电磁开关的设计与制作+1要点.docx
《电磁开关的设计与制作+1要点.docx》由会员分享,可在线阅读,更多相关《电磁开关的设计与制作+1要点.docx(17页珍藏版)》请在冰豆网上搜索。
电磁开关的设计与制作+1要点
电磁开关的设计与制作
一、概述
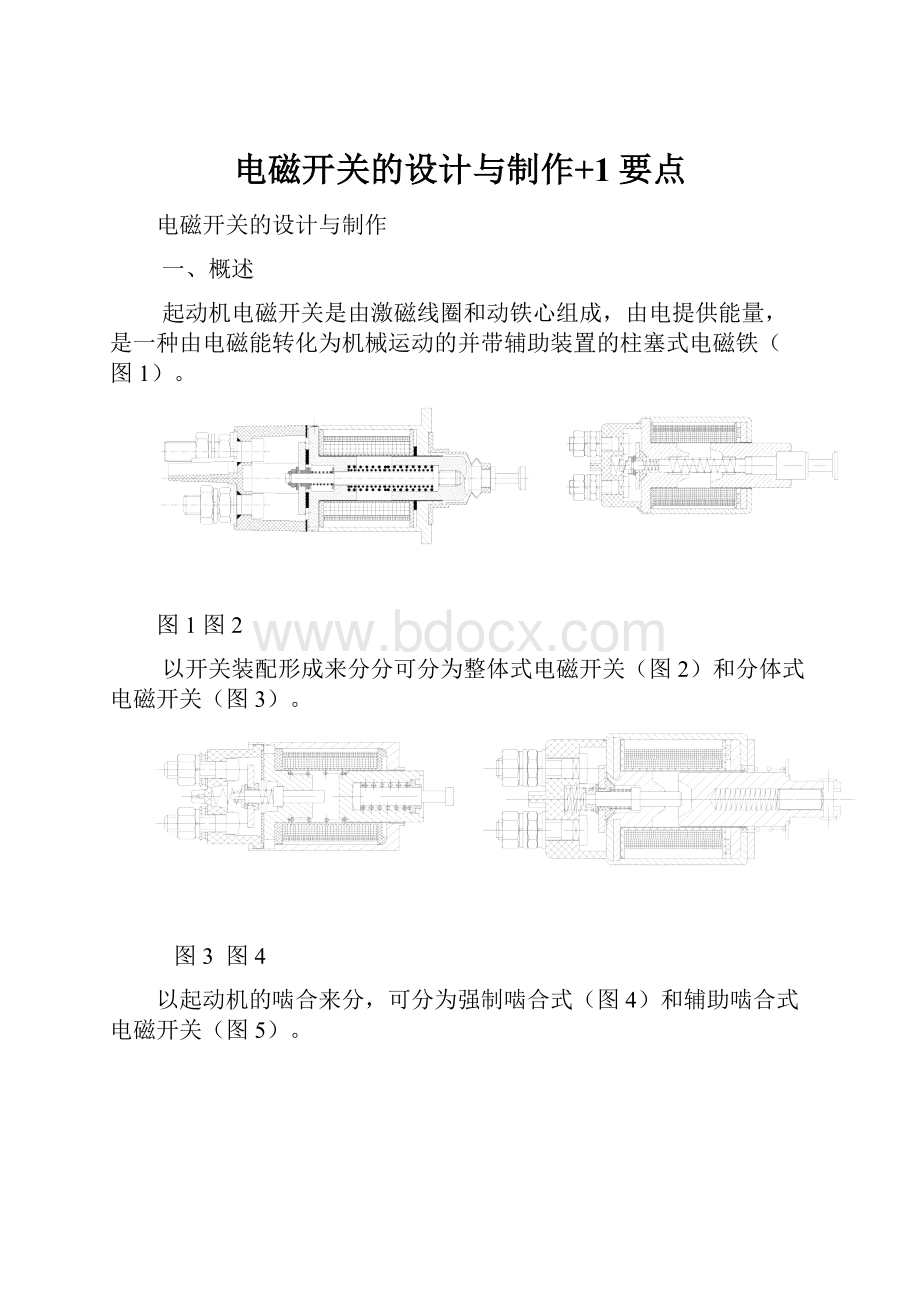
起动机电磁开关是由激磁线圈和动铁心组成,由电提供能量,是一种由电磁能转化为机械运动的并带辅助装置的柱塞式电磁铁(图1)。
图1图2
以开关装配形成来分分可分为整体式电磁开关(图2)和分体式电磁开关(图3)。
图3图4
以起动机的啮合来分,可分为强制啮合式(图4)和辅助啮合式电磁开关(图5)。
图5
各种形式的电磁开关,是针对起动机来讲的,离开起动机来讲电磁开关,就失去了其根本意义。
电磁开关典型的电路图及起动机电路图如下:
电路图
二、电磁开关在起动机上的安装形式的要求
1、安装方式
与起动机连接有凸缘式(见图4)和平底式的
(见图3),通过螺钉、螺栓紧固。
铁心与起动机连接,通常有直推式(图6)、
钩式(图7)、凹槽式(见图2)、螺栓(图8)等。
图6
图7图8
电磁开关电压等级通常分为
12V和24V两种电压等级。
因而
导致电磁开关始吸电压、释放电a
压也为两种,分别为8.4V、16.8V
和4.8V、9.6V,作为电磁开关的
生产,对断电能力的要求应充分b
考虑,否则,难于正常工作,甚至
损坏整个起动机。
每个电磁开关,
均有断电能力设计(图9)。
c
def
图9
主触点压降应作为专门考虑的,否则,将大大降低起动机的扭矩及输出功率。
对强制啮合式起动机的电磁开关和辅助啮合式起动机电磁开关的工作状况不同,要求也不同。
一般来讲,强制啮合式起动机的电磁开关工作时间稍长些,对保持线圈的要求相对稍高一些,而对于辅助起动的电磁开关来讲,状况有所不同,吸引线圈的要求要更高一些,因为短时间内要输出很大的电流,并要考虑起动机在偶然的顶齿状态下还能工作,因而选材也不同。
任何电磁开关都是本身产生力,又利用弹簧抵消力,从而保持一定的力而满足起动机的工作状态,并不是电磁开关的吸力越大越好(当然要考虑在发热状态下也能正常工作),否则将会损坏起动机,损坏发动机。
三、有关电磁的基本原理
1、磁场和磁力线
在磁源周围的一定的空间,所有铁磁物均要受磁源的磁力影响,这磁源影响的范围叫磁场。
磁场由无数的假想的线来描绘,统称磁力线。
磁力线的多少,可表示磁场的强弱,用磁力线的流向表示磁场的方向。
在一物体的外部,磁力线由N极流向S极的,在内部却又连续地由S极流向N极的。
2、磁通和磁感应强度
通过某一截面的磁力线数称为磁通,在规定单位截面积内穿过的磁力线数称为磁感应强度。
3、电和磁的关系
右手定则确定了电流方向和磁力线的方向,电磁开关就是应用这一原理,而使动铁心向一个方向动作,而组成电能转化为机械能的机构。
4、磁阻和磁导
磁能流过导磁体和空气隙时,同样要受到一定的阻力,这就是磁阻。
磁阻的倒数即为磁导。
磁阻的大小与磁场的长度成正比,而与磁路的截面积成反比。
相反地,磁导的大小与截面积成正比,而与长度成反比。
四、电磁开关的磁路和吸力计算
1、电磁开关的磁路
电磁开关通过静铁心、动铁心、开关壳形成一个磁路,产生一个较大的力。
电磁开关的激磁线圈与动铁心之间产生一个磁路,形成一个螺线管力。
吸力公式:
F=9.8×(B/5000)2·S
式中:
F—电磁吸力(N)
B—磁感应强度(wb/cm2)
S——磁极表面总面积(cm2)
在计算气隙较大时的吸力,应引入一个修正系数。
公式为:
F=9.8×(B/5000)2·S·1/(1+aδ)
式中:
a为修正系数,一般取3—5;
δ—气隙长度(cm)
为了便于计算,可以忽略铁磁阻所推导出来的数值,可以列为:
F=9.8×6.4×10-8(IW)2〔兀r2/δ2+g/u0(z2/Lc)2〕
式中:
IW—为安匝数,即电流×匝数
g—比磁导,即Gδ/L
五、电磁磁开关的设计
1、对各部分的弹簧的分析
电磁开关的形式不同,采用的弹簧数也不同,但受力情况均为一致的。
(1)动触点初压力
动触点初压力,即装配成一体的弹簧预压力。
增大初压力,可以有效地改善始吸过程中的撞击,减少粘连现象,改善动触点和静触点之间往复冲击,避免往复过程中的拉弧现象。
根据起动机的功率及工作电流的大小,合理选用,常用为20—50N,对于大功率的辅助啮合式起动机的电磁开关,这初压力还应大一些,可为40—80N。
(2)动触点终压力
动触点终压力,既要考虑动铁心完全吸合状态,又要考虑复位(可能有2只)弹簧的反力,可采用50—80N的压力,因为这要考虑动、静触点,要通过很大的电流,(甚至考虑起动机制动时的电流)而尽可能减少两者的接触电阻,使之不易温度过高而损坏。
2、断电距离
对整体式电磁开关而言,这个问题不存在,因动铁心的行程较大,断电距离已大大满足。
对分体式强制啮合式的电磁开关这个问题较重要。
断电距离就是电磁开关静止时的动触点距静触点的间隙。
电磁开关工作时将产生较大的火花,而带负荷断开时,其火花更大,而引起拉弧。
其温度高达1300—2000℃。
间隙过小,更为引弧,烧蚀触点。
起动机小于1.5kw时,断电距离应大于2mm,其它一般应大于3mm。
3、附加行程
附加行程即动触点刚接触到静触点时至动、静触点完全闭合终停时顶杆的位移量。
这个距离要根据起动机功率大小而确定,一般取1—4mm。
起动机功率小时,可取小值,反之取大值。
应该注意的是,附加行程大小可影响起动机的始吸电压高低及保持电压的高低。
附加行程的最后确定,因根据起动机的检测情况而最后经修正后确定。
4、动、静铁心端部形状的确定
电磁开关是螺管式电磁铁,这种形式的动静铁心由于受到两个吸力的作用,即动、静铁心之间的表面力F1和另一个漏磁通所产生的螺管力F2,因此,电磁开关的电磁吸力等于两者之和。
根据电磁开关的气隙大小及实际工作情况,可选为平顶和锥顶的形状。
5、设计程序
根据起动机的要求,首先确定开关壳和动铁心的连接方式,再确定磁路计算、吸力的近似计算,根据等截面的原则(辅助啮合式除外)确定动、静铁心的直径,确定激磁线圈的参数。
(1)初步考虑的内容
A、气隙较大的电磁开关
根据初步需要的吸力、行程,首先确定铁心的直径,开关壳的内、外径,其次确定激磁线圈的尺寸,再考虑激磁线圈的安匝数,然后计算线径。
最后根据以上数据构画出其他尺寸。
B、气隙较小的电磁开关
这与前者的根本区别在于,前者借用其较大的螺管力,而后者考虑的是动、静铁心的表面吸力。
此类电磁开关的设计程序:
确定动、静铁心的直径——开关壳的内外径——线圈厚度——线圈长度——导线直径——确定安匝数——其它零部件。
六、设计和制作过程中应注意的事项
1、开关壳
开关壳一般采用材料为钢10,有冷挤成形的、拉伸成形的,甚至有钢管铆压或焊接的,应该说冷挤和拉伸的性能较好,可优先采用。
开关壳尺寸标注应考虑起动机因素。
安装静铁心的内圆最好设计成过盈配合。
根据开关的大小,收口内包的壁厚0.8-1.2mm(图10)。
图10
开关壳的线圈绕组、静铁心的装配,应考虑分二个步骤:
第一步向下压紧静铁心;第二步再收口,在夹具上应有所考虑。
既考虑压紧又不能把开关壳压塌。
在开关壳上一般有防转凸台,根据每种开关均应制定不同的防转扭矩。
2、静铁心
静铁心的材料一般为钢08、10。
有铆压式的、一次成形的,一次成形的性能较好。
铆压式的磁阻较大,如考虑不周,在耐久试验中,可能会产生电磁开关无力现象。
静铁心小外圆应比动铁心的外径略大些,
与线圈架内衬套过渡配合,便于动铁心定心,
避免锥顶式铁心卡住;静铁心大外圆与开关
壳可过盈配合;静铁心轴向尺寸应注意,一
方面考虑电磁开关的附加行程,另一方
面要考虑起动机的单向器打出位置(图11)。
图11
静铁心中间的孔是安置顶杆的,孔的内径和粗糙度要控制,国外有的加工成锥孔,对顶杆动作有其帮助的。
静铁心的档板的厚度不应小于4mm,既有磁路的需要,又要满足机械紧固及刚性上的需要。
3、动铁心
动铁心采用材料一般为钢08、10。
大部分加工形式是采用先冷拉,然后再切削加工,国外有拉槽式的,一般外径不加工,部分要磨加工。
动铁心的外圆与线圈架内衬的间隙不应太小,否则在工作中,由于尘埃、泥水,包括电镀层脱落,会引起动作不灵,甚至卡滞而不能工作。
动铁心的端面与起动机拨叉连接的尺寸在设计时应有所考虑,否则附加行程一致性也不好,影响使用效果(见图12a、b)。
ab
图12
还有Bosch拉杆形式铁心、Mitubishi内凹式铁心,要保证尺寸,有一定难度,在设计和加工时应注意。
4、动触组合
动触组合有单独式(图13a)、散件式(图13b)。
ab
图13
①绝缘垫圈及档圈
绝缘垫圈一般用酚醛玻璃布板,厚度≥1.2mm;
档圈不赞成用GB896开口档圈(图GB896)。
图GB896
②绝缘衬套
绝缘衬套采用酚醛棉纤维模塑料,禁止采用酚醛
压塑粉,因为酚醛压塑粉无纤维,既不耐高温,更不耐
冲击。
绝缘衬套一般采用加热压制成型(图14)。
在设计时,δ≥2,因尺寸过小,纤维流动性差,图14
仅粘合剂填充进去,没有强度。
如动触点为圆形的,应比动触点厚度高0.2mm;如动触点为条状的,应比动触点厚度小0.3mm左右。
如电磁开关为整体式的,外圆尽可能大一些,厚度也应可能厚些。
③动触点
动触点材料大都为T2,一般均为冲压式冷挤成形,形状为圆片状、条状等(见图15a、b、c、d)。
采用硬的交货状态或进行压平工艺,主要考虑材料组织紧密、刚性好。
日本Nikko公司的动触点采用T2冲压后,再在表面冲制数十个凸点,意在增大散热面积,改善接触状况。
表面要进行酸洗。
abcd
图15
④顶杆
顶杆材料多为马氏体型不锈钢,如1Cr13及H68、Q195等。
近年来国外采用硬铝材料,性能均不错。
顶杆材料一般采用非导磁材料,如电磁开关有充足的吸力,可采用Q195等导磁材料,但对于静铁心的内孔,以及顶杆连接的垂直度另有要求。
如中间有凸台形式的顶杆,且较长的,
设计时应考虑冷镦工艺的要求,可以在长
端设计成略大一点,这样工艺性较好,便
于加工(图16)。
图16
在动触组合装配中和装配后,对顶杆端部到动触点平面的尺寸要进行测量和控制,必要时要采用矫正和调整,便于控制附加行程。
5、开关盒
开关盒的材料常用热固性塑料,比较普通的是4110酚醛棉纤维模塑料或534酚醛碎布模塑料,也有部分厂家采用4330酚醛玻璃纤维增强压塑料。
这许多材料的加工均为加热模压而成的。
国外有采用141、151等酚醛压塑粉的,但由于和我们国情有些不相符,使用较少。
由于棉纤维和碎布混和在塑料里,流动性差,因而设计开关盒的时候,对筋等薄壁部位要有所考虑,厚度小于2mm的筋尽量不用,否则,压制出来的工件合格率很低,且筋的部位大都是酚醛树脂,没有强度。
在开关盒的顶部尽可能设计隔离凸台(图17),把B端、M端和S端的接线部位隔开。
隔离凸台的高度应高于接线柱第一个锁紧垫圈2mm以上。
图17
如开关盒在电磁开关上采用螺钉固定的,要考虑台阶高度,避免使用非标准长度的螺钉;如整体收口铆压的,考虑S端位置,尽可能对压装模不产生干涉。
开关盒在装配前,有条件的要采用风浴工艺。
6、静触点
静触点大都采用T2材料,经冷镦成形,螺纹经碾压而成(图18)。
图18
静触点工作端部形状,大都采用球形,端部刻纹。
装配前进行酸洗。
对于24V以上的电磁开关静触点,为了减少粘连和液桥现象,采用含接触点的工艺。
触电材料为铜钨合金、银钼合金、银氧化镉等。
由于触点生产工艺基本为内氧化法和粉末冶金法,对于粉末冶金法生产的触点不能进行酸洗,否则将对电磁开关带来严重的缺陷。
静触点的材料采用钢件的,对端点的电压降难以达到JB/T6706-2006中3.20的要求。
7、弹簧
电磁开关弹簧常用材料为碳素弹簧钢丝C级。
采用弹簧机卷绕而成,后经过回火、立定、表面处理。
弹簧最常用的公式:
弹簧刚度P′=Gd4/8D3n
式中:
P′—弹簧刚度(N/mm)
G--剪切弹性模量(N/mm2),79×103
d--钢丝直径(mm)
D--弹簧中径(mm)
n--弹簧有效圈数
考虑到弹簧工艺,一般在高度上可保
留一定范围,在预压力、工作压力、极限
压力应有所标注及控制(图19)。
考虑到防止弹簧的失效,一般弹簧的
螺旋角在5°~9°之间,特殊情况下可略
大些。
为了保证弹簧稳定的刚度,有效工
作圈数一般不少于3圈,特殊情况不少于2圈。
图19
弹簧的表面处理,如无特殊需要,尽可能采用氧化处理,避免电镀处理带来不良后果。
8、线圈及漆包线的选用
GB6109.1规定了漆包线的漆膜厚度、热级。
漆膜厚度分为3级:
1级表示薄漆型;2级表示厚漆型;3级表示特厚漆型。
在电磁开关中大都采用2级型。
热级:
表示漆包线的耐热等级。
米电阻ρ:
在20℃时测量1m长的铜线的电阻。
ρ=1/58~1/59(Ω·mm2/m)
如果电阻Rt在温度t而不是在20℃环境下测量,20℃时的电阻R20可按下式换算而得:
R20=Rt/1+α(t-20)
式中:
t—测量时实际温度(℃)
α—温度系数
在15-25℃温度范围内,温度系数为3.96×10-3。
电磁开关选用漆包线,应根据起动机情况而定。
对强制式啮合的起动机,吸引线圈可用130级的,保持线圈可用155级的;而对于辅助啮合的起动机,吸引线圈甚至用200级聚酯亚胺/聚酰胺亚胺复合线。
这些还应参照发动机起动机,有所变化。
吸引线圈与保持线圈一般同向绕制,建议采用保持线圈的末端接地,可以避免带来麻烦。
对于规格较小的铜线去漆,建议化学除漆法,采用剥漆机去漆,可能影响电磁开关性能。
两组线圈匝数一般相符,根据电阻变化,可适当有所变化。
整体式电磁开关的两组线圈的匝数差不应超过50匝,但在弹簧设计上相应改变。
至于保持线圈的反饶几十匝,在设计的时候可以弥补。
保持线圈的电流密度控制在30A范围内。
吸引线圈的电流密度可大些,但相应的措施应跟上。
9、橡胶密封件的确定和选用
电磁开关用橡胶件,常用为丁腈橡胶。
主要在电磁开关上起两个作用:
一、密封;二、填充减震。
建议在设计时标称硬度,控制在邵尔45-55就可以。
不要为了追求光泽而添加炭黑,对电磁开关就不利了。
铁心端部风琴式密封件,应采用硅橡胶,邵尔硬度在50-60即可。
10、接地焊接、连接片之间的焊接
单线制的电磁开关,有一根搭铁线焊接,
建议采用贮能焊,焊头不应太扁,否则产生应
力,易受震动而断裂。
焊接位置应确定(图20)。
而对于各连接片的焊锡,应采用不低于含
锡50%的锡条焊接。
采用中性助焊剂,焊点形状
应为平坦式,防止虚焊。
图20
贮能焊接的功率在800焦耳之间就可,控制方式建议采用镇江天华公司的汽缸动作式,对焊点比较有保证。
11、电磁开关的检测
这里说的是下线检验,首先强调的是电磁开关的支撑应为非导磁体,电压均为端电压,电压表、电流表精度不低于0.5级,其他测量仪表精度不低于1.0级。
闭合电压、电流按JB/T67074.7要求检验。
通常采用加载,并在一定气隙情况下判断验收,判定合格与否。
释放电压、电流的检查,通常采用带负载设额定值的检测方式判断合格与否。
主触点压降的检查对起动机来说事关重要,可直接影响起动机的输出和使用。
附加行程的检查,在稳定的批量生产中,可采用一定比例的抽检。
检测设备:
多品种生产的企业,可用合肥金东公司生产的,如下线检测,可采用常州福特莱公司的。
检测过程要求时间短,读数正确。
对辅助啮合的电磁开关,检测过程不能太长。
参考文献:
1、《电磁铁》蔡国廉
2、《汽车电器》汽车电器研究所
3、《电磁铁》北方工业出版社
 升级会员
升级会员 