机械制造基础习题DOC.docx
《机械制造基础习题DOC.docx》由会员分享,可在线阅读,更多相关《机械制造基础习题DOC.docx(22页珍藏版)》请在冰豆网上搜索。
机械制造基础习题DOC
机械制造基础温习要紧内容
第一篇金属材料知识
第一章
金属材料的要紧性能
1.力学性能、强度、塑性、硬度的概念?
表示方式?
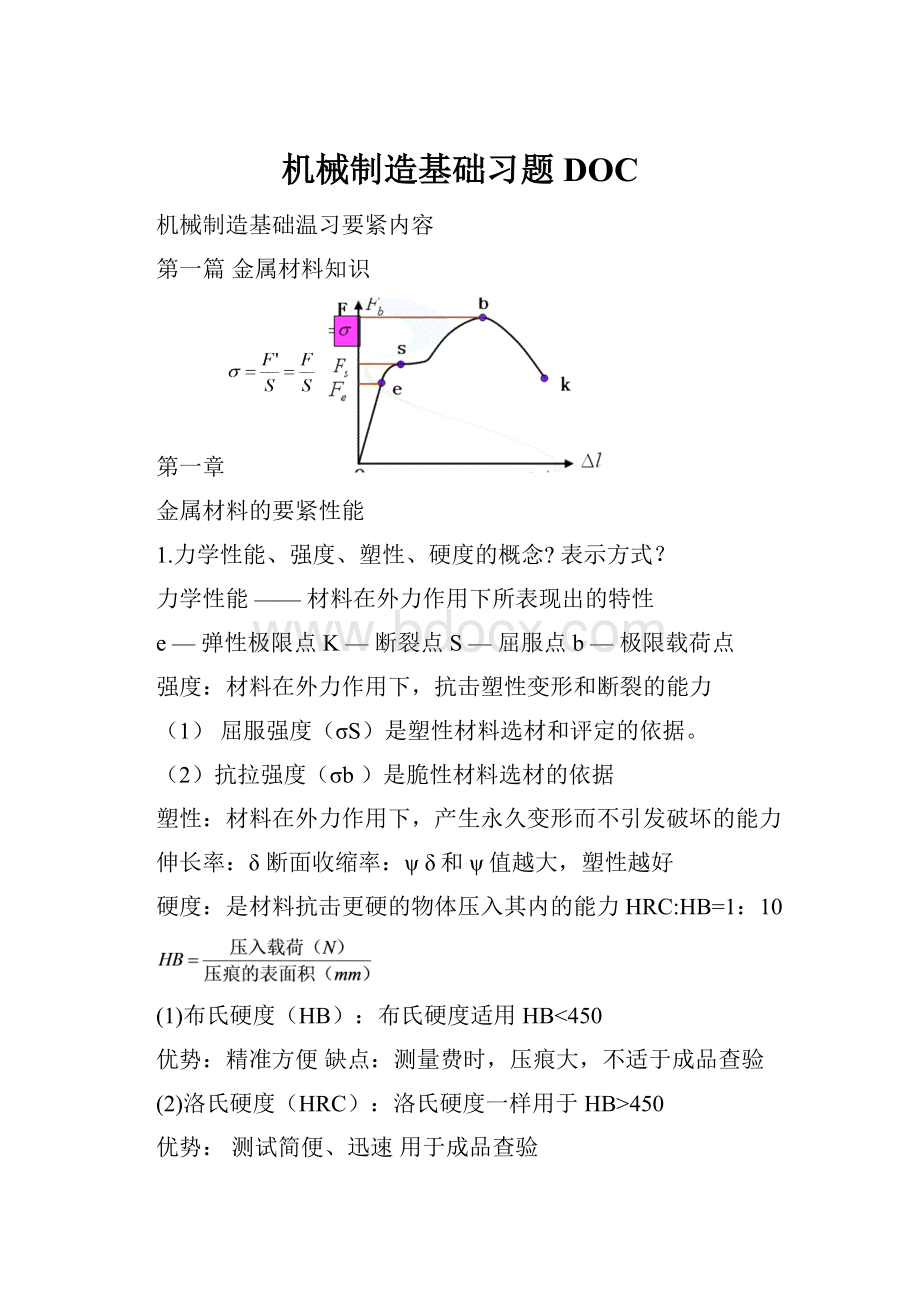
力学性能——材料在外力作用下所表现出的特性
e—弹性极限点K—断裂点S—屈服点b—极限载荷点
强度:
材料在外力作用下,抗击塑性变形和断裂的能力
(1)屈服强度(σS)是塑性材料选材和评定的依据。
(2)抗拉强度(σb)是脆性材料选材的依据
塑性:
材料在外力作用下,产生永久变形而不引发破坏的能力
伸长率:
δ断面收缩率:
ψδ和ψ值越大,塑性越好
硬度:
是材料抗击更硬的物体压入其内的能力HRC:
HB=1:
10
(1)布氏硬度(HB):
布氏硬度适用HB<450
优势:
精准方便缺点:
测量费时,压痕大,不适于成品查验
(2)洛氏硬度(HRC):
洛氏硬度一样用于HB>450
优势:
测试简便、迅速用于成品查验
缺点:
测得的硬度值重复性差,需在不同的部位测试数次
2.布氏和洛氏硬度法各有什么优缺点?
下列情形应采纳哪一种硬度法来检查其硬度?
库存钢材HB硬质合金刀头HRA
锻件HR台虎钳钳口HR
3.下列符号所表示的力学性能指标的名称和含义是什么?
σb抗拉强度σs屈服强度δ伸长率HRC洛氏硬度HBS布氏硬度
第二章铁碳合金
1.金属的结晶进程,金属的晶粒粗细对其力学性能有什么阻碍?
如何细化铸态晶粒?
金属是由许多大小、形状、晶格排列方向均不相同的晶粒所组成的多晶体。
一样金属的晶粒越细小,其力学性能越好。
细化晶粒的方式
1)变质处置2)增大过冷度3)机械的振动和搅拌4)热处置5)压力加工再结晶
2.什么是同素异晶转变?
室温和1100℃时的纯铁晶格有什么不同?
在固态下,随着温度的转变,金属的晶体结构从一种晶格类型转变成另一种晶格类型的进程。
室温下体心立方晶格
1100℃面心立方晶格
铁素体F
奥氏体A
3.金属的晶体结构类型?
铁碳合金的大体组织A、F、M、P
体心立方晶格面心立方晶格密排六方晶格
奥氏体(A)—碳(C)溶入γ-Fe中所形成的固溶体
铁素体(F)—碳(C)溶入α-Fe中所形成的固溶体。
马氏体(M)----碳在铁素体中的过饱和固溶体
珠光体(P=F+Fe3C)—是铁素体和渗碳体组成的机械混合物
渗碳体(Fe3C)—是金属化合物。
%C
莱氏体(Le)—是奥氏体和渗碳体组成的机械混合物。
莱氏体(Le)1147℃%C
727℃以上为高温Le(A+Fe3C);
727℃以下为低温Le’(P+Fe3C);
4.试绘简化的铁碳合金状态图中钢的部份,标出各特性点的符号,填写个区组织名称。
A—纯铁的熔点
D—Fe3C的熔点。
E—C在γ-Fe中的最大溶解度点。
1147℃%C钢和铁的分界点
C—共晶点,1147℃%C
G—纯铁的同素异晶转变点。
912℃
P—C在α-Fe中的最大溶解度点727℃%C
S—共析点。
727℃%℃
ACD线—液相线AC—析出奥氏体(A)CD—析出Fe3C
AECF线—固相线AE—奥氏体(A)析出终了线ECF—共晶线1147℃
ES线—C在γ-Fe中的溶解度曲线。
GS线—奥氏体中析出铁素体的开始线A→F
GP线—F析出终了线。
PQ线—碳在α-Fe中的溶解度曲线
PSK线—共析线727℃
(1) 单相区:
L、F、A、Fe3C
(2) 两相区:
L+A、L+Fe3C、A+F、F+Fe3C
(3) 三相区:
L+A+Fe3C、A+F+Fe3C
共析钢T8钢室温组织:
P
亚共析钢45钢室温组织:
F+P
过共析钢T10钢P+Fe3C(网状)
共晶反映—在必然的温度下,由必然成份的液体
同时结晶出必然成份的两个固相的反映。
Le
共析反映—在必然的温度下,由必然成份的固相
同时结晶出不同成份的另外两个固相的反映。
5.
分析在缓慢冷却条件下,45钢和T10钢的结晶进程和室温组织。
共析钢:
亚共析钢:
过共析钢:
第三章钢的热处置
1.钢的分类及表示方式?
按化学成份分类:
1)碳素钢2)合金钢
按质量分类:
S:
使合金产生热裂、热脆缺点P:
使合金产生冷裂、冷脆缺点
1)一般钢2)优质钢3)高级优质钢
按用途分1)结构钢2)工具钢3)特殊性能钢
钢的名称
表示方法
示例
碳素钢结构钢
钢号用屈服强度A、B、C、D表示钢的质量等级
Q215-A,Q235-A,
优质碳素结构钢
用二位数表示钢中平均含碳量的万分之几。
25(低碳钢)5575
碳素工具钢
T其后面的一位或两位表示钢中平均含碳量的千分之几。
T8,T10,T10A,T12
合金结构钢
数字合金的含量百分之几表示钢的平均含碳量,以万分之几+元素符号+数字合金的含量百分之几表示
40Cr2Mo4V、60Si2Mn
2.什么是退火?
什么是正火?
二者的特点和用途有什么不同?
退火:
将钢件加热、保温至奥氏体化后随炉冷却(缓慢),使其从头结晶的热处置工艺
正火:
将钢加热到Ac3(亚共析钢)或Accm(过共析钢)以上30~50ºC,保温后从炉内掏出,空冷的热处置方工艺
不同点:
加热后钢的冷却方式不一样
相同点:
将钢加热到奥氏体区,使钢进行重结晶,解决了铸件、锻件晶粒粗大、组织不均匀的问题
3.亚共析钢的淬火温度为何是Ac3+(30~50℃)?
太高者太低有什么短处?
淬火的目的是使刚取得高强度、高硬度。
亚共析钢加热到Ac3+(30~50℃),使铁素体充分转变,取得单一奥氏体。
若淬火加热温度不足,因未能完全形成奧氏体,致使淬火后的组织中除马氏体外,还残余少量铁素体,使钢的硬度不足;若加热温度太高,因奥氏体晶粒长大,淬火后的马氏体组织也粗大,增加了钢的脆性,致使钢件裂纹和变形的偏向增大。
4.碳钢在油中淬火的后果如何?
什么缘故合金钢通常不在水中淬火?
碳钢在油中淬火,由于淬火冷却速度小于临界冷却速度,顾不能取得单一的马氏体组织。
合金钢因淬透性较好,为了避免淬火变形和开裂,以在油中淬火为宜。
5.钢在淬火后什么缘故要回火?
三种类型回火的用途有何不同?
回火类型
目的
应用
低温回火
(150~200℃)
减小内应力,降低脆性,保持良好的原淬火硬度(56~65HRC)和高的耐磨性。
工具、刃具、模具及其它耐磨件
中温回火(250~500℃)
获得高弹性,保持表面较高硬度(35~50HRC),获得一定的韧性
弹簧、发条、锻模板
高温回火
获得高强度,高塑性和高的冲击韧性,即良好的综合力学性能。
承受疲劳载荷的中碳钢,连杆、主轴、齿轮、重力螺钉
回火意义:
淬火后因“M”为不稳固组织,从头加热时,碳原子扩散能力增强,将以Fe3C形式析出,致使σb、HRC降低,δ、αk提高。
6.锯条、大弹簧、车床主轴、汽车变速箱齿轮的最终热处置有何不同?
锯条:
退火后加工成型,再淬火+低温回火>端部发蓝处置(防锈)
大弹簧:
油淬+中温回火
车床主轴:
调质处置(淬火后高温回火的综合热处置)
汽车变速箱齿轮:
渗碳、淬火+低温回火
7.现用T12钢制造钢锉,请填写工艺线路下划线中热处置工序名称?
锻造——退火——机加工————淬火——回火
第二篇铸造
第一章铸造工艺基础
1.铸造及特点?
将液态合金浇注到必然形状、尺寸铸型空腔中,待其冷却凝固,以取得毛坯或零件的生产方式.
(1)可生产形状任意复杂的制件,专门是内腔形状复杂的制件
(2)适应性强:
合金种类不受限制;铸件大小几乎不受限制。
(3)本钱低:
材料来源广;废品可重熔;
(4)废品率高、表面质量较低、劳动条件差
2.液态合金的充型能力及阻碍充型能力的因素有哪些?
不同化学成份的合金为何流动性不同?
什么缘故铸钢的充型能力比铸铁差?
充型能力——液体金属充满铸型型腔,取得尺寸精准、轮廓清楚的成形件的能力
阻碍因素:
合金的流动性、铸型性质、浇注条件、铸件结构
合金流动性要紧由合金结晶特点决定
铸铁和铸钢的化学成份不同,凝固方式不同,具有共晶成份的铸铁在结晶时逐层凝固,一干净的固体内表面较滑腻,对金属液的流动阻力小,故流动性好,充型能力强;铸钢在结晶时为模糊凝固或中间凝固,初生的树枝状晶体阻碍了金属液体的流动,故流动性差充型能力差。
3.收缩及对铸件质量的阻碍?
液体金属冷凝时,液态收缩和凝固收缩所缩减的容积得不到补充,在铸件最后凝固的部位形成一些孔洞。
大而集中的为缩孔,细小而分散的为缩松。
体收缩率铸件缩孔或缩松的缘故
线收缩率铸件产生应力、变形、裂纹缘故
4.缩孔和缩松对铸件质量有何阻碍?
为何缩孔比缩松较容易避免?
缩孔和缩松是铸件的力学性能下降,缩松还可使铸件因渗漏二报废。
缩孔集中在铸件上部或最后凝固的部位,而缩松却散布于铸件整个截面。
5.区分以下名词:
缩孔和缩松浇不足和冷隔逐层凝固和定向凝固
缩孔:
呈倒锥形,内腔粗糙,位于铸件上部中心处。
缩松:
呈小圆柱形,内腔滑腻,位于铸件中心截面处或散布于整个截面。
浇不足:
没有取得形状完整的铸件.
冷隔:
取得了形状完整的铸件,但铸件最后凝固处有凝固线。
6.什么是定向凝固原则?
什么是同时凝固原则?
各需用什么方法来实现?
第二章经常使用合金铸件的生产
1.阻碍铸铁石墨化的要紧因素是什么?
化学成份和铸件的冷却速度
C、Si(%)——增进石墨化
S(%)——反石墨化
Mn(%)——脱S,提高铸铁强度、减小S的有害作用。
铸件壁愈厚,冷却速度愈慢,则石墨化偏向愈大,愈易患到粗大的石墨片和铁素体基体。
2.铸铁的基体组织有那几种类型?
什么缘故铸铁的强度通常比钢的强度、塑性差?
白口铸铁:
P+Fe3C+Le
麻口铸铁:
P+Fe3C+G+Le
灰口铸铁:
珠光体灰口铸铁:
P+G片
珠光体+铁素体灰口铸铁:
P+F+G片
铁素体灰口铸铁:
F+G片
3.生产进程中如何取得不同形态石墨的铸铁?
灰铸铁最适于制造哪类铸件?
什么缘故灰铸铁应用最广?
4.下列铸件宜选用哪类铸造合金?
车床床身摩托车汽缸体气压机曲轴汽缸套
第三章砂型铸造
1.手工造型适用什么条件?
适用于单件、小批量生产要紧用于单件小批生产、特大型铸件的生产。
第四章特种铸造
1.什么是熔模铸造?
工艺特点?
试用方框图表示其大致工艺进程。
用易熔材料制成样子,在易熔样子表面包裹若干层耐火涂料,待其硬化干燥后,将样子熔去制成中空型壳,从而取得无分型面的铸型,经高温焙烧后,填砂浇注而取得铸件的一种成形方式。
又称“失蜡铸造”
1)铸件精度较高
2)最适合高熔点及难加工的高合金钢3)形状较复杂的铸件
4)单件、成批、大量生产都可适用
5)工艺进程较复杂,生产周期长;铸件不能太大
2.金属型铸造有何优越性与不足?
什么缘故金属型铸造未能普遍取代砂型铸造?
3.压力铸造有何优缺点?
它与熔模铸造的适用范围有何不同?
1)铸件尺寸精度和表面质量最高
2)铸件的强度和表面硬度高
3)可压铸出形状复杂的薄壁件
4)生产率高。
每小时可铸50~150次。
5)设备模具本钱高,不适宜单件、小批生产
6)不适宜铸铁、钢等高熔点合金的铸造。
7)压铸件内部存在缩孔和缩松,气孔缺点
应用:
有色薄壁小件的大量量生产
应用:
适合25kg以下的高熔点、难以切削加工合金铸件的成批大量生产。
4.实型铸造的本质是什么?
它适用于哪一种场合?
用泡沫塑料样子替代木模(或金属模)制造铸型,样子不掏出,浇注时样子气化消失而取得铸件
可用于任意复杂,不受结构、尺寸、批量、合金种类限制的不同要求
第三篇金属压力加工
第一章金属的塑性变形
1.何谓塑性变形?
冷变形、热变形?
冷变形是指在再结晶温度以下的变形。
变形后具有明显的加工硬化现象(冷变形强化)
热变形是指在再结晶温度以上的变形。
在其变形进程中,其加工硬化随时被再结晶所排除。
因此,在此进程中表现不出加工硬化现象。
2.碳钢在锻造温度范围内变形时,是不是会有冷变形强化现象?
3.如何提高金属的塑性?
最经常使用的方法是什么?
第二章锻造
1.什么缘故重要的巨型锻件必需采纳自由锻的方式制造?
2.叙述模锻件图时应考虑的内容。
3.如何确信分模面的位置?
什么缘故模锻生产中不能直接锻出通孔?
1)分模面应选在锻件的最大截面处,最好是平直面
2)分模面的选择应使模膛浅而对称
3)分模面的选择应使锻件上所加敷料最少
4)使膜腔深度最浅
4.分析齿轮、前轴锻件的模锻进程?
第三章板料冲压
1.冲裁及其变形进程?
冲裁模的特点?
使坯料沿封锁轮廓分离的工序。
①弹性变形时期②塑性变形时期③断裂、分离时期
1)凸凹模要具有锋利的刃口2)凸凹模间隙要合理
3)凸凹模刃口尺寸要正确4)排样要合理
2.拉深变形及常见缺点、避免方法?
使坯料在凸模的作用下压入凹模,取得空心体零件的冲压工序
1)拉裂(拉穿)2)起皱
1)凸凹模的工作部份必需具有必然的圆角;2)凸凹模间隙要合理
3)操纵拉深系数4)设置压边圈
3.弯曲变形及特点?
将平直板料弯成必然的角度或圆弧的工序
1)变形区域要紧在圆角部位
2)外层受拉应力,内层受压应力
4.材料的回弹现象对冲压生产有何阻碍?
第四篇焊接
第一章电弧焊
1.焊接电弧?
电极和焊件之间的气体产生强烈而持久的放电现象。
两个条件:
气体电离阴极发射电子
2.何谓焊接热阻碍区?
低碳钢焊接时热阻碍区又分为哪些区段?
各区段对焊接接头性能有何阻碍?
减小热阻碍区的方式是什么?
(3)小电流、快速焊接(4)采纳先进的焊接方式;(5)焊前预热、焊后热处置(正火)
3.焊条药皮起什么作用?
什么缘故药皮成份中一样都有锰铁?
在其它电弧焊中,用什么取代药皮的作用?
爱惜熔池、调整成份、稳固电弧、改善熔滴过渡
4.手工电弧焊、埋弧焊、气体爱惜焊的特点及在汽车生产中应用?
手工电弧焊的特点:
1.设备简单、应用灵活方便
2.劳动条件差、生产率低、质量不稳固。
埋弧自动焊工艺特点:
生产效率高(比手弧焊提高5~10倍)
焊接质量好(焊缝内气孔、夹渣少,焊缝美观)
本钱低(省工、省时、省料)
劳动条件好(无弧光,、飞溅,劳动强度低)
适应性差(平焊、长直焊缝和较大直径的环缝)
焊接设备复杂,焊前预备工作严格
氩弧焊的特点:
①机械爱惜成效好,焊缝金属纯净,焊缝成形美观,焊接质量优良
②电弧燃烧稳固,飞溅小。
③焊接热阻碍区和变形小。
④氩气昂贵,设备造价高
CO2气体爱惜焊的特点:
①生产率高(手弧焊的1~3倍)。
②本钱低(手弧焊的40%)
③焊接热阻碍区和变形小
④可进行全位置焊接
⑤飞溅严峻,焊缝成形差
第二章其它经常使用焊接方式
1.电阻焊、钎焊、工艺特点及在汽车生产中的应用
利用电流通过焊件及接触处所产生的电阻热、将焊件局部加热到塑性或熔化状态,然后在压力下形成焊接接头的焊接方式。
电阻焊分为:
点焊、缝焊和对焊。
电阻焊特点:
焊接电压低,电流大,生产率高;
⏹不需要填充金属,焊接变形小;
⏹劳动条件好,操作简单,易于实现自动化生产;
⏹焊接设备复杂,投资大;
⏹适用于大量量生产;
⏹对焊件厚度和接头形式有必然限制
钎焊:
利用低熔点的钎料润湿母材,填充接头间隙并与母材彼此扩散实现连接焊件的方式
钎焊的特点
1.加热温度低,接头组织、性能转变小;焊接变形小,工件尺寸精准。
2.可焊同种、异种金属和厚薄差异的工件。
3.生产率高。
易于实现自动化。
第三章经常使用金属材料的焊接
1.材料的焊接性及其评估方式?
指被焊金属采纳必然的焊接方式、焊接材料、工艺参数及结构形式条件下,取得优质焊接接头的难易程度。
①工艺焊接性②利用焊接性
1实验法2碳当量估算法
第五篇切削加工
第一章金属切削的基础知识
1.切削运动及其参数?
刀具与工件之间的相对运动:
1.主运动切削进程最要紧的运动2.进给运动:
使金属层不断投入切削,加工出完整表面所需的运动。
3.主运动和进给运动的合成
切削用量三要素:
(1)切削速度(vc)2)进给量(f)3)背吃刀量(ap)
切削层参数:
1)切削厚度(ac)2)切削宽度(aw)3)切削面积(AC)
2.刀具材料性能要求及经常使用刀具材料?
什么缘故不宜用碳素工具钢制造拉刀和齿轮刀具等
复杂刀具?
什么缘故目前常采纳高速钢制造这种刀具,而较少采纳硬质合金?
刀具材料的大体要求:
⑴硬度60HRC以上⑵强度和韧性。
⑶耐磨性⑷耐热性⑸工艺性
经常使用刀具材料⑴碳素工具钢C=~%;T八、T12等HRC≈61~64
应用:
速度低、形状简单的手动工具。
如锉刀、锯条等。
⑵合金工具钢9SiCr、CrWMn等。
应用:
速度低、形状复杂的工具。
如绞刀、丝锥等
⑶高速钢(W18Cr4V)应用:
形状复杂的刀具如钻头、铣刀、拉刀、齿轮刀具和其他成形刀具
⑷硬质合金碳化物+粘结剂——粉末冶金
⑸陶瓷材料Al2O3加工高硬度、高强度钢及精加工
3.材料的切削加工性及评估方式?
切削加工性是指材料被切削加工的难易程度
衡量材料切削加工性的指标:
1.必然刀具耐费用下的切削速度材料的切削加工性越好。
2.相对加工性kr>1良好<1较差
3.已加工表面质量较容易取得好的表面质量的材料,其切削加工性较好
4.切屑的操纵或断屑的难易切屑较容易操纵或易于断屑的材料,其切削加工性较好
5.切削力在相同切削条件下,凡切削力较小的材料,其切削加工性较好;
4.刀头的结构及角度?
第二章经常使用加工方式综述
1.车削、钻削、铣削、磨削的特点?
适于加工何种表面?
什么缘故?
特点
应用
车削
1.易于保证各面的位置精度2.切削过程比较平稳
3.适用有色金属的精加工4.刀具简单
车外圆面,车内圆面,车端面、车槽、切断,车锥面,车成形面,车螺纹,滚花
钻削
1头易产生“引偏”2排屑困难①使工件表面质量降低;②卡死、甚至折断钻头。
3散热条件差热量不易传散出去,刀具磨损加剧
钻孔主要用于粗加工
铣削
1)生产率高2)散热条件好;3)容易产生振动
主加工平面,同时沟槽、成形面、切断
磨削
1.精度高、表面粗糙度低;2.磨削温度高
3.砂轮具有自锐性4.背向磨削力Fp较大
1外圆磨削2.内圆磨削3.平面磨削4.成形面磨削
第三章典型表面加工分析
1.在零件的加工进程中,什么缘故常把粗加工和精加工分开进行?
因为粗加工的加工余量,工件表面不一至,致使在加工进程中产品的变形,加工辅具的磨损,加工表面的质量都不稳固,因此为尽可能排除以上问题,需要分开安排
2.外圆、孔、平面的加工方案的制订
序号
外圆加工方法
尺寸公差等级
表面粗糙度
适用范围
1
粗车
IT13~IT11
50~
适用各种金属(未淬硬)、非金属材料
2
粗车—半精车
IT10~IT9
~
3
粗车—半精车—精车
IT8~IT7
~
4
粗车—半精车—磨削
IT7~IT6
~
适用于淬火钢、未淬火钢、铸铁等
5
粗车—半精车—粗磨—精磨
IT6~IT5
~
6
粗车—半精车—粗磨—精磨—研磨
IT5~IT3
~
7
粗车—半精车—精车—精细车
IT6~IT7
~
有色金属
序号
孔加工方法
尺寸公差等级
表面粗糙度
适用范围
1
钻
IT13~IT11
50~
各种实体工件
2
钻—扩
IT9
~
φ<30
钢、铸铁、有色金属
3
钻—镗
φ>30
4
钻—铰
IT8
~
φ<20
钢、铸铁、有色金属
5
钻—扩—铰
钻—粗镗—精镗
钻—(扩)—拉
φ>20
6
钻—粗铰—精铰
IT7
~
φ<12
钢、铸铁、有色金属
7
钻—扩—粗铰—精铰
钻—镗—粗磨—精磨—珩磨
钻—拉—精拉
φ>12
8
粗镗—半精镗淬粗磨—精磨—珩磨
IT7~IT6
~
已铸出、锻出孔
9
粗镗—半精镗—精镗—精细镗
有色金属
序号
平面加工方法
尺寸公差等级
表面粗糙度
适用范围
1
粗车—半精车—精车粗车—半精车—磨削
适用回转体零件的端面
2
粗铣(刨)
IT13~IT10
50~
适用于未淬火钢、铸铁有色金属
3
粗铣(刨)—精铣(刨)
IT9~IT8
~
4
粗铣(刨)—精铣(刨)—刮研(宽刀细刨、高速铣削)
IT7~IT6
~
5
粗铣(刨)—精铣(刨)—粗磨—精磨
IT6~IT5
~
适用于淬火钢、铸铁等
6
粗铣(刨)—精铣(刨)—粗磨—精磨—研磨
IT5~IT3
~
7
拉
IT8~IT7
~
第四章工艺进程的大体知识
1.何谓生产进程、工艺进程、工序?
生产进程:
由原材料制成各类零件,并装配成机械的全进程
工艺进程:
改变原材料的(毛坯)的形状、尺寸、性能,使之变成成品的进程
工序:
在同一工作地址对一个(一组)零件所持续完成的那部份工艺进程
2.生产类型有哪几种?
不同生产类型对零件的工艺进程有哪些要紧阻碍?
1)单件生产:
单个地制造某种零件,很少重复、乃至不重复活产
2)成批生产:
成批地制造相同的零件,每隔一按时刻又重复活产。
3)大量生产:
常常重复地进行一种零件某一工序的生产。
3.什么是安装与定位?
定位原理及分析?
定位+夹紧=安装
六点定位原理:
完全确信工件的正确位置,必需有六个相应的支承点来限制工件的六个自由度,称为六点定位原理
①完全定位
工件在夹具中六个自由度都被限制,工件具有唯一确信的位置。
②不完全定位
工件在夹具中被限制的自由度数少于六个,仍能保证加工质量。
③欠定位:
只限制:
④过定位:
夹具顶用两个或两个以上的支承点重复限制工件的某一个自由度
 升级会员
升级会员 