一个实例学会UG加工零件生成程序.docx
《一个实例学会UG加工零件生成程序.docx》由会员分享,可在线阅读,更多相关《一个实例学会UG加工零件生成程序.docx(19页珍藏版)》请在冰豆网上搜索。
一个实例学会UG加工零件生成程序
零件加工及其刀轨生成
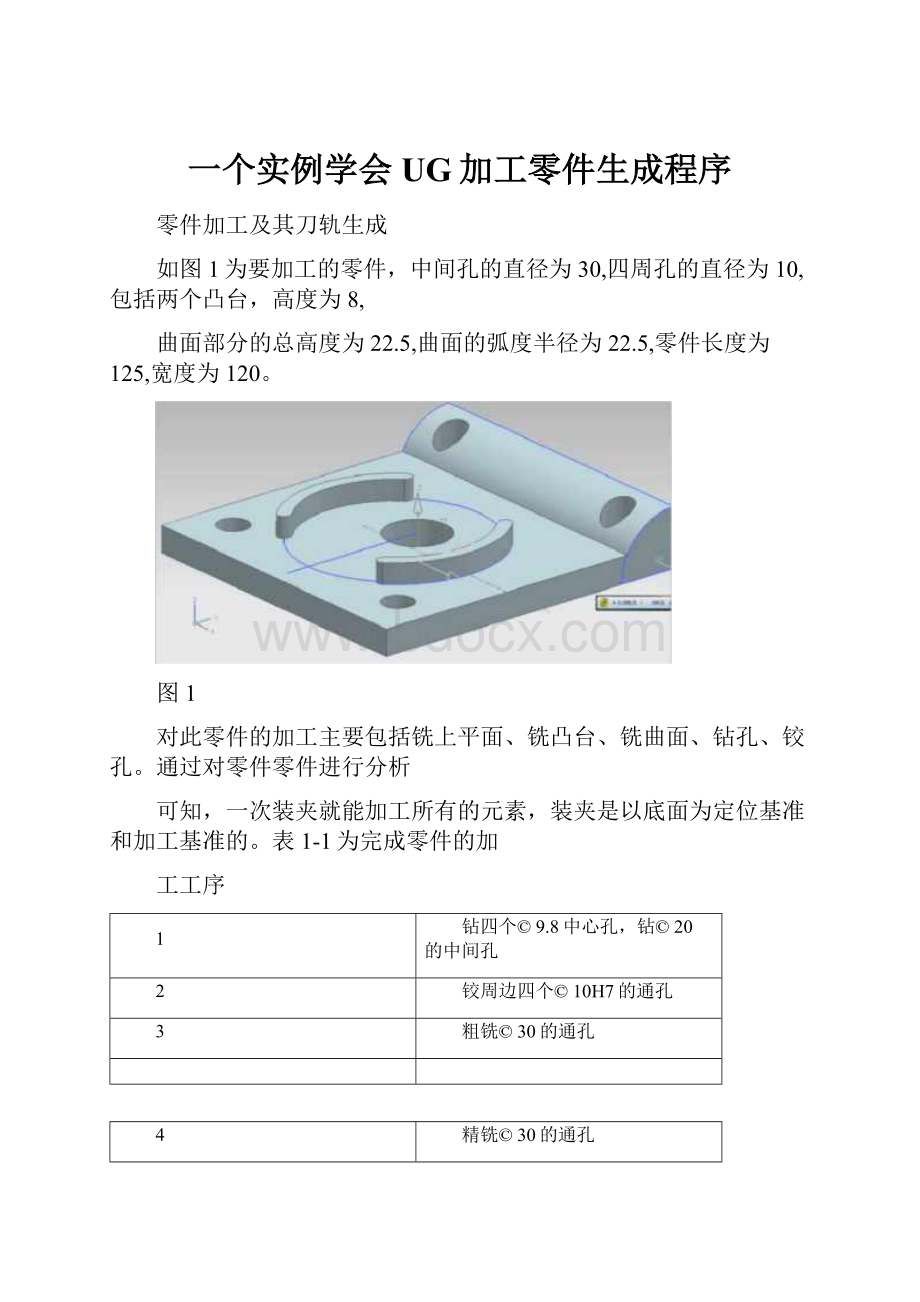
如图1为要加工的零件,中间孔的直径为30,四周孔的直径为10,包括两个凸台,高度为8,
曲面部分的总高度为22.5,曲面的弧度半径为22.5,零件长度为125,宽度为120。
图1
对此零件的加工主要包括铣上平面、铣凸台、铣曲面、钻孔、铰孔。
通过对零件零件进行分析
可知,一次装夹就能加工所有的元素,装夹是以底面为定位基准和加工基准的。
表1-1为完成零件的加
工工序
1
钻四个©9.8中心孔,钻©20的中间孔
2
铰周边四个©10H7的通孔
3
粗铣©30的通孔
4
精铣©30的通孔
5
实体部分的粗加工
6
平坦部位的精加工
7
凸台区域的精加工
8
曲面区域的精加工
表1-1
首先根据数据绘制出维位图形,然后进行加工,毛坯选用长度为125,宽度为120高度为24的长
方体。
我是采用UG软件进行加工的,我主要加工了第一道工序中钻四个©9.8中心孔;第五道工序,
实体部分的粗加工;第八道工序,曲面区域的精加工。
完成三维图形的绘制后进入加工环境,进行加工准备。
单击标准工具条中的开始按钮,在弹出的
下拉菜单中选择加工命令,选择Millplanar选项并且确定后进入加工环境。
在几何视图环境下双击MCS
MILL图标弹出MILLOrien对话框,如图2所示。
利用CSY按钮和指定安全平面按钮,将安全高度设置到位于工件上方50cm出设置结果如图3所示。
通过操作导航器中的WORKPIECE置加工部件,选择实体作为加工部件,毛坯选择自动块,显示出毛坯的轮廓,如图4所示。
・HlRB«mIB-dltan
UuJbl!
?
«<«]SHIMHK
J-TFfd!
'Id,◎耐:
■■+
l>H・
•叩■己匸iIftH)■■W坤和h・・U*t)■口护*hi^
:
S幅ba空-ISZiEH^KTt・」・」
▼
■&4MttWL114JMUtf!
1—闿
■:
picric
HUA
J:
nWTmJd
“nt
if
■ASfcti
fl-Mcn
£M
丄'jiFH4・1■皿齢皿
■138
SEMEME
20通屯*□・♦>,®■•wS
=口康
Vii.蛛J£+丄件1TWZlUT■.
«hi-iiwxr血弋■VEui»5#urcin
>Mk-03H#■■汎巧%t.:
®HElf\O利鼻#■爼轄•判蚪
LttrtE曲血葩皿titnn*..'1*刖碣丸diifliis
&・
如冠弋舜T1"'IflCHt'*-
IL^mrii!
J-fftWirt
然后进行创建刀具,为了便于钻孔,先将孔的中心点设定出来。
在曲线工具条中选择点命令,在
图形的最高处绘制出四个点,坐标位置X,Y,Z分别为(50,52.5,22.5,(-50,52.5,22.5,(-50,-52.5,22.5),
(50,-52.5,22.5,绘制出四个点,点对话框如图5所示,设置的安全平面如图6所示。
图4
利用插入中的创建刀具命令按钮,创建©9.8中心钻如图7所示,©10H7的铰刀如图8所示,©10
的立铣刀,©12的立铣刀,©16的立铣刀以及©10的球铣刀,创建方法类似,如图9所示。
1L-i
h1.
专
0、t-
沁沖懵宁
鼻
fFracSSTH!
T^EGSrtF
沪勺十LH
$工傀EQmfi-yA'.^j乞耳型utjj視+*i'U-Tit1rx»v/城*H«
>
Xf^K
aIff
MEMtNS
©他-』u屮■枣来肉抵呼、通・E:
go彷鸟*□•卩沪「勿册4
『』护
僦卵惬in气严迴册
聲离电■ViNW^-H
0.
图6
TWfliHHliV曲*)|沖■,⑥1|7>11XR翊・1«|>11wfiIt-Kft)vn^'iM-hilX
ElfcMrataA・ra■停一iiieihli.
fwin
砸%帝■書"XBC1*遇!
逢事如初射
niti
;in巒
卜®■口
八
否•二1
•律4£3璇申⑷炉5r
4
•护鼻絡2
hi
j
□,联.
afFfllfCEKDKVfH.nK
eatff
*畑
WMlUdl
ftRl甲DI-・«#SFiL|fi.i|;H<*WTirM
0H-S&kJI
jt'・e
jit」打
run^
+肖IEJ
«ridm
图9
设置完刀具之后进行加工,首先钻四个©9.8的孔。
在插入工具条中利用创建操作命令中的
DRILLIN子命令进行通孔加工如图10,在钻对话框中利用选择编辑底面几何体按钮选择工件的底面如
图11所示。
利用编辑几何体按钮弹出点到点对话框,如图12,选定四个已经设好的点,在钻对话框中
的循环方式中选择标准钻,利用编辑参数按钮设置钻的参数。
在cycle参数对话框中选中深度设置,将
其设为穿过底面,如图13所示,然后设置道刀具的进给和速度,将主轴转速设为600,进给率设为70,如图14所示。
然后利用生成按钮,生成加工四个孔的刀具轨迹,如图15所示。
yEUINS
jf1HHlawfkciatiftf[aDihll.frf
f5BIJ.IWilHili^ifcuSifiFil:
!
Iftil:
iU色如卯HitPMt)SUiQ:
ithi:
&耐Bfl…
tOETTT
卜岂吧」口
urn
■丄LL
7
'1^.
图10
*b*fll^4iifI*t!
|trtii耳
T1X
F直冲曜iMfi(.Ki
■Ai樹囂2XHai耶w<14轴!
射■•*雲fQ>tiEi即
rr丽
*0?
Izf・(
喙,■霁歸.
匕■**■■
tt
£
1
图
likffaiJcII.JJllT
鲜hn
图12
图13
&>EM£4S
■Lx]
1^"HU赫1此讥*小
眼小10H叫1Uli,
好*3w・eivn砌
&确*■・■#■
•X巧抵F.産
■口际。
一丨£耳・
€&•□-惨A(Z眈帚s.
、"耳卜
口侥映
If21•■亍勺「£?
««.■
lit11£t21Ur■,
忙反一富丘・Q・2¥H二H.
声“百IwvfHtJlM-aAf=[avJv11,ptlI
SIEUOiSi-rX
图15
然后进行铰孔加工,将周围四个孔加工为©10H7加工过程与钻孔过程基本一样,只要将钻换成铰刀,设置加工参数即可,铰刀的主轴转速设为150,进给率设为30,然后生成刀具轨迹,如图16
所示。
卿ma(HiliisjEMtNi■?
x
Tttt-■!
*•硏eXA<)mi||MQ|Tbh・■口密
0*"-i■•浪初呻.®■反罠门.沪仇回lir2粋夕
备
t«・
卜|!
F*
0T
0
.噬・*+
$fy|>ievr'囤・■qHttjM.C
MS®
1.召3insosrrr
图16
完成周围四个孔的加工后,对实体部分进行粗加工,加工出平面、凸台以及圆弧面。
在插入工具
条中选中创建操作按钮,在类型中选择选择millcountor选项,选用CAVITYMl按钮,确定后进入形腔
铣对话框,选用直径为16的立铣刀,切削模式设为跟随部件,步距为刀具平直,全局每刀深度为1,
如图17所示,将进给速度设为1600进给率为120,然后生成刀具,轨迹如图18,图19所示。
|r^»ct'rtffl嗽HE®IBII戦山毛尊①牌3I«|Q£11张聂询卸
gr^-ftv-IMqi捌»屮K\di^rq:
>I*n・
q・r他
•X
ti门111阳阿=
SLWm
FlflIwfllBdlsHiiiAtFftudaill.tlR-I
匕E^n?
nn叫一@111gTB
(tr-m?
wn
■-l^r5_IE2
mnjzv
■>||V
IFTttHiJt
亜、
―Xf
V
V
刃■“
A
tmurfti
%各
r
耳
5疳
tn二打
•-
mm涎平肓百窗tiW^rra
hk«*
jfJQ0
■w・BE”
图17
Tab-a«ii>ipii-IISiSi1
昭F”g_「二匕心.I鼻才总甘二“協沢(7怎&谪9
—I
'■幻ft
1_|,』『以*!
1口划}」,1曲in*.■小1»1卩
EJstja
AM-ft
A
W
IwuxEa亦kfiq
lffS»
I
fSTtX-
rrns
"9、
JJfl
V
卯・
v|
WK.
ba|
—J
海
MS皿圖讪
mftA
[flW*®-■■'I
I1
IJ^IIITWT陽碑诞血加4■Illija-iKM-d砖
■iniyitinIibin
Bidiyife|iI牯tah・iii・甬現匕_5予
iidiyianliiBiAriFj*气唸pii
图18
图19
21
完成了实体部分的粗加工后对曲面部分进行精加工。
在插入工具条中选择创建操作按钮,在类型列表中选择millcounter选项,选择STREAMLI按钮,如图20,刀具选用已经创建好的球铣刀,方法设为MILLFNISH各主轴转速设为2500,进给率设为50,。
在固定轮廓铣对话框中,编辑切削区域中选择要加工的圆弧曲面,选项为几何体,过滤方法为面,操作模式为编辑,驱动方法为区域铣削,如图所示,然后生成刀具轨迹如图22、23所示。
SIEMENS
vifl■・《*■凸血;*Uudsii.H1)cknlvT
・**•X«®■iC^Q鼻二運島丫口・莎窗.
UlMHMYHH
hn«.HWI.M«JMMBMl,
.affJTruri寸
A
iir»Ffii4«■
RHr?
«AA
e
ILii-J
-.・
!
■
omriE
l_g
1甘M
P
£甜ujnix
k_
1
-・VHF1EIE
*-
他HKQUI
->
».rim
亍n■■>一庆匡Id
能甞Mi
念叶IH・・MI
1HXV1MNrbf^pflumNLKlItMtK."!
■:
*■
图20
vphfl-=山比山刚(tBfWJT
yEutvs
Jf-»!
■MltW皿疥用EMWIPGl理URRM3TSflVK'£i*»jX
恰机.■■■x卄%*»”;圜丨*二□-Qb.回啦薄询骑鸟命二熱”
\1
蜀茴ftrw
事如計心巒沪
«r«
■FviMttd**
一匸广上一二二—n典ni-LE
n•■耐】ui
图21
Q*"-J"M
f
XG%哼亠圍■E
:
处"s
W降*u期浄粋3h
申4
*
*■鳴甦公
聽£
JW
>
m«q^m・u・^man
tiil«-ii
fibtTU・U.1U柚巧*
«t玄e
ET$6E*勺
5TJ1A
算
T
F
工IR
2DDT丁
|FTFft)出■尬氏山叩■孔①Uli4HQiTV4f)■口叩*h(^
■址:
Bl◎+
■u:
UtUUlAJBjdNMtR
图22
MCMENS
•c?
FT5.>
tf:
JD'IS□・•*轟西
rrtinsonf
护册即《mi*出机『■■叩曹击①xa<)'Hll4■■=」-rin.・n«t)■□电]*hfl>
匕wrt-
血序MttUBaiflHhffi»nEft-lt・U.1ttWffiTMVUiEA总且耳单収・fi:
▼
®rwir
21才*fHnrHSjKTJEJ.=Dkftext•盜比丄I曲T
<■bffn]
图23
点击工具条中的列出刀轨按钮,会弹出刀具轨迹程序信息,是后处理之前的,如图24所示。
力卩
工完成要对过程进行后处理,生成可以被数控机床识别的文件,在操作导航器中单击整个工程的名字,点击工具条中的后处理命令按钮,在后处理对话框中选择FANUCAXiS处理文件,确定后会生成后处理
文件,显示信息,如图25所示,对信息进行保存,整个过程就完成了。
3AB5UI
X
nw«l»4"Mn.
H^H
a.Ylu1n删nBl
|pTHfi*■嘗・A⑥ZR<^!
聲豪■■MTf®TCft)即H-HV
疋gLktd
F*国耳呻厲i^OKZO『塔iif『■curn「孑孚5T1M
图24
EEHL」t=・rrr"H・rn应険□
0"£U
&n
a■cm
T---—*一_2亍弓霆
LLk9tr4~nx
I1QX1-11-4lllXtsHr-r»~ailJ.-^lCE.
iffM辽対OtlOf
usp
%峯
*H
**■•Mifl粹HIEfIV
2应価
A,jija
图25
 升级会员
升级会员 