电焊机接线.docx
《电焊机接线.docx》由会员分享,可在线阅读,更多相关《电焊机接线.docx(10页珍藏版)》请在冰豆网上搜索。
电焊机接线
电焊机接线
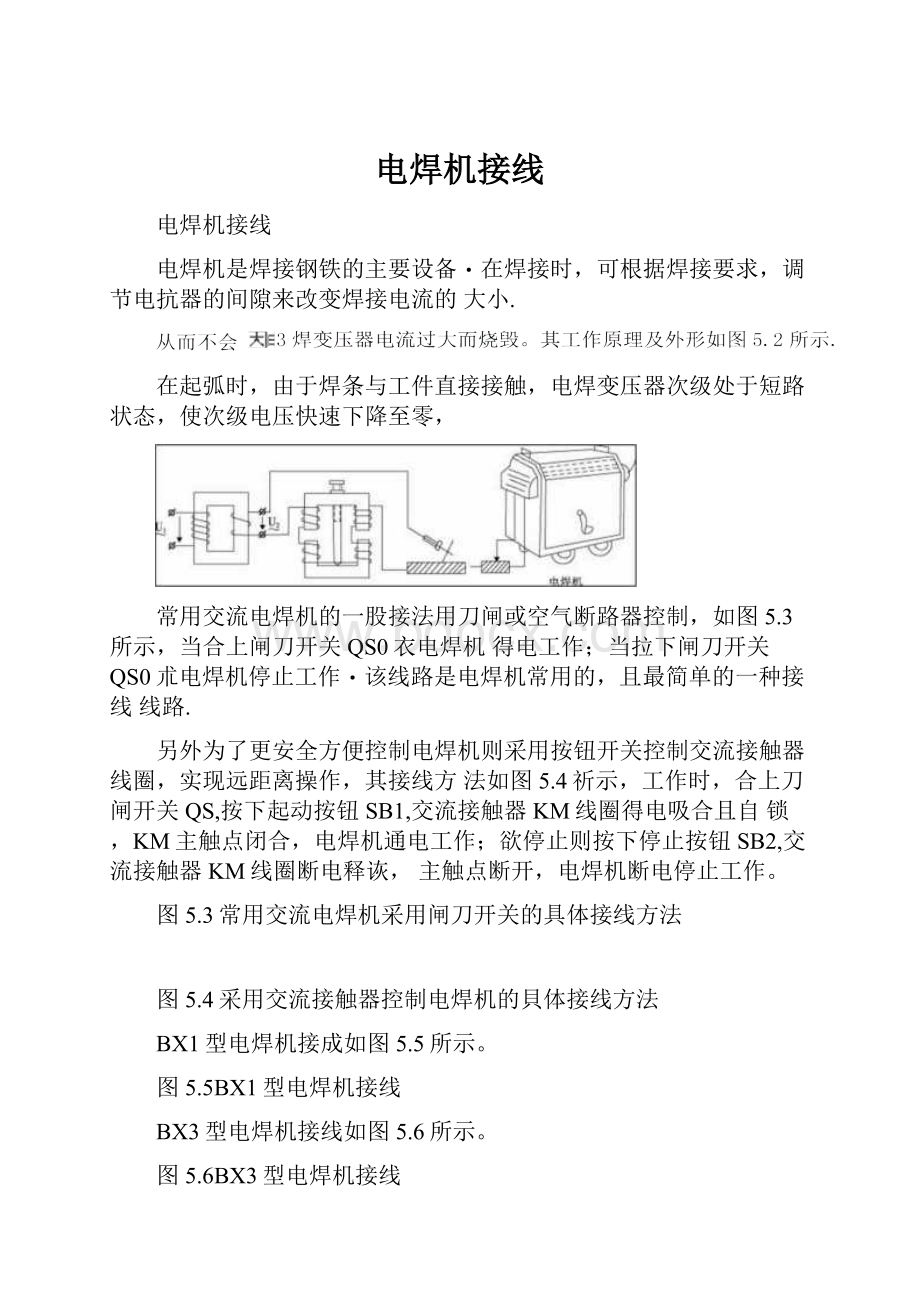
电焊机是焊接钢铁的主要设备・在焊接时,可根据焊接要求,调节电抗器的间隙来改变焊接电流的大小.
在起弧时,由于焊条与工件直接接触,电焊变压器次级处于短路状态,使次级电压快速下降至零,
常用交流电焊机的一股接法用刀闸或空气断路器控制,如图5.3所示,当合上闸刀开关QS0衣电焊机得电工作;当拉下闸刀开关QS0朮电焊机停止工作・该线路是电焊机常用的,且最简单的一种接线线路.
另外为了更安全方便控制电焊机则采用按钮开关控制交流接触器线圈,实现远距离操作,其接线方法如图5.4祈示,工作时,合上刀闸开关QS,按下起动按钮SB1,交流接触器KM线圈得电吸合且自锁,KM主触点闭合,电焊机通电工作;欲停止则按下停止按钮SB2,交流接触器KM线圈断电释诙,主触点断开,电焊机断电停止工作。
图5.3常用交流电焊机采用闸刀开关的具体接线方法
图5.4采用交流接触器控制电焊机的貝体接线方法
BX1型电焊机接成如图5.5所示。
图5.5BX1型电焊机接线
BX3型电焊机接线如图5.6所示。
图5.6BX3型电焊机接线
BX超电焊机接线如图5・7所示。
1l/rrl
601234567
•Vf•9•
图5.7BX63!
电焊机接线
BX1型电焊机技术数据如表5.2所示。
表5.2BX谨电焊机技术数据
技术参数型号
额定输入电压(V)
相数
额定焊接电流(A)
空载电压(V)
电流调节范围(A)
额定负我持续率
(%)
输入功率
(KVA)
BX1-1E0-2
380/220
单
160
62
60-160
20
11.8
BX1-2C0-2
380/220
单
200
67
60-200
20
15.4
BX1-250-2
380
单
250
69
60~250
35
19.1
BX1-315-2
380
单
315
75
60-315
35
22.5
BX1-4C0-2
380
单
400
72
80-400
35
29.5
BX1-5C0-2
380
单
500
73
100-500
35
37
BX1-630-2
380
单
630
72
125-630
35
47.1
BX3型电焊机技术数据如表5.3所示。
表5.3BX3型电焊机技术数据
技术参数型号
霰定输入电压(V)
相数
额定焊接电流(A)
空载电压(V)
电流调节范围(A)
赖定负我持续率
(%)
输入功率
(KW)
BX3-250-2
380
单
250
65-70
50-250
35
1&5
BX3-315-2
380
单
315
70-76
40-315
60
24.3
BX3-400-2
380
单
400
70-76
50-400
60
31
BX3-500-2
380
单
500
70-76
70-500
60
39
BX3-630-2
380
单
630
70〜76
70-630
60
43
BX超电焊叽技术数据如表5・4所示.
表5.4BX錘电焊机技术数据
技术参数型号
额定输入电压(V)
相数
额定焊接电流(A)
空载电压(V)
电疏调节范围(A)
额定负载持续率
(%)
输入功率
(kVA)
BX6-125-2
380/220
单
125
52
6CM25
20
7.5
BX6-140-2
380/220
单
140
52
6(M40
20
&3
BX6-160-2
380/220
单
160
52
8(M60
20
10.1
BX6-2C0-2
380/220
单
200
55
9卜200
20
12.7
BX6-2fO-2
380/220
单
250
55
120-250
20
17.9
BX6-3C0-2
380/220
单
300
60
125-300
20
27.3
BX6-5C0-2
380/220
单
500
66
12A500
35
34.2
改障现象
原因
排除方法
焊机不起弧
1.电源没有电压
2・电源电压过低
3・焊机接线诸误
4.焊机线圈短踌或断蹌
1-检杳电源开关和熔斷黑的接通情况及电源电压
2・调整电濾电压
3・检杳一枚侧和二次侧的接线是否正确
4・检俺线圈
焊搖电济过小
1.悍机功率过小
2.电源引銭和焊接电缆过长,压降过犬^
辈电源引线和焊捲电缆盘成盘形,
电感过犬
4•焊摄电纜接头松动
1・更换大功率的焊机或两台并联使用
2・减小导线长度或加大线径
3・将导线放开
4・将接头重新接好
焊机霍动及咆声过大
1■动铁芯上的蛭杆和拉紧譚簧松动或脱落
2•动铁芯或动圈的传动机构有故障
3.移动潸道磨损严重,间隙过大
4・线圈短路
■1・加固动铁芯及拉紧弹簧
2・检催传动件
3・更换磨损的零件
4・检修銭圈
调节手柄揺不动或动铁芯、动蟻圈不能移动
1.传动机构上油垢犬寒或已锈住
2・倍动机构磨损
3■移动滑道上有區谓
4.BX3系列悍机线圈的引出銭拴住或挤在线圈中
「清洗或除锈
2・检隆或更换磨扌员的零件
3・潘除障碍物
4•洁理线圈引出线
焊机线圖绝缘电阻丈低
「线圈受潮
2线圈檢期过热、绝緣老化
14E100-110T;的烘干炉中烘干
2・检修线圈
辱銭接头处发热、发虹或烧毀
1.接线处接融电阻过走或接松动
2■接线蛭栓是铁制的
3•焊接时间览长
J将接歧拆开“用细砂纭將接融处弼亏垢及氧化层擦去■然后拧紧蛭晦
2・更换盅嗣制的
3・按规定负載持续率进行悍接
焰斷器经常熔斷
1电源线短路或接地
2一一次或二次绕粗匝间短路
仁检杳电濾线的悟呪
2■检修线圈
焊机外壳带电
1・线圈绝缘榻坏』与铁芯*外壳接帥
2・电源引銭或焊接电缆碰外壳
3・无接地线或接地不良
■1•用兆欧表检杳线圈的对地绝嫌电阻
2・检杳电源引鐵和悍接电缆与接线板的连接情况
3•接好地线
悍接电療过大
电抗銭圈或一決鑒组中起电抗作用的銭圈绝躱损坏
檢倏线圈
摘要:
交流电焊机在建筑施工现场是一种不可缺少的焊接工具之一,但是在实际的使用过程中,电焊机的空载时间甚至超过了操作时间,其空载损耗一般约在200W左右。
这不仅白白浪费了许多电能,还会降低电网的功率因数,甚至会造成人身触电伤亡事故。
至此,我利用普通晶闸管可关断电源的电路,来实现电焊机空载节电电路,只要随手关掉焊钳手柄上的开关,即可实现断电的节电电路。
并在实际操作中取得了良好的节电效果。
其特点是:
功耗低、操作方便、动作简捷、灵敏可靠、实用性强等优点。
电焊机工作原理及电焊机组成结构
一、电焊机工作原理介绍(图)
电焊机(electricweldingmachine)实际上就是具有下降外特性的变压器,将220V和380V交流电变为低压的直流电,电焊机一般按输出电源种类可分为两种,一种是交流电源的;一种是直流电的。
直流的电焊机可以说也是一个大功率的整流器,分正负极,交流电输入时,经变压器变压后,再由整流器整流,然后输出具有下降外特性的电源,输出端在接通和断开时会产生巨大的电压变化,两极在瞬间短路时引燃电弧,利用产生的电弧来熔化电焊条和焊材,冷却后来达到使它们结合的目的。
焊接变压器有自身的特点,外特性就是在焊条引燃后电压急剧下降的特性。
二、电焊机的特点(图)
焊接由于灵活简单方便牢固可靠,焊接后甚至与母材同等强度的优点广乏用于各个工业领域,如航空航天,船舶,汽车,容器等!
1电焊机优点:
电焊机使用电能源,将电能瞬间转换为热能,电很普遍,电焊机适合在干燥的环境下工作,不需要太多要求,因体积小巧,操作简单,使用方便,速度较快,焊接后焊缝结实等优点广乏用于各个领域,特别对要求强度很高的制件特实用,可以瞬间将同种金属材料(也可将异种金属连接,只是焊接方法不同)永久性的连接,焊缝经热处理后,与母材同等强度,密圭寸很好,这给储存气体和液体容器的制造解决了密圭寸和强度的问题。
2、电焊机缺点:
电焊机在使用的过程中焊机的周围会产生一定的磁场,电弧燃烧时会向周围产生辐射,弧光中有红外线,紫外线等光种,还有金属蒸汽和烟尘等有害物质,所以操作时必须要做足够的防护措施。
焊接不适合于高碳钢的焊接,由于焊接焊缝金属结晶和偏析及氧化等过程,对于高碳钢来说焊接性能不良,焊后容易开裂,产生热裂纹和冷裂纹。
低碳钢有良好的焊接性能,但过程中也要操作得当,除锈清洁方面较为烦琐,有时焊缝会出现夹渣裂纹气孔咬边等缺陷,但操作得当会降低缺陷的产生。
三、交流电焊机电焊机组成结构(图)
交流电焊机又称弧焊变压器,是一种特殊的降压变压器,它是由降压变压器、阻抗调节器、手柄和焊接电弧等组成。
为了使焊接顺利进行,这种变压器电源能按焊接过程的需要而具有如下特点:
1.交流电焊机具有电压陡降的特性
一般的用电设备都要求电源的电压不随负载的变化而
变化,其电压是恒定的,如为380V(单相)或220V。
虽然接入焊接变压
器的电压是一定的,如为380V或220V,但通过这种变压器后所输出的电压可随输出电流(负载)的变化而变化,且电压随负载增大而迅速降低,此称为陡降特性或称下降特性,如图2-3所示。
这就适应了焊接所需各种的电压要求:
(1)初级电压:
即接入电焊机的外电压。
由于弧焊变压器初级线圈两端要求的电压为单项380V,因此一般交流电焊机接入电网的电压为单项380V。
(2)零电压:
为了保证焊接过程频繁短路(焊条与焊件接触)时,要求电压能自动降至趋近于零,以限制短路电流不致无限增
大而烧毁电源。
(3)空载申压:
为了满足引弧与安全的需要,空载(焊_接)时,要求空载电压约为60〜80V,这既能顺利起弧,又对人身比较安全。
⑷工作电压:
焊接起弧以后,要求电压能自动下降到电弧正常工作所需的电压,即为工作电压,约为20〜40V,此电压也为安全电压。
(5)电弧电压:
即电弧两端的电压,此电压是在工作电压的范围内。
焊接时,电弧的长短会发生变化:
电弧长度长,电弧电压应高些;电弧长度短,则电弧电压应低些。
因此,弧焊变压器应适应电弧长度的变化而保证电弧的稳定。
2.交流电焊机具有焊接电流的可调节性为了适应不同材料和板厚的焊接要求,焊接电流能从几十安培调到几百安培,并可根据工件的厚度和所用焊条直径的大小任意调节所需的电流值。
电流的调节一般分为两级:
一级是粗调,常用改变输出线头的接法(I位置连接或H位置连接),从而改变内部线圈的圈数来实现电流大范围的调节,粗调时应在切断电源的情况下进行,以防止触电伤害;另一级是细调,常用改变电焊机内“可动铁芯”(动铁芯式)或“可动线圈”(动圈式)的位置来达到所需电流值,细调节的操作是通过旋转手柄来实现的,当手柄逆时针旋转时电流值增大,手柄顺时针旋转时电流减小,细调节应在空载状态下进行。
各种型号的电焊机粗调与细调的范围,可查阅标牌上的说明。
电焊机的安全操作
(1)电源控制不得离焊机太远,一次线不得超过3m,二次线不超过30m,—、二次线出线口要有防水罩,接头应有护罩。
熔断器应可靠的切断最大额定电流。
(2)开机前应检查开关是否灵活可靠;各部分绝缘是否良好,各接触点要紧密,防止松动。
在确认安全可靠的情况下方可合闸送电,电源开关应有漏电保护装置,并定期检查灵敏度。
(3)一次接线应与电压相符合,调整电流时应在空载下进行,并戴好绝缘手套。
(4)电焊机的放置地点要防止碰撞和剧烈振动,在室外要有防漏雨装置。
(5)焊接电源线不允许横过马路和过道,在特殊情况下需要通过时,须采取防护措施。
(6)严禁用气瓶、厂房的金属结构,管道、暖气设施或其他金属物体作导线用。
(7)电焊钳必须保证在任何斜度下都能夹紧焊条,保证焊条与焊钳接触良好,并保证更换焊条时安全方便,焊钳柄必须用绝缘耐热材料制成。
(8)焊钳与导线的连接点必须牢固,接触良好。
直流焊机一次线不得漏相,不得带负荷拉闸。
(9)在环境比较潮湿的环境和情况下,焊工在更换焊条时,需戴绝缘手套。
(10)硅整流及多头焊机,工人临时离开,必须切断电源。
换向器自动氩弧焊接机安全操作
(1)此机须两人以上轮换操作,每次持续工作不得超过1h。
操作时,应戴好防护用品,防止强烈的紫外线伤害。
(2)氩弧焊机不准放在潮湿、高温、易燃、易爆环境中。
操作前检查控制箱,焊机地点必须牢固,电源电压与控制箱标印数值相符,方准使用。
(3)要经常检查电气线路的绝缘,须保持绝缘良好,指示装置齐全,发现各部问题时,立即停机处理。
(4)保持水、气管路严密、畅通,冷却水清洁无杂质。
(5)打磨钍化钨丝时,要保证通风良好,远离他人。
(6)操作人员严禁蹬踏转动部位。
(7)工作后要切断电源和水源,将水除净,盖好防护装置。
 升级会员
升级会员 