任务3梯形螺纹的加工97.docx
《任务3梯形螺纹的加工97.docx》由会员分享,可在线阅读,更多相关《任务3梯形螺纹的加工97.docx(13页珍藏版)》请在冰豆网上搜索。
任务3梯形螺纹的加工97
任务3梯形螺纹的加工
【任务描述】
梯形螺纹是应用广泛的一种转动螺纹,如车床上的长丝杠和中、小滑板丝杠都是梯形螺纹。
梯形螺纹工作长度较长,精度要求较高,比普通螺纹加工要困难。
本任务从介绍梯形螺纹的基础知识入手,使学习者由浅入深地掌握梯形螺纹的相关工艺知识和操作技能。
【学习目标】
1、能识读梯形螺纹类零件图。
2、能刃磨梯形螺纹车刀并正确安装。
3、能合理选择切削用量与切削液,正确车削梯形螺纹。
4、能用三针测量法检测梯形螺纹。
5、能分析加工梯形螺纹过程中常见的质量问题出现的原因及解决方法。
【相关知识】
梯形螺纹是应用最广泛的传动螺纹,例如车床的长丝杠和中、小滑板的丝杠等都是梯形螺纹。
它们的使用精度要求较高,工作长度较长,牙型深度较深,因此车削时比普通三角形螺纹困难。
梯形螺纹分米制和英制两种。
国家标准规定,米制梯形螺纹的牙型角30°。
英制梯形螺纹在我国较少使用,其牙型角为29°。
一、梯形螺纹代号和计算
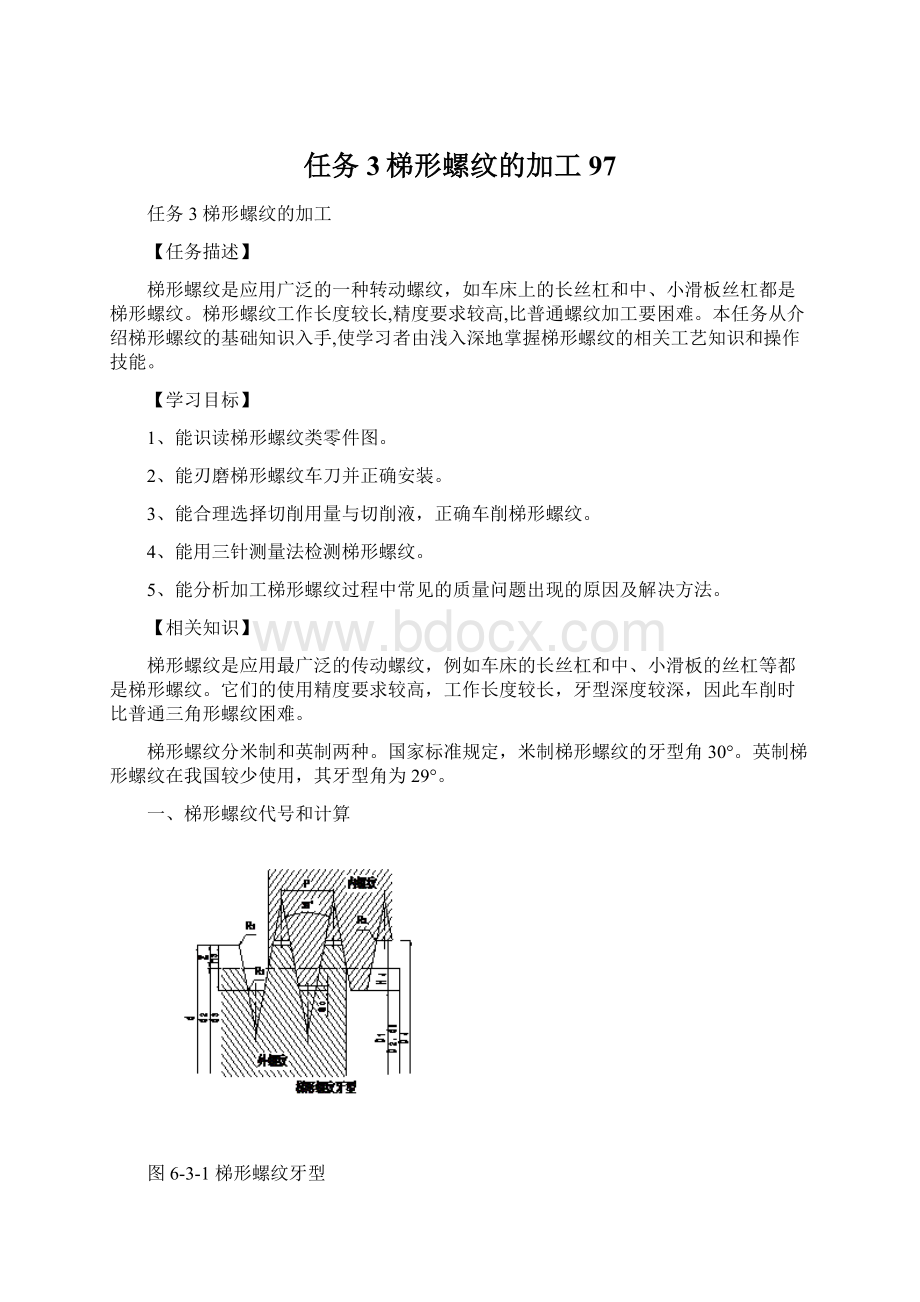
图6-3-1梯形螺纹牙型
梯形螺纹的完整标记是由螺纹代号、公差带代号及旋合长度代号组成,三者用“—”分开。
旋合长度分为三组,分别为短旋合长度(S组)、中旋合长度(N组)和长旋合长度(L组),当旋合长度为N组时可以不标注。
国标规定,梯形螺纹代号由螺纹种类代号Tr和螺纹“公称直径
导程”来表示。
由于标准对内螺纹小径和外螺纹大径只规定了一种公差带,规定外螺纹小径的公差带永远为h的基本偏差为零。
公差等级与中径公差等级相同,而对内螺纹大径,标准只规定下偏差为零,而对上偏差不作规定,因此梯形螺纹仅标记中径公差带,并代表梯形螺纹公差带。
标记举例
外螺纹:
Tr40
7LH—7e表示公称直径为40mm、螺距为7mm、中等旋合长度的梯形左螺纹,其中径和小径的公差等级为IT7,公差带的位置为e。
内螺纹:
Tr36
6—7H—L表示公称直径为36mm、螺距为6mm、长旋合长度的梯形内螺纹,其中径公差等级为IT7,公差带的位置为H。
螺纹副:
Tr40
7—7H/7e表示公称直径为40mm、螺距为7mm、内螺纹公差带为7H,外螺纹公差带为7e的螺纹副。
米制梯形螺纹的牙型如图6-3-1所示,其尺寸计算公式见表6-3-1。
表6-3-1梯形螺纹各部分名称、代号及其尺寸计算(mm)
名称
代号
计算公式
牙型角
α
α=30°
螺距
P
由螺纹标准规定
牙顶间隙
ac
P
1.5~5
6~12
14~44
ac
0.25
0.5
1
外螺纹大径
d
公称直径
外螺纹中径
d2
d2=d-0.5P
外螺纹小径
d3
D3=d-2h3
外螺纹牙高
h3
h3=0.5P+ac
内螺纹大径
D4
D4=d+2ac
内螺纹中径
D2
D2=d2
内螺纹小径
D1
D1=d-P
内螺纹牙高
H4
H4=h3
牙顶宽
f、f′
f=f′=0.366P
槽底宽
W、W′
W=W′=0.366P-0.536ac
二、梯形螺纹车刀
梯形螺纹车刀切削部分的材料有高速钢和硬质合金两类,现分别介绍如下。
1、高速钢梯形螺纹车刀
(1)粗车刀
为了提高螺纹的质量,加工时可分为粗车和精车两个过程。
高速钢梯形螺纹粗车刀的几何形状,如图6-3-2所示。
具体参数可按下列原则选择:
1)车刀刀尖角应等于或略小于螺纹牙型角。
2)为了便于左右切削并留有足够的精加工余量,刀头宽度应小于螺纹槽底宽。
3)切削钢件时,应磨出10°~15°的纵向前角,纵向后角为6°~8°。
4)车削右旋螺纹时,左侧后角=(3°~5°)+φ;右侧后角=(3°~5°)-φ。
5)为了增加刀尖的寿命,刀尖处适当倒圆。
图6-3-2高速钢梯形螺纹粗车刀
(2)精车刀
图6-3-3高速钢梯形螺纹精车刀
高速钢梯形螺纹精车刀如图6-3-3所示。
具体要求如下:
1)为了保证螺纹的牙型正确,刀尖角应等于牙型角,切削刃平直,表面粗糙度值要小,背前角应等于0°。
2)为了保证两侧切削刃切削顺利,刀尖锋利,从而获得较小的牙侧表面粗糙度值,两侧切削刃都应磨有较大前角(γ0=10°~20°)的断屑槽。
由于其材料的特点,高速钢梯形螺纹车刀只能用于低速切削精度要求较高的梯形螺纹,生产率较低。
2、硬质合金梯形螺纹车刀
为了提高效率,在车削一般精度梯形外螺纹时,可采用硬质合金车刀进行高速车削。
硬质合金梯形外螺纹车刀如图6-3-4所示。
高速切削梯形螺纹时,由于三个切削刃同时参加切削,切削力大,容易引起振动,并且当刀具前面是平行面(背前角为0°)时。
切屑呈带状流出,操作很不安全。
为了解决上述矛盾,可在前面上磨出两个圆弧槽,如图6-3-5所示。
这样可以使车刀前角增大,不仅不易振动、切削顺利,而且还可以改变切屑形状,切屑呈球状排出,既保证安全又易清除切屑。
图6-3-4硬质合金梯形螺纹车刀
图6-3-5双圆弧硬质合金梯形螺纹车刀
3、车刀装夹
(1)车刀主切削刃必须与工件轴线等高(用弹性刀杆应高于轴线约0.2mm)同时应和工件轴线平行。
(2)刀头的角平分线要垂直于工件的轴线。
一般用样板找正装夹,以免产生螺纹半角误差。
如图6-3-6所示
图6-3-6梯形螺纹车刀样板找正装夹
三、梯形螺纹车削方法
梯形螺纹的车削方法分低速和高速车削两种。
在精度要求较高的梯形螺纹车削及在单件生产和修配工作中,常采用高速钢车刀低速切削的方法。
1、低速车削梯形螺纹
低速车削梯形螺纹一般有如图6-3-7所示的四种进刀方法:
直进法、左右切削法、车直槽法和车阶梯槽法。
通常直进法只适用于车削螺距较小(P<4mm)的梯形螺纹,而粗车螺距较大(P>4mm)的梯形螺纹常采用左右切削法、车直槽法和车阶梯槽法。
图6-3-7梯形螺纹车削的四种进刀方法
(1)直进法
直进法也叫切槽法,如图6-3-7a所示。
车削螺纹时,只利用中拖板进行横向(垂直于导轨方向)进刀,在几次行程中完成螺纹车削。
这种方法虽可以获得比较正确的齿形,操作也很简单,但由于刀具三个切削刃同时参加切削,振动比较大,牙侧容易拉出毛刺,不易得到较好的表面品质,并容易产生扎刀现象,因此,它只适用于螺距较小的梯形螺纹车削。
(2)左右切削法
左右切削法车削梯形螺纹时,除了用中拖板刻度控制车刀的横向进刀外,同时还利用小拖板的刻度控制车刀的左右微量进给,直到牙形全部车好,如图6-3-7b所示。
用左右切削法车螺纹时,由于是车刀两个主切削刃中的一个在进行单面切削,避免了三刃同时切削,所以不容易产生扎刀现象。
另外,精车时尽量选择低速(v=4~7m/min),并浇注切削液,一般可获得很好的表面品质。
在学生实际操作过程中,要根据实际经验,一边控制左右进给量,一边观察切屑情况,当排出的切屑很薄时,就可采用光整加工使车出的螺纹表面光洁,精度也很高。
但左右切削法操作比较复杂,小拖板左右微量进给时由于空行程的影响易出错,而且中拖板和小拖板同时进刀,两者的进刀量大小和比例不固定,每刀切削量不好控制,牙型也不易车得清晰。
所以,左右切削法对操作者的熟练程度和切削技能要求较高,不适合初学者学习和掌握。
(3)车直槽法
车直槽法车削梯形螺纹时一般选用刀头宽度稍小于牙槽底宽的矩形螺纹车刀,采用横向直进法粗车螺纹至小径尺寸(每边留有0.2~0.3mm的余量),然后换用精车刀修整,如图6-3-7c所示。
这种方法简单、易懂、易掌握,但是在车削较大螺距的梯形螺纹时,刀具因其刀头狭长,强度不够而易折断:
切削的沟槽较深,排屑不顺畅,致使堆积的切屑把刀头“砸掉”,进给量较小,切削速度较低,因而很难满足梯形螺纹的车削需要。
(4)车阶梯槽法
为了降低“直槽法”车削时刀头的损坏程度,我们可以采用车阶梯槽法,如图6-3-7d所示。
此方法同样也是采用矩形螺纹车刀进行切槽,只不过不是直接切至小径尺寸,而是分成若干刀切削成阶梯槽,最后换用精车刀修整至所规定的尺寸。
这样切削排屑较顺畅,方法也较简单,但换刀时不容易对准螺旋直槽,很难保证正确的牙型,容易产生倒牙现象。
除直进法外,其他三种车削方法都能不同程度地减轻或避免三刃同时切削,使排屑较顺畅,刀尖受力、受热情况有所改善,从而不易出现振动和扎刀现象,还可提高切削用量,改善螺纹表面品质。
所以,左右切削法、车直槽法和车阶梯槽法获得了广泛的应用。
2、高速车削梯形螺纹
高速车削梯形螺纹时,为防止切屑拉毛牙型侧面,不能用左右切削法,只能用直进法。
车削较大螺距(P>8mm)的梯形螺纹时,为防止切削力过大和齿部变形,最好采用三把刀依次进行车削。
其具体方法是先用梯形螺纹粗车刀粗车成形,然后用车槽刀车牙底至尺寸,最后用精车刀精车牙两侧面至尺寸,如图6-3-8所示。
(a)直进法(b)粗车成形(c)车牙底至尺寸(d)精车成形
图6-3-8高速车削梯形螺纹
四、梯形螺纹的检测
1、综合测量法
用标准螺纹环规综合测量
2、三针测量法
这种方法是测量外螺纹中经的一种比较精密的方法。
适用于测量一些精度要求较高、螺纹升角小于4º的螺纹工件。
测量时把三根直径相等的量针放在螺纹相对应的螺旋槽中,用千分尺量出两边量针顶点之间的距离M,如图6-3-9所示。
图6-3-9三针测量法
当螺纹牙型角为30°时,M值的简化计算公式为:
M=d2+4.864dD-1.866P
式中,d2——螺纹中径
dD——量针直径
P——螺距
三针测量法采用的量针一般是专门制造的。
量针的直径不能太大或太小。
如果直径太大,量针的横截面与螺纹牙侧不相切,无法测量中径的实际尺寸。
如果太小,量针会陷入螺纹牙槽中,其顶点低于螺纹牙顶而无法测量。
最佳的量针直径应是量针的横截面与螺纹中径处牙侧相切时的直径。
量针直径的最大值、最佳值及最小值见表6-3-2所示。
表6-3-2量针直径dD的计算公式
三针测量时的量针直径dD
最大值
最佳值
最小值
0.656P
0.518P
0.486P
例:
车削Tr32×6梯形螺纹,用三针测量螺纹中径,求量针直径和千分尺读数值M?
量针直径dD=0.518P=3.1mm
千分尺读数值M=d2+4.864dD-1.866P
=29+4.864×3.1-1.866×6
=29+15.08-11.20
=32.88mm
测量时应考虑极限偏差,中径的极限偏差即为三针测量值M的极限偏差。
3、单针测量法
这种方法的特点是只需用一根量针,放置在螺旋槽中,用千分尺量出螺纹大径与量针顶点之间的距离A,如图6-3-10所示。
图6-3-10单针测量法
A值的计算公式为:
A=(M+d0)/2
式中,M——用三针测量时千分尺的读数(mm);
d0——螺纹大径的实际尺寸(mm)。
A值的极限偏差为M值的一半。
单针检测没有三针检测精确。
必须注意,用单针和三针检测中径时,量针沿螺旋槽放置。
当螺纹升角大于4°时,会产生较大的检测误差。
【任务实施】
1、任务目标
车削图6-3-11所示的零件,材料45钢,毛坯大小为φ40mm×120mm。
图6-3-11
2、加工步骤
(1)用三爪卡盘夹住毛坯一端,保证卡盘外伸出长度100mm左右,校正并夹紧。
(2)车平端面,钻中心孔,用尾座顶尖支撑工件,采用一夹一顶装夹方式。
(3)粗、精车梯形螺纹大径至φ36
mm,长度大于65mm。
(4)粗、精车外圆φ24mm至尺寸要求,长15mm。
(5)粗、精车退刀槽至φ24mm,宽度大于15mm,控制长度为65mm。
(6)两端倒30º角和倒角C1.5。
(7)粗车梯形螺纹Tr36
6—7h,小径车至φ29
mm,两牙侧留余量0.2mm。
(8)精车梯形螺纹大径至尺寸φ36
mm。
(9)精车两牙侧面,用三针测量,控制中径尺寸至φ33
mm。
(10)切断,总长81mm。
(11)调头,垫铜皮装夹,车端面,控制零件总长80mm,倒角C1.5。
3、注意事项
(1)梯形螺纹车刀两侧副切削刃应平直,否则工件牙型角不正;精车时刀刃应保持锋利,要求螺纹两侧表面粗糙度要低。
(2)调整小滑板的松紧,以防车削时车刀移位而产生乱牙。
(3)工件在精车前,最好重新修正中心孔,以保证同轴度。
(4)在车削过程中,不准用棉纱擦工件,以防出危险。
(5)车削时,为了防止因溜板箱手轮回转时不平衡而使床鞍产生窜动,可以在手轮上安装平衡块,最好采用手轮脱离装置。
(6)车梯形螺纹时以防“扎刀”,建议用弹性刀杆。
(7)在切削过程中,选择较小的切削用量以减少工件的变形,同时应该充分加注切削液。
【任务评价】
任务评价表
班级:
学生姓名:
学号:
项目
自我评价
小组评价
教师评价
10~9
8~6
5~1
10~9
8~6
5~1
10~9
8~6
5~1
占总评10%
占总评30%
占总评60%
梯形螺纹车削方法的理解
获取信息能力
7S的运用
表达沟通能力
安全文明生产
学习主动性
梯形螺纹的检测方法
纪律观念
协作精神
梯形螺纹车车刀的刃磨方法
小计
总评
【知识拓展】
螺纹升角对车刀角度的影响
车螺纹时,由于螺纹升角的影响,引起切削平面和基面的位置的变化,从而使车刀工作时的前角和后角发生了变化,为保证车刀顺利的车削,刃磨螺纹车刀时,应根据螺纹升角的不同对螺纹车刀的刃磨角度进行修正。
一、螺纹升角对螺纹车刀两侧工作后角的影响
螺纹车刀的工作后角一般为3°~5°,当不存在螺纹升角时(如横向进给车槽),车刀左右切削刃的工作后角和刃磨后角相同,但在车螺纹时,由于螺纹升角的影响,车刀左右切削刃的工作后角和刃磨后角不同。
为了保证车螺纹时工作后角为3°~5°的正确值,其刃磨角度为沿进给方向一侧的后角为工作后角加上螺纹升角,另一侧为螺纹后角减去螺纹升角。
对于车右旋螺纹为:
左侧刃磨后角=(3°~5°)+螺纹升角
右侧刃磨后角=(3°~5°)-螺纹升角
二、螺纹升角对螺纹车刀两侧工作前角的影响
当车削右旋螺纹时,如果车刀左右两侧刃磨前角均为0°的情况下,在车削螺纹时,由于螺纹升角的的影响,左切削刃工作时是正前角,切削较顺利,右侧切削刃是负前角,切削不顺利,排屑也困难。
为改善上述情况,可采取以下两个方法:
1、车刀的左右两侧磨出较大的前角,右前角大一些,左前角稍小一些。
2、可以采用法向装刀(车刀的左右两侧切削刃组成的平面垂直于螺旋线装刀),这时车刀的工作前角等于刃磨前角为0°。
一般来说,三角形螺纹升角都比较小,车削时升角对车削的影响不是特别大,而梯形螺纹一般升角都比较大,所以刃磨梯形螺纹车刀必须考虑到螺纹升角的影响。
 升级会员
升级会员 