电阻焊319.docx
《电阻焊319.docx》由会员分享,可在线阅读,更多相关《电阻焊319.docx(16页珍藏版)》请在冰豆网上搜索。
电阻焊319
电阻焊
DIN1910第5部分为电阻焊的名称、概念和分类方法。
一、概念
电阻焊:
是将被焊工件压紧于两电极之间,并通以电流,利用电流流经工件接触面及邻近区域产生的电阻热将其加热到熔化或塑性状态,使之形成金属结合的一种方法。
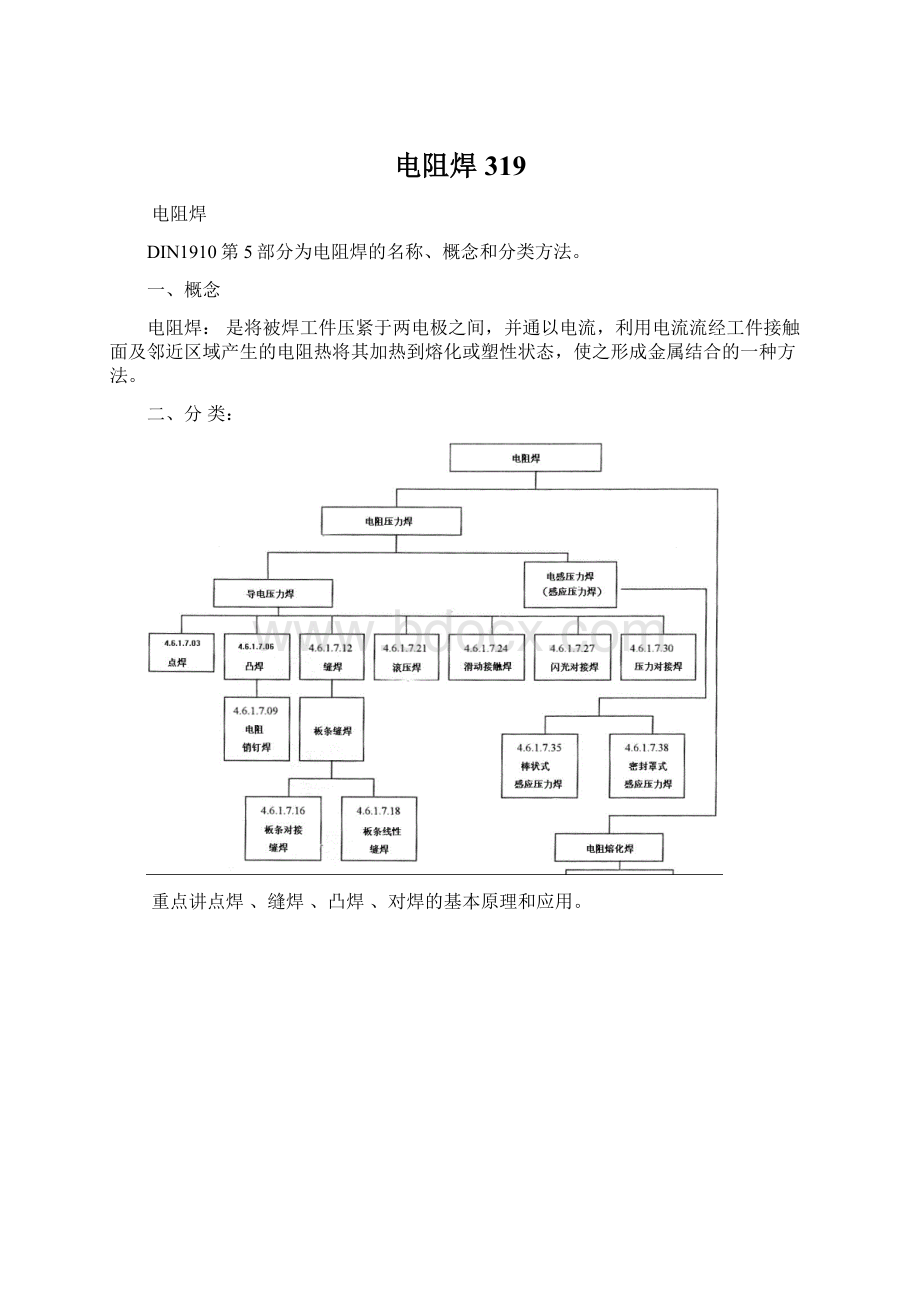
二、分类:
重点讲点焊、缝焊、凸焊、对焊的基本原理和应用。
三、电阻点焊(RP)
点焊是一种高速,经济的连接方法。
点焊时工件只在有限的接触面上,即所谓“点”上被焊接起来,并形成扁球形的熔核。
1.点焊种类:
单面点焊、双面焊、单点焊、多点焊.
(1)双面点焊(RPS)直接点焊
双面点焊示意图
(2)单面点焊(RPE)间接点焊
单面点焊示意图
(3)冲击点焊
冲击点焊示意图
2.应用
点阻点焊适用于制造可以采用搭接,接头不要求气密的冲压、扎制的薄板构件。
可焊最大厚度:
钢板约20~30mm;铝板约(8+8)mm。
3.点焊中电阻的变化情况
1)电阻的主要影响因素
R3、R4、R5取决于工件
表面、电极工作表面质量以
及电极压力大小。
R6、R7仅受板厚和电极
工作面大小的影响。
R1、R2取决于电极的长
度、断面以及材料。
2)总电阻的分配情况
3)点焊过程中接触电阻的变化
4)点焊中热量的变化情况
4.电阻点焊工作流程
5.工艺参数的确定
6.点焊的几个影响因素
1)钢板表面对剪切力的影响
2)焊点间距对点焊接头剪切力的影响
3)不同厚度时分流对剪切力的影响
点焊接头点距
工件厚度/㎜
点距/㎜
结构钢
耐热钢
铝合金
0.5
10
7
11
1.0
12
10
15
1.5
14
12
18
2.0
18
14
22
3.0
24
18
30
4)其它方面的影响
7.各种材料点焊的焊接性及典型材料的焊接
1)焊接性
2)典型材料的焊接
1碳钢C≤0.15%
焊接性非常好,可调节参数具有很大的调节范围。
焊点直径:
5.5•√t[㎜]
电极压力:
2000t[N]
焊接时间:
8t[周波]
焊接电流:
9.5•√t[KA]
抗剪强度:
6000t[N]注:
t—板厚
2碳钢C>0.15%
焊接性好,但由于碳含量的增大,易产生过热及裂纹倾向。
因此,常用慢速加热,冷却或加脉冲的方法焊接。
3镀层钢板的点焊
点焊性较好。
焊接时注意的问题:
▲电极易与镀层粘附,缩短电极使用寿命。
▲镀层金属的熔点比低碳钢低,加热时先融化的镀层金属使两板之间的接触面扩大,电流密度减小,因此焊接电流密度比无镀层时大。
▲电极压力应比无镀层时大。
4不锈钢的点焊
▲奥氏体不锈钢、铁素体不锈钢:
由于电阻率高、导热性差、热敏感性强,可采用较小的焊接电流、较短的焊接时间和较大的电极压力。
▲马氏体不锈钢由于有淬火倾向,可采用较长焊接时间。
5铝合金的点焊
▲电导率和热导率较高,必须采用较大的焊接电流和较短的焊接时间。
▲塑性温度范围窄线膨胀系数大,必须采用较大的电极压力,电极随动性要好。
▲工件表面易生成氧化膜,焊前必须严格清理。
6铜合金的点焊
铜合金与铝合金相比,无太大的困难。
但纯铜点焊比较困难。
必须采取一定的措施,如电极与工件之间加垫片等。
四、缝焊(RR)
缝焊是用一对滚盘电极代替点焊的园柱形电极,与工件作相对运动,同时连续或断续送电,形成一个个熔核相互搭接的密封焊缝的电阻焊方法。
1.缝焊的分类
1)按滚轮电极旋转(焊件移动)与焊接电流通过(通电)的
机电配合方式可分:
·连续缝焊
电极连续旋转、焊件等速移动,焊接
电流连续通过,每半个周波形成一个焊点。
一般焊接速度为(10~20)M/mim。
·断续缝焊
电极连续旋转、焊件等速移动,焊接
电流断续通过,每“通—断”一次形成一
个焊点。
焊接速度(0.5~4.5)M/mim。
·步进缝焊
电极断续旋转、焊件相应断续移动,
焊接电流在电极与焊件静止时通过,每
“通—移”一次形成一个焊点。
焊接速度(0.2~0.6)M/mim。
2)按使用焊接电流波形将缝焊可分为:
工频交流缝焊、电容储能缝焊、直流冲击波缝焊、三相低频缝焊和
次级整流缝焊等。
3)按工件供电的方向可分为:
单面缝焊、双面缝焊。
4)按一次形成的焊缝数可分为:
单缝缝焊、双缝缝焊。
5)按缝焊工艺可分为:
垫箔缝焊、圆周缝焊、压平缝焊、铜线缝焊、周缘缝焊等。
缝焊可以搭接或对接缝焊(但应加垫箔)。
2.缝焊的应用
(1)家用电器(电冰箱壳体);
(2)交通运输(汽车、拖拉机油箱等);
(3)航天、航空(火箭燃料储箱等)密封性的接头;
(4)也用来连接普通板金件。
焊件的厚度通常在0.1~2㎜左右。
基本应用范围表
常焊材料
板厚(㎜)
接头形式
焊缝空间
位置
焊件工作条
和特点
备注
低碳钢
≤2.5
搭接
水平位置
密封性焊缝
允许厚度
比大
合金结构钢
≤2.5
不锈钢
≤2.0
耐热合金
≤3.0
铝合金
≤3.5
钛合金
≤3.0
 升级会员
升级会员 