鞣革介绍)
1.原皮(盐湿皮):
生皮自屠体剥下后,为防止贮存输送中腐烂,以盐或盐水及时处理,亦称盐湿皮。
除生产有生皮的国家外,依赖进口者均为此类。
2.浸水/浸灰:
在大鼓里完成浸水:
a.恢复生皮失去的水份b.清洗秽物浸灰:
a.除去生皮毛发及角质层及一些可溶性蛋白质b.适度打开纤维
3.削肉:
削除多余的残肉及油脂。
4.脱灰、酵解、浸酸、鞣制:
在大鼓里完成
脱 灰
除去浸灰后残存的硫化物及石灰。
酵 解
除去不必要的蛋白质(胶质),使皮软化。
浸 酸
使皮呈酸性状态,以利鞣制时,鞣料之渗透。
鞣 制
把生皮鞣制成不易腐败及物性稳定的皮革。
目前最前进的鞣革方法为铬鞣法。
以铬盐鞣制完成的皮革呈灰蓝色,故称为蓝湿皮(WetBlue)。
国皮革厂因环保及劳工缺乏,有相当数量直接进口蓝湿皮。
5.挤水:
将蓝湿皮的水份挤去部份,以利起层及削皮之机械操作
6.选皮:
根据皮面瑕疵及产品需求分级
7.起层:
有时亦称片皮,决定成品厚度
8.削皮:
将起层好的皮身厚度削匀
9.再鞣、中和、染色、加脂:
在大鼓里完成
再 鞣
改变皮革之一些特性,符合产品需求。
中和
将皮革中之酸类用碱类予以中和,使染料、加脂油剂…等浸透均
匀容易之效果。
染色
使皮身断面及表面上色。
加脂
润滑皮革纤维,调整皮身之柔软度。
10.伸展:
使皮革更平整及压挤掉多余的水份。
11.干燥:
除去皮身所含水份到平衡湿度为止。
有下列四种方法:
(1)吊干法:
将皮直接挂在水平的杆子上,直接风干。
(2)夹网法:
用夹子将皮外围夹住,用力开,固定在金属板上,推进干燥箱干燥。
(3)贴板法:
将皮面贴在板子上,用很钝的刮板将皮拉伸并推平,送进干燥箱干燥。
(4)真空干燥:
利用真空的力量将皮身的水份抽取出来。
12.回湿:
加入控制下的定量水份,使皮干燥后,皮身含水量及湿度更均匀,避免皮革
脆裂或碰花。
13.打软:
以机械方法控制皮身的柔软度,如果要很柔软时,可配合以干鼓摔软。
14.磨皮:
用机械式的方法,将皮革的珠面用砂纸磨平,NUBUCK皮藉此制程,皮面产生绒面效果。
全珠面皮面不需要此制程。
15.涂饰:
成品前之修饰,增加产品之美化、防污、抗磨…等特性,可使用各种涂料、透明漆、颜料、染料…等。
16.压平:
赋予皮面平滑具光泽外,亦可依需要压花。
17.量皮:
使用量皮机,量出成品皮革面积,一般以英呎平方计算
18.包装:
a.量好皮革呎数后,包装出货 b.从原皮下鼓开始制革到成品包装,一般需要20~25个工作天
天然皮革的特性:
A.
优点
多孔性组织可吸汗、透气、保暖,与皮肤之亲和性佳。
粒面美,具有独特之表面纹路,且触感极佳。
具适度可塑性便于加工成各种形状,如真皮鞋子对脚型的适切性
染色性良好及耐候性佳,保固性高。
切口不易破裂。
B.
缺点
原料取得不易,造成供需不均,因此价格昂贵。
质地不均一,形状、大小不整齐,裁断损耗率大。
表面有天然的瑕疵,颜色因部位不同而不一致,应用困难。
容易发霉,遇水容易膨胀,干则收缩,面积不安定。
物性不一。
皮革的种类
A.
皮革以珠面种类来区分:
珠面皮:
保存天然优良的粒面,随着各种动物及成长过程,呈现不同的
风貌,亦可压花改善或改变外型。
磨面皮:
较差的珠面,用砂纸磨去瑕疵,可改善使用率,可做压花或平
面。
榔皮:
面皮被取掉后的纤维层,称之为榔皮或二榔皮,可做反毛榔皮
或上涂料成为涂料榔皮,或贴上PU薄膜成为PU榔皮。
B.
皮革以涂饰的种类,可分为:
鼓染苯染
皮:
(1)最自然的手感,涂饰不加粘剂树脂或涂料。
(2)保持天然风格,但色差严重,耐污性差,一般不耐水洗、
溶剂。
苯染皮:
(1)涂饰不加涂料,用染料水,能保持自然外观。
(2)自然珠纹,但色差仍然严重,涂饰物性不强。
半苯染
皮:
(1)涂饰时加了少许涂料,使色差及瑕疵略能改善,仍能保留
某种程度之手感。
(2)广泛地被采用,既能改善瑕疵又能维持自然。
涂料皮:
(1)上色以涂料为主,可使色差及瑕疵得到明显的改善。
(2)物性得以要求,但珠面不够自然,质感较差。
压花皮:
可以上列四种喷涂进行,只是压花使珠面改善或改变。
打光皮:
(1)用很硬的玻璃棒打光,使珠面平坦、细腻,乳酪素可使皮革
得到平坦、光亮、透明的感觉,一般应用于小兽皮革上,
如羊皮、小牛、猪皮。
(2)色泽透明、自然高光泽、高级品味,但色差严重,物性不佳
,血筋明显,油斑处颜色较深。
磨光皮:
用石头轮或毛毡轮磨光,使珠面平坦光滑,可使用在任何皮
类。
印刷皮:
利用滚轮印上花纹在任何种类的平面上。
油感皮:
(1)利用大量的油脂使皮得到特殊的效果如Pullup变色皮,或手
感油腻。
(2)可使用在珠面皮或绒面皮Nubuck上。
Pu
Coating:
(1)利用聚氨脂固定在皮革表面,使榔皮上面多一层物性很强
的覆膜,可以模仿珠面皮,提高价值,又有很好的物性。
(2)其涂饰的方式:
贴合式、湿式发泡式、水性PU涂饰。
皮面瑕疵认识
刺痕:
在生长过程因铁丝网、岩石、植物等尖锐物之擦伤痕。
烙印:
牧场于饲养过程烙上之标识。
虫斑:
在生长过程因各种寄生虫之噬痕。
皮肤病:
由于疥癣式细菌感染皮肤发炎后的痕迹。
盐斑:
盐湿皮之防腐处理不当或保存不当所产生之瑕疵。
针孔:
盐湿皮之防腐处理不当或不新鲜或浸水时产生大量细菌致毛囊
受到伤害。
血管痕:
可能与盐湿皮之新鲜度、屠宰方式及气温有关。
四、橡胶发泡鞋底制程介绍
说明
(1)橡胶发泡底(俗称海棉底),制程时在橡胶材料中加入适当比例的发泡剂,经硫化后产生的气体膨胀,形成微细独立气泡的海棉体,具质轻与防滑效果。
(2)材料特性:
A.优点:
比重轻、柔软、穿著舒适。
B.缺点:
发泡长短不易控制、有色差。
延伸、拉力及磨耗比一般橡胶底差,也较易有空气泡孔。
(3)原料:
A.天然橡胶:
属热带植物乔木,灌木采集之胶乳加工浓缩而成,具有高度伸展、弹性、抗拉、防滑等特性,弱点是耐油性较低。
B.人造橡胶:
系石油化学类工业原料,又称为合成橡胶,特点为颜色均匀,耐油性、耐磨性优于天然橡胶。
C.风胶:
Q度较好,可增加大底弹性。
(4)填充剂:
常用于橡胶鞋底制品之填充剂,略可分为:
A.白烟:
为微粒粉末、质轻、耐磨性优越,成品透明度高无污染性。
B.黑烟:
为轻质填充剂,比重更轻于白烟,缺点是污染性高,只适用于黑色鞋底或车胎等橡胶制品。
C.粘土:
填充于橡胶制品中,曲折与耐磨性较弱。
D.碳酸钙:
为白色石灰质粉末,适用于白色橡胶鞋底制品之辅助填充剂。
制程简介
(1)配料:
将原料及配以适当比例填充剂混合。
(2)密练:
将原料及填充剂混合打散,密练后产生速练效果成为结合体。
(3)练胶:
将料混合均匀练成块状并裁切及自然冷却。
(4)练胶:
为烧制大底之前置作业,主要是将冷却的胶材重新加硫,才可进行烧底作业。
(5)胶材切割秤重量:
依模具规格切割胶材成条状并秤重量。
(6)烧底:
A.将切割好之胶材放入模具,利用油压机压力使胶材于底模成型。
B.利用蒸气锅炉之热能,使胶材硫化成为熟橡胶及烧制成型(即鞋底成品)。
(7)修边:
将烧制完成之鞋底余边修除。
(8)整理包装:
A.因鞋底发泡长度易有差异,须先测量鞋底长度并标示底号于大底后跟侧边上,以供使用厂商易于辨视。
B.配双整理捆绑准备出货。
五、认识鞋楦
一、鞋楦简介:
(1)鞋楦是由木头、金属或塑料等坚硬的材质制成的模型,代表合脚鞋长度大小,为制鞋的依据。
(2)人体脚部表面呈不规则形状起伏,楦头必须撑起鞋面并给予完美的成品外观,因此设计上必须有光滑平顺的表面。
(3)楦头材质:
木头楦:
由木材原料制造,早期科技并不很发达,就地取材的便利想法,因而以
树木为做楦头的材料依据,但缺点是木楦当冷热气候变换时,容易在热胀冷缩情况下龟裂,一般量产订单较少使用,但木质较轻与均匀,易于样品制造,在样品(母楦)开发阶段中仍具实用性。
金属楦:
由铝合金原料制造,金属楦耐高温及耐寒度,有助于冷热定型效果,一般为运动鞋厂较常使用,但缺点是材质较重,操作时容易造成碰撞有声音。
塑料楦:
由塑料原料制造,较为一般厂商广泛使用,制造过程中较能保持鞋子部清洁度及操作与脱楦容易。
二、
鞋楦结构分类:
(1)单截楦(即不可折式结构):
为一体成型之鞋楦结构,也是一般常见的鞋楦,为国制鞋业普遍使用,适用于圆
口式短靴或、外耳式绑鞋带或有拉炼口的鞋型。
(2)双截楦(即可折式结构):
此种楦头为了入楦或拔楦容易而设计,适用于长统马靴、工程师鞋等鞋统较高的鞋
款,因拔楦作业时,楦头可作90度的对半曲折,以方便及顺利将楦头拔出。
三、
鞋楦样式分类:
(1)尖型式鞋楦:
又可分为小尖、中尖、大尖型鞋楦。
(2)圆型式鞋楦:
可分为小圆型、中圆型、大圆型鞋楦。
(3)方型式鞋楦:
可分为小方型、中方型、大方型鞋楦。
(4)方圆型鞋楦:
可分为小方圆、中方圆、大方圆型鞋楦。
(5)脚型式(歪头)鞋楦:
可分为小脚型、中脚型、大脚型鞋楦。
【鞋楦尺码规格认识】
一、
鞋楦三个量度点:
(1)鞋楦尺度是由鞋楦底长度、鞋楦围度,以及鞋楦脚掌宽度与后跟宽度等规格组合而成。
(2)鞋楦尺度每增减一个SIZE,这三个量度点都会依适量的尺寸增减。
量 度 点
说 明
图 示
楦头标准
长度
指楦头底盘趾尖中央点至后跟中央点之距离
围度
指楦头某一定点上的周长
,可分为脚背围、腰围及关节围(但一般说围度,若不特别指明是腰围或脚背围时,通常是指关节围
)
楦头底盘
宽度
(1)脚掌宽度:
指楦头外
侧关节的距离(位于楦
底长度1/3)
(2)后跟宽度:
指楦头外
两侧后跟骨的距离(位
于楦底长度5/6)
二、
国际尺度规格(尺码体制)
各国体制
楦 头 进 号 比 例
美
国
、
英
国
尺
度
规
格
(1)长度:
每整号长度相差1/3〞(25.4/3=8.46mm),每半号则相
差4.23mm
(2)肥度:
每整号肥度相差1/4〞(25.4/4=6.35mm),每半号肥度
相差3.175mm
(3)SIZE尺码标示,例如:
中童:
11#~131/2#
大童:
2#~51/2#
女鞋:
21/2#~9#
男鞋:
5#~12#
备注:
(1)英国尺度:
它的尺码从0号算起,到13号后又回到1#起算。
0号的楦头长度是4英吋,每加一号增1/3”,每加半号则
增1/6”。
欲求取英国尺度(SIZE)的鞋楦长度可用下列公式:
A:
(成人号+13)*1/3+4=楦头长度。
例如:
欲求成人8#鞋
楦长度时,(8+13)*1/3+4=11英吋(等于279.4mm)
B:
孩童号*1/3+4=楦头长度,例如:
欲求孩童13号之楦
头长度时,13*1/3+4=81/3英吋(等于211.6mm)
(2)美国尺度:
由英国尺度所衍生出来的。
尺度及肥度之级放差距与英国尺度相同。
但它的USA9#只有英国制(UK)的8#。
法
国
尺
度
规
格
(1)长度:
以每2公分设定为三个级数,即每号长度相差(2/3=6.66mm)
(2)肥度:
每整号肥度相差5mm
(3)SIZE尺码标示,例如:
中童:
24#~28#
男童:
29#~33#
女鞋:
35#~43#
男鞋:
39#~46#
日
本
尺
度
规
格
(1)长度:
每整号长度相差10mm,每半号长度相差5mm
(2)肥度:
每整号肥度相差6mm,每半号肥度相差3mm
(3)SIZE尺码标示:
例如:
中童:
15.5#~18# 大童:
18.5#~21# 女鞋:
21#~24.5# 男鞋:
23#~27#
备注:
日本制是以穿著者脚的长度之公分数为尺码,例如:
您
的脚从后跟到趾尖的长度是22CM,您就是穿22号的鞋
子。
三、
肥度代码:
(1)同尺码鞋,为了适应不同肥瘦的脚,通常须具备各种不同的肥度
,围度自然会随肥度而变化。
(2)表示肥度的符号,以美制规格为例:
女鞋
男鞋
AAA
AA
A
B
C
D
A
B
C
D
E
EE
注:
愈往上(A,AA,…)愈瘦,往下(C,D,E…)愈肥
四、
长度、肥度测量法:
名 称
说 明
长
度
以软尺量出楦头底盘趾尖中央点至后跟点所连成一直线距离
(如图标S至E的位置)
肥
度
(1)先画出关节及外关节点位置:
算法:
(A)关节点:
即自后跟算起为楦头总长的2/3位置
(如图标J的位置)
(B)外关节点:
即自关节点算起往后跟方向为楦头
总长的1/10位置
(如图标J’的位置)
(2)以软尺自、外关节两点位置绕楦头上下一圈,即为所求之
肥度。
备
注
楦头底盘:
E:
趾尖中央点 SB=楦头长度(SE)*1/4
S:
后跟中央点 SM=楦头长度(SE)*2/3
SE:
代表楦头长度 MN=楦头长度(SE)*1/10
SB:
后跟 SNJ’=90度 (外关节点)
J:
关节点 SMJ=90度 (关节点)
J’:
外关节点
【认识鞋楦制程】
一、
说明:
(1)鞋楦是由木头、金属或塑料等坚硬的材质制成的模型,有关鞋楦
相关资料,可参考〝其它制鞋流程信息〞中,「认识鞋楦」及
「鞋楦尺码规格认识」。
(2)以下介绍为塑料楦生产制程。
二、
制程简介:
(1)粗胚:
以塑料粒聚乙烯材料射出成楦头粗胚,一般分为男、女、
童、马靴楦型之粗胚。
双截(滑动)式则是以上叙之粗胚,另
行以双截(滑动)式机器加工而成。
(2)锯台:
测量比对母楦后,将多出楦头长度以锯台将前掌切除,如需制成锯盖式楦头则是由现在锯盖、制作。
(3)粗胚研磨:
A.将母楦及粗胚装入粗胚机后进行粗胚研磨,规格控制比母楦大,使多出余量可作后续细胚作业。
B.粗胚规格一般控制比母楦长度多15mm,肥度多22mm左右。
C.粗胚作业时间依楦头长短一般约2~3分钟完成。
(4)细胚研磨:
A.装入母楦及研磨好的粗胚后,利用细胚机将楦头依
照母楦1:
1规格研磨细致。
B.细胚作业时约5~6分钟。
(5)盖章:
将楦头型号、SIZE用盖章方式标示于楦头上,并用烧线机
烘烤固定,使其不易脱落。
(6)去头尾:
以锯台将头、尾多余处切除。
(7)打磨第一道:
以铁头刀将楦头前掌及后踵切除后不规则角度修磨
(8)打磨第二道:
A.以粗砂纸将楦头前掌及后踵修磨匀称。
B.修磨过程中,须比对母楦后踵弧度、楦头长度及鞋头翘度整修一致。
a.先磨后踵弧度,并以针尺比对母楦后踵弧度作为修磨依据。
b.修磨楦底,以楦底版比对作为长宽度修磨依据。
 升级会员
升级会员 