天然气管道工程焊接施工方案和措施.docx
《天然气管道工程焊接施工方案和措施.docx》由会员分享,可在线阅读,更多相关《天然气管道工程焊接施工方案和措施.docx(9页珍藏版)》请在冰豆网上搜索。
天然气管道工程焊接施工方案和措施
天然气管道工程焊接施工方案和措施
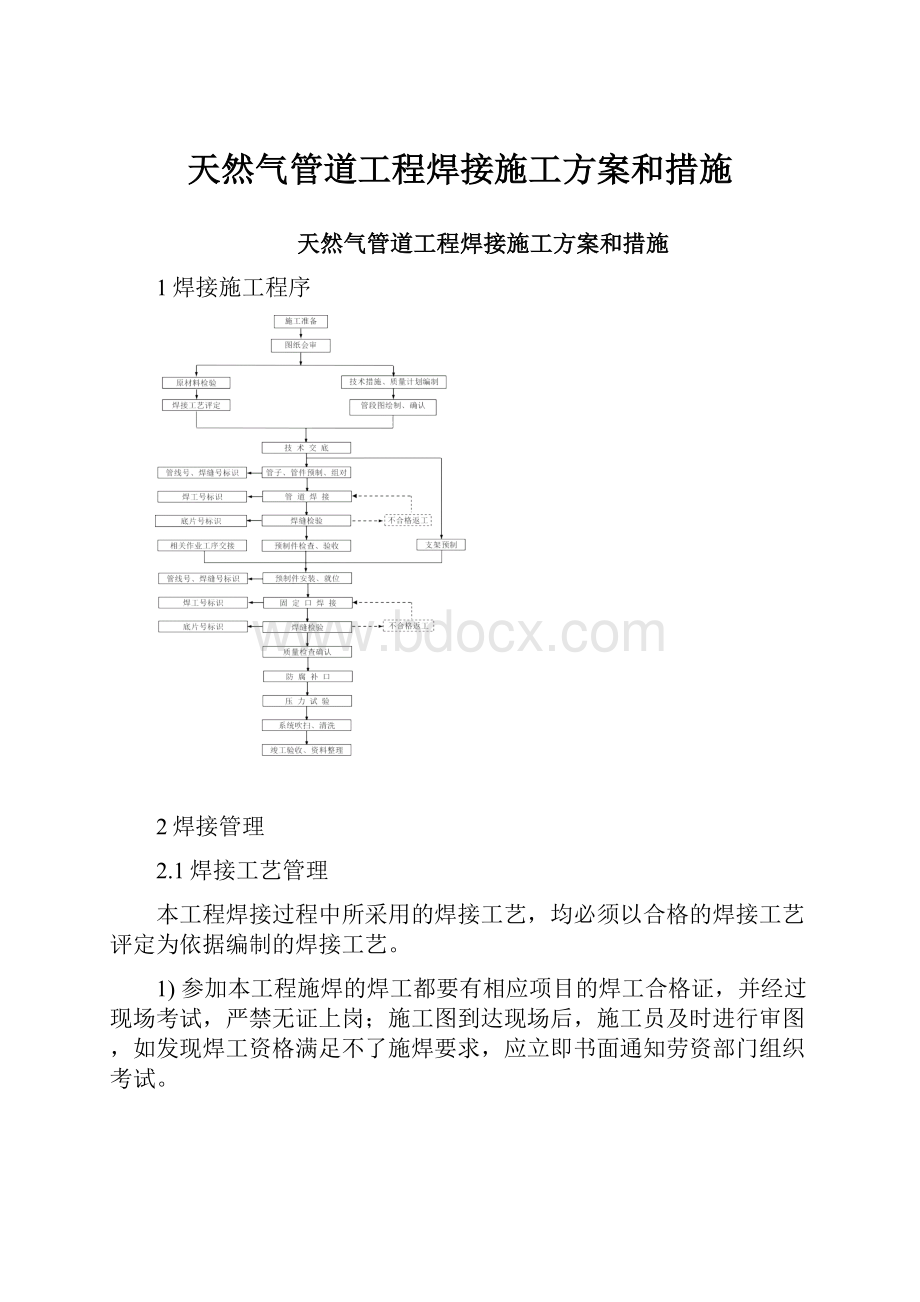
1焊接施工程序
2焊接管理
2.1焊接工艺管理
本工程焊接过程中所采用的焊接工艺,均必须以合格的焊接工艺评定为依据编制的焊接工艺。
1)参加本工程施焊的焊工都要有相应项目的焊工合格证,并经过现场考试,严禁无证上岗;施工图到达现场后,施工员及时进行审图,如发现焊工资格满足不了施焊要求,应立即书面通知劳资部门组织考试。
2)焊接工程开始前,施工员将参加施焊的焊工姓名,连同所要施焊的材质、位置提交质检部门审查。
质检人员按焊工合格证内容认真检查,并向施工员签发焊工认证表。
3)每个取得资格的焊工将被分配给一个单独的识别标记、符号或编号,该识别标记、符号或编号将被连续使用,用来识别其完成的焊口。
A.焊工的识别标记将标在管道上与焊道相邻的位置,采用油漆或贴其他不能去除的、非凹痕标志物,不可以使用金属冲模标牌。
B.如果一个焊工离开其工作岗位,其他焊工将不可以再使用该焊工的标记。
C.如果一个焊工在离开工作岗位超过30天后又再次返回到其原来的工作岗位,他将被要求重新进行资格考试并被分配一个全新的焊工标记。
4)每个焊工个人考试的完整记录应保存完好,该记录应当包括该焊工通过的焊接规程和该焊工的识别标记、符号或编号。
这些记录将被保存以供业主随时检查调用。
2.2焊材管理
现场设专用焊材库,库房设专职保管员负责焊材的入库登记、烘干、发放和回收,具体要求如下:
2.2.1焊材库房
1)库房设温湿度记录仪,确保库房温度为5~35℃,湿度不超过60%,焊材保管员每天记录焊材库房的温度、湿度情况。
2)所有入库焊接材料均须有经材料责任工程师确认的质量证明书,入库的焊条要分类摆放。
焊条的堆放要离地、离墙300mm以上,以保证通风良好。
3)保管员应在接到班组的焊条使用申请卡后,对焊条进行烘干。
4)焊条烘烤应根据焊条的种类分别进行。
焊条烘干后应及时放入恒温箱中。
放入烘箱中的焊条,不得有药皮破损、锈蚀、油污、砂土等杂物。
5)保管员应认真做好焊条烘烤记录,应将焊条的种类、数量、批号、烘烤次数记录清楚。
6)焊条烘烤规范按焊接工艺规程或制造厂要求进行。
不得将冷态焊条突然装入高温箱中,也不得将烘烤过的高温焊条从烘箱中拿出任其迅速冷却,应随烘烤箱降至150~100℃后,再转移到恒温箱中。
7)焊条烘烤的升温与降温速度不应过急,升温速度一般不超过150℃/h,降温不超过200℃/h。
2.2.2焊材发放
焊工应持焊条筒来领取焊条,每次领取焊条数量不超过3kg,随用随领,剩余退回。
领取后的焊条必须在4小时内用完,超过4小时须重新烘干后方可使用,保管员对发放及回收的焊材应做好详细记录。
重复烘烤2次以上的焊条不得用于压力容器及管道的焊接必须清退出场。
2.3现场管理
2.3.1现场环境要求(离待焊件1m处)
1)相对湿度:
<90%;
2)风速:
焊条电弧焊时<8m/s,气体保护焊时<2m/s;
3)天气:
无雾、雨。
当现场环境不能满足以上要求时,应采取搭设防风棚;加热提高环境温度、降低空气相对湿度等措施后方可进行焊接施工,焊接应采取碳钢管电加热片进行预热及后热。
管道焊接时,应将管口两端封闭,以防止穿膛风。
由于现场风砂大,防风棚底部与地面固定或加设槽钢配重固定。
2.3.2现场焊接施工采取工序报检制,坚持组对不合格的不准焊接,外观质量未经检查或检查不合格者不得探伤,确保焊接施工一次成功。
2.3.3现场加强质量巡检,遇以下情况严禁焊接
1)焊工无证或位置不符。
2)焊材未经烘干。
3)母材、焊材的材质、牌号不清楚。
4)焊接环境不符合要求。
3焊接工艺
3.1焊接方法选择
1)工艺管道的焊接
采用氩电联焊下向焊。
现场开口焊接的仪表嘴、开口接管、气液联动执行机构的短节与厂商提供的凸台采用承插焊;工艺管道与管件焊接;高点阀与管道之间连接的焊缝应采用氩弧焊打底。
2)在阀门的焊接过程中,应保证阀门密封部位的阀体温度不超过阀门出厂说明书中规定的温度。
3)钢结构的焊接:
采用焊条电弧焊。
3.2焊材选择
不同材质的管道焊接必须按照经业主批准的《焊接工艺规程》的要求采用焊接材料、进行焊接前预热和焊后热处理。
当环境条件不能满足焊接工艺规程所规定的条件时,必须按要求采取措施后才能进行焊接。
3.3焊前准备
1)管材切割
①管道切割可采用机械或火焊切割,2″以下碳钢管道可以用切割机切割,不锈钢管道不能用火焊切割,2″以下的不锈钢管可以用切割机切割,2″以上的不锈钢管用机械方法切割,切割后应清除表面氧化物和金属熔渣。
镀锌管应用切割机切割。
②管材切割时,考虑到切割打磨和焊接造成收缩,管道下料时应留1-2mm余量,安装固定口处应留10mm以上的余量。
③切割后,每段切割料上应作标记移植,标明材质、壁厚和规格。
切割后对未作标记的管材,没有经过确认,暂不能使用。
2)坡口形式的选择
管道焊接采用V型坡口,坡口形式见图1,坡口尺寸见表2,坡口对接形式间表3。
图1坡口形式图
坡口尺寸表2
s
p
b
a
3<t≤6
0~2
1~2.5
60°±5°
6<t≤30
0~2
2.0~3.5
60°±5°
坡口对接形式表表3
名称
坡口型式
备注
管道与管件对接
管道对接
不同管壁对接
承插式三通接头主管
3)坡口的加工
活动口的坡口加工采用机械方法,固定口的坡口采用氧乙炔焰加工。
采用热加工方法加工坡口后,必须除去坡口表面的氧化皮、溶渣,并将凹凸不平处打磨平整。
4)焊前清理
组焊前彻底清除坡口内及两边各20mm范围的油污、铁锈、砂土、水份、氧化皮及其他对焊接有害的物质,且不得有裂纹、夹层等缺陷。
5)焊口组对
①管道组对采用外对口器进行,坡口间隙和角度符合规范要求,壁厚相同的管子、管件组对时,应使内壁平齐,其错边量不应超过壁厚的10%,且不大于1mm,不同壁厚的管子、管件组对,当两壁厚差大于1.5mm时,应按规范要求进行必要的内坡口加工。
②管道组对时应清理管内和管件杂物,对于小管用压缩空气吹扫,对于大管可用棉纱头或清管器清理,清理、切割和组对完后管道两端应封闭。
点焊和焊接按照管道焊接程序要求进行。
6)定位焊
采用与根部焊道相同的焊接材料和焊接工艺。
定位焊缝的长度、厚度和间距,应能保证焊缝在正式焊接过程中不致开裂,可按表8.4.3.4执行。
熔入永久焊缝内的定位焊两端应修整以便于接头连接。
在根部焊道焊接前,对定位焊缝进行检查,当发现缺陷时,处理后方可施焊。
定位焊尺寸表4
焊件厚度(mm)
焊缝高度(mm)
焊缝长度(mm)
间距(mm)
≤4
<4
>5
50~100
5~20
≤0.7s且≤6
>10
100~300
>20
≤8
>50
250~400
3.4焊接施工要求
1)盖面焊道应当与钢管表面完全熔合。
应当在盖面焊接实施前进行要求的任何一侧的打磨。
盖面焊应当延伸超过焊口每侧至少1.56mm(1/16”)。
2)电弧焊只可以在坡口熔合表面而不可以在其他管道表面。
引弧烧伤将由承包商负责去除,并支付因为柱状割除存在引弧烧伤的管道和替换该管道的费用。
只有经过监理工程师授权批准,才可以根据以下规定对引弧烧伤进行打磨:
①应当仔细打磨,完全清除引弧烧伤的痕迹并确保最低程度得减少对管壁厚度的损失。
应当圆滑地打磨出原始管道的表面圆滑过渡线。
②打磨完成后,应当采用适当的无损检测方法检查打磨过的区域,以确保已经去除了金属凹痕并且没有裂纹。
③如果打磨后发现管壁厚度少于制管厂规定的最小管壁厚度,或如果在钢管上发现裂纹,那么,受到影响的区域将被柱状割除并用新的钢管替换。
3)除非施工图中规定,不可以将附件、接线片、管夹、支架或其他任何种类的附属物焊接在管道上。
如果施工图中规定了任何该类附属物,他们将被严格地依照给出的详细规定将其与管道连接。
4)在管道焊接过程中和刚刚完成焊接后,应当小心地搬运管道以防止对焊口造成不恰当的压力。
通常,只有当最后一道焊口冷却后才可以移动管道。
5)焊前预热采用碳钢管电加热片加热法,在加热过程随时测量加热温度,防止温度不够或过热,并作记录。
6)管道封底焊时,应检查内侧焊缝的成形质量,发现缺陷及时处理。
封底焊缝完成后应及时进行填充焊接。
7)多层焊每层焊完后应立即对层间进行清理,并进行外观检查,发现缺陷消除后方可进行下一层的焊接。
8)焊缝焊完后立即去除渣皮、飞溅物、清理干净焊缝表面,然后进行焊缝外观检查。
4焊接检查
4.1外观检查:
管道对接焊缝应进行100%外观检查,外观检查应符合下列规定:
1)焊缝外观成型应均匀一致,焊缝及其附近表面上不得有裂纹、未熔合、气孔、夹渣、飞溅、夹具焊点等缺陷。
2)焊缝表面不应低于母材表面,焊缝余高不得超过2mm,余高超过2mm时应打磨,打磨后与母材圆滑过渡,但不得伤及母材。
3)焊缝宽比外表面坡口每侧宽0.5~2mm。
4)咬边深度不得超过0.5mm;咬边深度小于0.3mm的任何长度过为合格;咬边深度在0.3~0.5mmp之间,单个长度不得超过30mm,累计长度不得大于焊缝全长的15%。
4.2无损检测:
符合设计规范要求。
4.3焊接修补
不符合SY/T4103标准的焊缝将依据SY/T4103标准进行返修。
1)只有经过监理工程师批准才可以进行缺陷焊缝的修复工作。
应当根据规定和规范的要求进行修补焊接规程,包括在以前修复的部位进行修补(二次修复)的修补规程的起草和认证,焊接修补规程的认证应当在施工焊接规程进行认证的同一时间和地点进行认证。
焊接修复作业只可以由取得返修资格的焊工来实施。
2)可以不事先通知监理工程师对曝露在盖帽焊外的焊接缺陷实施修补。
3)在连续焊接时,对层间焊道的修复将不被视为是焊接缺陷或修复。
4)不可以对裂纹进行修复。
5)只有经过监理工程师的批准才可以对以前修复过的部位实施修复(二次修复),任何时候都不可以对同一焊接部位进行超过两次的修复作业。
6)如果一个缺陷焊缝不可以被修复,或如果修复后的焊缝不合格,那么该焊缝将被柱状割除。
7)每个修复后的焊缝将采用与原始焊缝同样的方法,符合与原始焊缝同样的验收标准做100%的无损检测。
8)可修复的内部缺陷可以依照适用的焊接规程的要求和限定并符合以下规定进行修复作业:
①修复部位可以用一个长度不少于100mm的良好焊缝进行隔离。
②可以采用监理工程师批准的方法,用打磨或气弧刨削的方法将缺陷完全清除至良好金属状态,清除所有溶渣或剥落物。
③修复部分的长度不可以少于50mm。
修复焊缝的开始和结束位置不可以有过多层叠。
修复焊缝的开始和结束应当是圆滑的,并且将完成的修复部位进行打磨直至与原始盖冒焊缝表面相统一。
4.4焊接记录
1)焊条烘烤发放记录。
2)焊接施工记录。
3)焊缝返修记录。
4)焊缝外观检查记录。
5)焊接环境及焊材库房环境监测记录。
 升级会员
升级会员 