浅析电解原铝质量管理.docx
《浅析电解原铝质量管理.docx》由会员分享,可在线阅读,更多相关《浅析电解原铝质量管理.docx(7页珍藏版)》请在冰豆网上搜索。
浅析电解原铝质量管理
浅谈电解原铝质量治理
张广平
(中铝包头铝业内蒙古包头014046)
【摘要】本文通过对电解原铝质量的分析,介绍了工业化熔盐电解法生产中阻碍原铝质量的因素,同时分不从原材料、电解工艺技术条件和过程治理及工序操纵等多方面提出切实可行的提高原铝质量的措施。
【关键词】原铝质量;电解槽
1前言
铝具有质轻、良好的导电性和导热性、可加工性以及构成高强度、耐腐蚀性的合金等优良的性能,铝是有色金属中应用最广泛的金属。
世界上除少量的铝以纯铝的形态应用以外,85%以上的铝是以合金的形态应用于交通、航空、汽车、建筑、包装材料、电力等行业。
铝合金的生产对原铝质量提出了专门高的要求,原铝质量的好坏直接阻碍到下游铝合金产品的质量,关于电解铝企业,提高原铝质量显得尤为重要。
2铝的质量标准
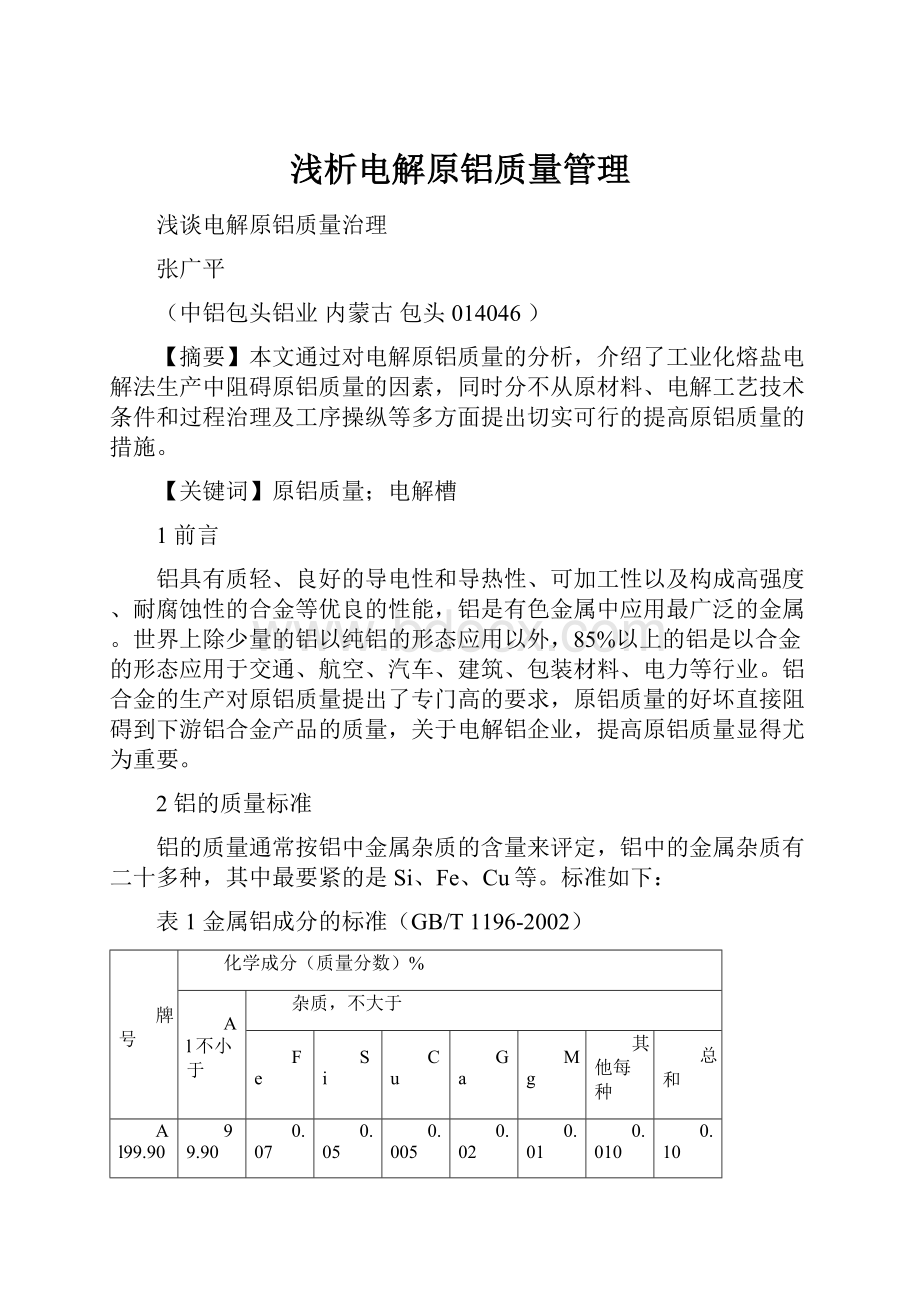
铝的质量通常按铝中金属杂质的含量来评定,铝中的金属杂质有二十多种,其中最要紧的是Si、Fe、Cu等。
标准如下:
表1金属铝成分的标准(GB/T1196-2002)
牌号
化学成分(质量分数)%
Al不小于
杂质,不大于
Fe
Si
Cu
Ga
Mg
其他每种
总和
Al99.90
99.90
0.07
0.05
0.005
0.02
0.01
0.010
0.10
Al99.85
99.85
0.12
0.08
0.005
0.03
0.02
0.015
0.15
Al99.70A
99.70
0.20
0.10
0.01
0.03
0.02
0.03
0.30
Al99.70
99.70
0.20
0.12
0.01
0.03
0.03
0.03
0.30
Al99.60
99.60
0.25
0.16
0.01
0.03
0.03
0.03
0.40
Al99.50
99.50
0.30
0.22
0.02
0.03
0.05
0.03
0.50
Al99.00
99.00
0.50
0.42
0.02
0.05
0.05
0.05
1.00
3电解铝生产流程
生产铝的方法有多种,就现代铝工业来讲,要紧采取冰晶石-氧化铝熔盐电解法,其生产工艺流程如下图:
从原铝的生产工艺流程能够看出,阻碍原铝质量的因素从大的方面来讲,要紧是原料氧化铝和阳极炭块以及电解生产工艺。
4原铝质量分析
4.1原铝中要紧杂质
通过对大量的电解原铝质量对比,我们发觉,电解槽中原铝杂质含量的变化要紧是金属铁和硅,减少原铝中铁和硅的含量成为提高原铝质量的主题。
4.2电解槽中铁、硅收支分析
按理论计算,1kgSiO2得出0.46kgSi,1kgFe2O3得出0.70kgFe,在支出方面,Fe和Si要紧随铝液带走。
但据文献报道,有相当数量的Si和Fe被电解槽排出的气体带走,带走的Si量约占原料进入的Si量的13%,而Fe量约占62%,见下表:
表2硅量和铁量收支计算(以1吨铝为基础)
收入
原料
质量
原料中杂质含量%
进入的杂质质量/kg
SiO2
Fe2O3
Si
Fe
氧化铝
1920
0.05
0.04
0.44
0.54
炭阳极
370
0.12
0.10
0.21
0.26
冰晶石
15
0.30
0.10
0.03
0.01
氟化铝
35
0.10
0.10
0.01
0.02
氟化镁
5
2.0
1
0.04
0.04
支出
电解产物
质量/kg
带走的杂质质量/kg
Si
Fe
原铝
1000
0.96
0.90
废气
0.10
0.60
合计
1.06
1.5
5工业化电解原铝质量的阻碍因素及解决途径
5.1原料的阻碍及原料合理品级的选择
原料氧化铝和阳极炭块的杂质成分对原铝质量的阻碍是最直接、最要紧的。
因此,选用品级高、杂质含量少的原料是最好的,但一方面选用高品级的氧化铝和阳极炭块会增加生产成本,另一方面质量合格、品级较低的氧化铝和阳极炭块还要广泛应用于工业电解铝生产,在电解铝生产稳定的情况下,要综合考虑选用原料品级。
依照笔者多年的观看分析,生产99.70%-99.90%的原铝(成分等同重熔用铝锭Al99.70-Al99.90),选用氧化铝品级AO-3~AO-1、阳极炭块中铁含量不大于800ppm的TY-3~TY-1各品级是比较经济合理的。
氧化铝各品级成分见下表:
表3氧化铝的化学成分(1998)
牌号
化学成分%
Al2O3
(不小于)
杂质质量(不大于)
SiO2
Fe2O3
Na2O
灼减
AO-1
98.6
0.02
0.02
0.05
1.0
AO-2
98.4
0.04
0.03
0.06
1.0
AO-3
98.3
0.06
0.04
0.65
1.0
AO-4
98.2
0.08
0.05
0.70
1.0
5.2电解生产治理方面对原铝质量的阻碍因素及解决方法
5.2.1电解工艺技术条件
电解工艺技术条件治理是电解生产的核心部分,它的好坏直接阻碍到电解槽的生产平稳,因此,在这方面,要重点把握工艺技术条件合理,工艺参数稳定,做到生产平稳,不发生病槽。
我们明白,原料中的杂质有一部分沉积在槽膛内壁的结壳里,它仿佛是这部分杂质的收容场所。
一旦电解槽生产失常,进入热行程,这部分杂质便会熔化,而沉积在结壳里的杂质便会被铝还原,使铝内杂质含量增多。
因此,电解槽保持合理的工艺技术条件,保持较低的电解温度,能提高原铝质量。
5.2.2电解生产操作
电解生产操作要紧有换阳极、出铝、边部加工、效应熄灭、抬母线、捞炭渣,数据测量等。
操作中要紧防止铁、硅杂物进入电解槽。
5.2.2.1换阳极作业
在换极操作中,对原铝质量产生阻碍的环节有铁工具掉入电解槽或因铁工具熔化进入电解槽,勾块不净出现压块进而产生阳极长包和阳极过热,设线不准出现电流分布过于集中导致阳极出现脱落、断层,阳极卡具掉入电解槽等。
因此,在换极过程中,要使用结实可靠的铁工具同时停留较短的时刻,假如铁工具温度太高要冷却后再使用。
同时还要做到设线要准,勾块要净,卡具放置要牢固,此外,除按打算更换阳极外,一旦发觉阳极脱落、掉块、裂纹或残极过薄钢爪熔化时,需要临时进行更换。
5.2.2.2出铝作业
在出铝过程中,对原铝质量产生阻碍的环节要紧有出铝管掉入电解槽,出铝过程中因槽况不行或操作不当发生电压波动,槽温升高等,因此在出铝时要保证出铝管结实完好,降阳极时认真观看电压变化情况,及时作出电压调整或依照情况停止出铝。
另外要特不注意出铝时及时降阳极,防止出现阳极脱离电解质造成爆炸事故。
5.2.2.3边部加工作业
在边部加工过程中,容易对原铝质量产生阻碍的环节是多功能打击头掉入电解槽,打壳时太靠边损坏槽沿板等。
因此,在边部加工作业过程中,要检查打击头质量和使用情况,并选择合理的加工部位。
5.2.2.4熄灭效应作业
在效应熄灭过程中,对原铝质量产生阻碍的环节是效应处理不当造成难灭效应或病槽。
为防止出现如此的情况,一方面要加强电解槽的日常治理,另一方面建议采取“两圈法”熄灭效应。
5.2.2.5捞炭渣及测量数据作业
捞炭渣及测量作业过程中,阻碍原铝质量的环节要紧是铁工具掉入电解槽中,因此在这两项作业中,要精细操作,使用完好的工具,幸免熔化铁器,及时冷却或更换工具。
5.2.3过程操纵和工序治理
5.2.3.1载氟氧化铝返回利用
因在电解过程中产生的HF气体需要净化处理,预焙电解系列都有载氟氧化铝返回到电解槽。
因通过数次烟气吸附循环,载氟氧化铝的铁含量要比新奇氧化铝上升约0.02,这势必会阻碍到原铝质量,应考虑在载氟氧化铝的流程上增加除铁工艺,降低其铁含量。
5.2.3.2电解槽总高过高,出现化槽沿板现象
随着电解槽龄的延长,炉底拱起,或者出于不的考虑提高铝水平,都会产生电解槽总高超过设计炉膛高度的现象,如此就专门容易发生化槽沿板的现象,在专门多的大修槽上能明显的看到这一点。
因此,通过调整其它的工艺技术参数操纵合理的总高,对提高原铝质量是特不必要的。
5.2.3.3阳极钢爪氧化剥落,铁的氧化物进入电解槽
因钢爪材质不行或电流密度不合理,预焙阳极钢爪会因氧化出现剥落,这些铁的氧化物随清极料中进而进入电解槽。
因此,一方面要提高阳极钢爪材质,另一方面通过适当减少保温料、降低钢爪温度或增加抗氧化涂层,减少钢爪氧化皮的出现。
5.2.3.4电解质上炕化钢爪
因电解质水平操纵不当、换极周期长、阳极消耗不均匀等造成电解质上炕化钢爪,为幸免出现如此的现象,应操纵适宜的电解质水平、确定合理的换极周期,均衡阳极电流分布。
5.2.3.5打击头断裂、熔化进入电解槽
产生打击头断裂、熔化进入电解槽的缘故,一方面是因为打击头长度、形状不合理,焊接不牢固、气缸无力;另一方面是因为电解质成分不行、结壳太硬。
因此,在提高打击头性能的同时要调整电解质成分(要紧是调整分子比),降低氧化铝壳面硬度。
除上述的因素以外,还要注意在生产中防止铁工具、吊环、焊条头、螺丝、捆效应杆铁丝、施工杂物等进入电解槽,同时保持厂房内外的整洁,设置母槽,把脏料和清扫物料加入母槽中。
6结语
原铝质量的治理是综合性系统工程,包含了对原料的要求、设备的性能、工艺的调整、工序的治理以及职员的责任心等多方面的因素,不论哪个环节出现问题都会对原铝质量产生阻碍。
我国铝企业的生产实践表明,高产和低耗是一致的,大凡电流效率高的电解槽,它们的原铝质量也往往是好的。
因此讲,原铝质量的好坏,综合反映出电解铝企业治理水平的高低,提高原铝质量,永无止境。
【参考文献】
〔1〕邱竹贤.预焙槽炼铝(第三版).北京.冶金工业出版社.2005.1
〔2〕殷恩生.160KA中心下料预焙铝电解槽生产工艺及治理.中南工业大学出版社.2000.4
 升级会员
升级会员 