螺纹孔对端面垂直度的检测.docx
《螺纹孔对端面垂直度的检测.docx》由会员分享,可在线阅读,更多相关《螺纹孔对端面垂直度的检测.docx(11页珍藏版)》请在冰豆网上搜索。
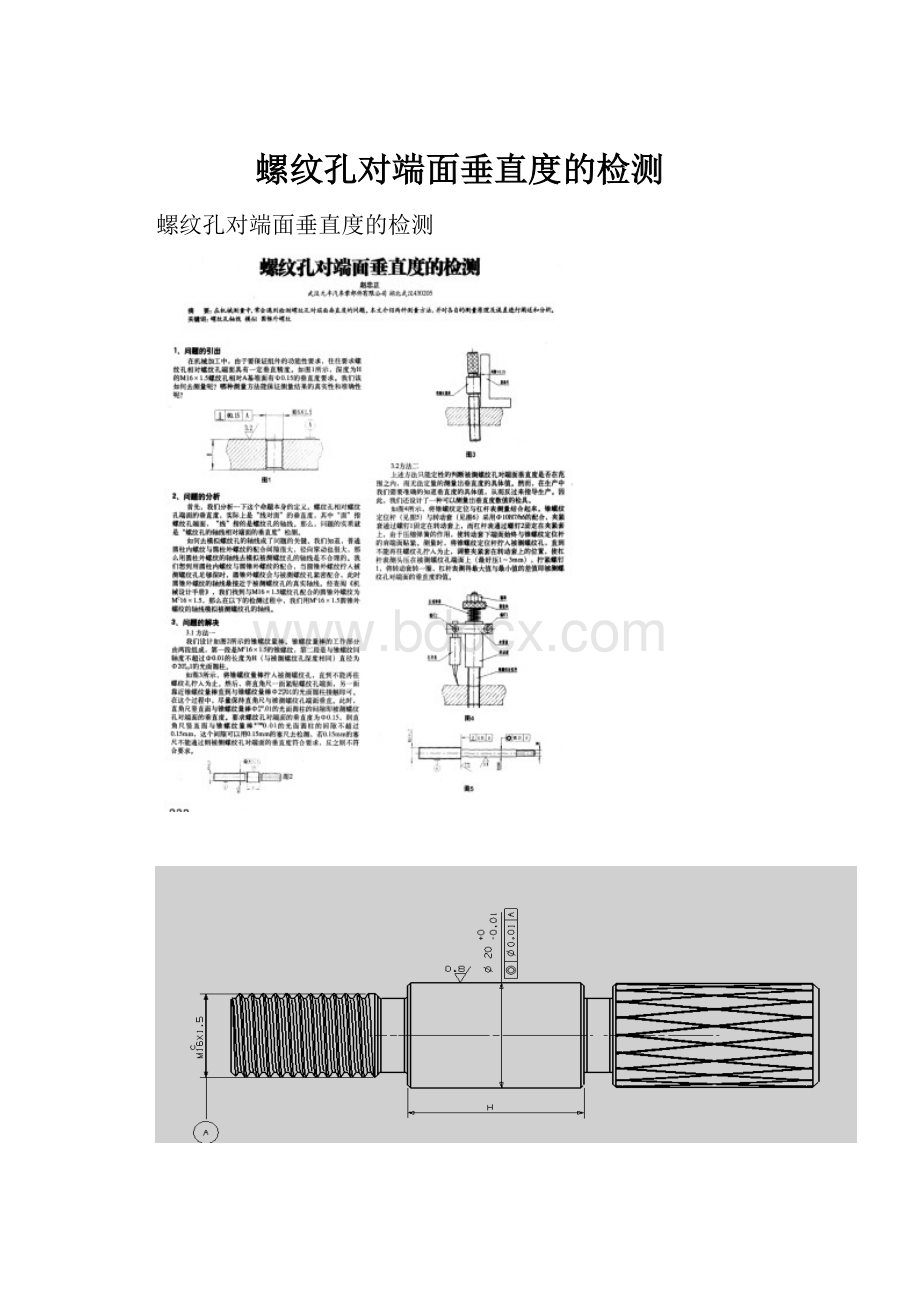
螺纹孔对端面垂直度的检测
螺纹孔对端面垂直度的检测
内螺纹的垂直度怎么加工和保证?
以及怎么测量?
在车床上加工内螺纹,可以与端面一块加工,这样就可以保证垂直度。
如果是攻丝,一要用夹具保证螺母的垂直度,
二要靠丝锥有良好的导向性,可以将丝锥前段磨出导向段,保证攻丝与预制孔的同轴度。
如果用手用丝锥攻丝,在开始攻丝的时候,可以用直角尺靠在丝锥上检查垂直度,如果垂直,继续攻一圈后再量,直至垂直度达到要求。
要检查加工完成的工件,可做一个检具,检具的做法,是一个带台阶的螺纹,像丝堵一样,拧到底以后,检具的台阶贴在内螺纹的端面上,查看光隙或涂色检验,或用塞尺检验。
三针法测量
螺纹测量的方法
南充职业技术学院机电工程系杨明轩
(南充职业技术学院学报2005年第3期)
摘要:
螺纹作为标准件在机件联结和传动中有着重要地位,在维修中加工螺纹也是常见的,螺纹的精度对其联结和传动有直接影响,螺纹检测的方法也是必备的。
关键词:
中径、螺距
1.用螺纹环(塞)规及卡板测量
对于一般标准螺纹,都采用螺纹环规或塞规来测量如图(a)示。
在测量外螺纹时,如果螺纹“过端”环规正好旋进,而“止端”环规旋不进,则说明所加工的螺纹符合要求,反之就不合格。
测量内螺纹时,采用螺纹塞规,以相同的方法进行测量。
图(a)
图(b)
图(d)
3.用齿厚游标卡尺测量
齿厚游标卡尺由互相垂直的高卡尺和齿厚卡尺组成,如图(d)示,用来测量梯形螺纹中径牙厚和蜗杆节径齿厚。
测量时,将齿高卡尺读数调整至齿顶高(梯形螺纹等于0.25﹡螺距t,蜗杆等于模数),随后使齿厚卡尺和蜗杆轴线大致相交成一螺纹升角β,并作少量摆动。
这时所测量的最小尺寸即为蜗杆轴线节径法向齿厚Sn。
蜗杆(或梯形螺纹)节径法向齿厚,可预先用下面的公式计算出来:
Sn=
t*cosβ
基中:
Sn:
蜗杆(或梯形螺纹)节径法向齿厚、t:
蜗杆周节、β:
螺纹升角
例1如何用齿厚游标卡尺对模数mn=6、头数K=2、外径da=80mm的蜗杆进行测量?
解在测量时应先算出:
蜗杆周节t=mn*π=6*3.142=18.852mm
蜗杆导程L=t*k=18.825*2=37.704mm
蜗杆节径d=da-2*ms=80-2*6=68.00mm
螺旋角β=
=
=
=10°1ˊ
蜗杆节径处法向齿厚 Sn=
t*cosβ=
*18.825*cos10°1ˊ=9.28mm
齿厚游标卡尺应在与蜗杆轴线成10°1ˊ的交角位置上进行测量,如果测得的蜗杆节径处法向齿厚实际尺寸为9.28mm时(因齿厚公差的存在,有些偏差),则说明蜗杆齿形正确。
4.三针测量法
用量针测量螺纹中径的方法称三针量法,测量时,在螺纹凹槽内放置具有同样直径D的三根量针,如图(e)示,然后用适当的量具(如千分尺等)来测量尺寸M的大小,以验证所加工的螺纹中径是否正确。
螺纹中径的计算公式:
d2=M-D
+
t*ctg
M:
千分尺测量的数值(mm)、D:
量针直径(mm)、α/2:
牙形半角、t:
工件螺距或蜗杆周节(mm)
量针直径D的计算公式:
D=
如果已知螺纹牙形角,也可用下面简化公式计算:
图(e)
螺纹牙形角α
简化公式
29°
D=0.516t
30°
D=0.518t
40°
D=0.533t
55°
D=0.564t
60°
D=0.577t
例2对M24﹡1.5的螺纹进行三针测量,已知M=24.325,求需用的量针直径D及螺纹中径d2?
解∵ α=60°代入D=0.577t中 得D=0.577﹡1.5=0.8655mm
∴d2=24.325-0.8655(1+1/0.5)+1.5﹡1.732/0.5=23.0275mm
与理论值(d2=23.026)相差△=23.0275-23.026=0.0015mm,可见其差值非常的小。
实际上螺纹的中径尺寸,一般都可以从螺纹标准中查得或从零件图上直接注明,因此只要将上面计算螺纹中径的公式移项,变换一下,便可得出计算千分尺应测得的读数公式:
M=d2+D
-
t*ctg
如果已知牙形角,也可以用下面简化公式计算:
螺纹牙形角α
简化公式
29°
M=d2+4.994D-1.933t
30°
M=d2+4.864D-1.886t
40°
M=d2+3.924D-1.374t
55°
M=d2+3.166D-0.960t
60°
M=d2+3D-0.866t
例3用三针量法测量M24﹡1.5的螺纹,已知D=0.866mm,d2=23.026mm,求千分尺应测得的读数值?
解∵α=60°代入上式
M=d2+3D-0.866t=23.026+3﹡0.866-0.866﹡1.5
=24.325mm
5.双针测量法
双针测量法的用途比三针测量法还要广泛,如螺纹圈数很少的螺纹,以及螺距大的螺纹(螺距大于6.5),都不便用三针量法测量,而用双针量法测量则简便可行,对于普通螺纹,牙形角α=60°,如图(f)示。
图(f)
d2=Mˊ-3D-
+0.866t
Mˊ:
双针量法的测量尺寸(mm)
(d2、D、t的含义同前,在图(f)上不再标注)
从上公式中可看出,在公式右端第一项与第三项中都含有Mˊ值,而Mˊ值需要在测量之前就计算出来,直接应用上述公式是不便计算理论Mˊ值,需对上式化简才能求出,以便在加工时准确控制Mˊ尺寸,保证螺纹中径d2合格。
双针量法测量螺纹中径用Mˊ值的计算如下:
由上式变形为:
d2=(Mˊ-D)-2D-
+0.866t
设Mˊ-D=x 上式变为:
d2=x-2D-
+0.866t
将上式变形为:
8xd2=8x2-16xD-t2+0.866(8x)t
整理后变为:
x2+(0.866t-2D-d2)x-
=0
求解出x来
x1=
x2=
舍去x2这个根,保留x1得出:
x=
将上式代入 Mˊ-D=x 进一步求解Mˊ:
Mˊ=
+D
这就是用双针法测量普通螺纹中径的理论值Mˊ的公式
例4用双针量法测量M12(6h)的螺纹,已知D=1.008mm,d2=10.863,求用双针量法测量时测得的读数?
解∵M12的粗牙螺纹α=60°螺距t=1.75mm
Mˊ=
+D
=
+1.008
=12.4051mm
而螺纹中径本身存在着公差,所测量出来的值也有范围。
由于螺纹是标准件,使用极其广泛,检测其精度是否符合标准是常见的工作,上面所介绍的几种测量方法也是常用的,对其归纳、总结、推导和演绎,希望对检测工作有所帮助。
(责任编辑高炳易)
 升级会员
升级会员 