10m179液化石油气储罐焊接工艺评定与生产设计书.docx
《10m179液化石油气储罐焊接工艺评定与生产设计书.docx》由会员分享,可在线阅读,更多相关《10m179液化石油气储罐焊接工艺评定与生产设计书.docx(11页珍藏版)》请在冰豆网上搜索。
10m179液化石油气储罐焊接工艺评定与生产设计书
10m³液化石油气储罐焊接工艺评定及生产设计书
一、10M
液化石油气储罐设计组成与材料选择
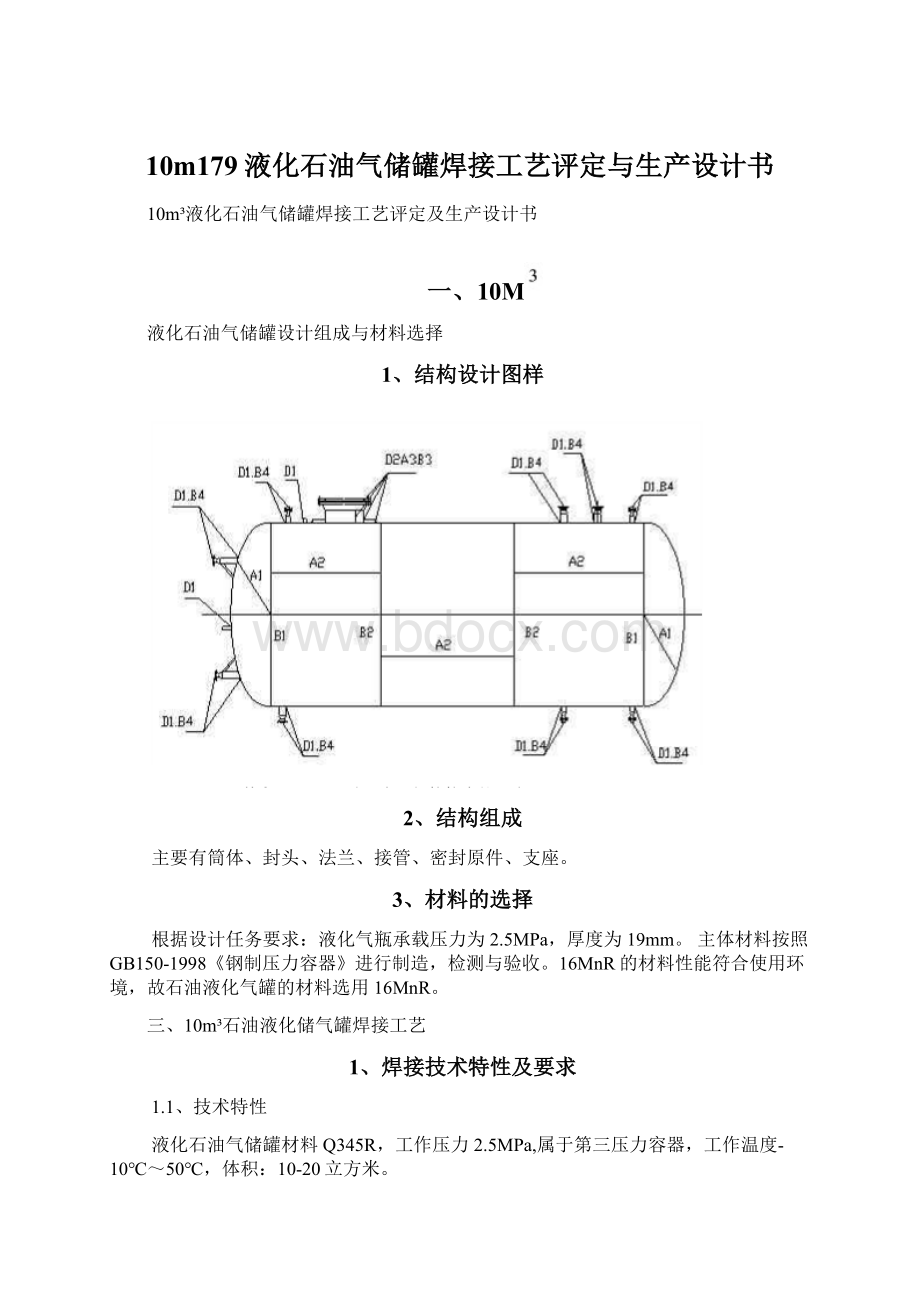
1、结构设计图样
2、结构组成
主要有筒体、封头、法兰、接管、密封原件、支座。
3、材料的选择
根据设计任务要求:
液化气瓶承载压力为2.5MPa,厚度为19mm。
主体材料按照GB150-1998《钢制压力容器》进行制造,检测与验收。
16MnR的材料性能符合使用环境,故石油液化气罐的材料选用16MnR。
三、10m³石油液化储气罐焊接工艺
1、焊接技术特性及要求
1.1、技术特性
液化石油气储罐材料Q345R,工作压力2.5MPa,属于第三压力容器,工作温度-10℃~50℃,体积:
10-20立方米。
四、焊接结构总体设计
1、确定焊缝位置
其中A、B、C、D分别表示焊接接头的形式
2、焊接接头形式以及坡口的设计
2.1、焊接的接头选择
石油液化气罐是一种密闭整体性容器,因此筒体与封头之间应满足等强度原则,故筒体与封头,各筒节之间的焊接接头;法兰、接管与罐体的焊接接头都采用对接接头。
底座与罐体的接头采用角接接头。
2.2、坡口形式的选择
罐体与附件坡口形式选择如图
罐体焊缝坡口形式选择
(1)、各筒节纵向焊接的接头其坡口形式如图
(2)、筒体环向焊接接头坡口形式如图
3、焊接方法选择
3.1、由于进行的是双面焊缝,手工电弧焊设备简单,操作方便适合全位焊接的特点,因而内面采用手工电弧焊而外面采用加入熔深,提高生产率,采用埋弧焊。
最终采用焊接方法为:
手工电弧焊+埋弧焊。
3.2、焊接姿势:
平焊
五、石油液化气罐焊接参数的选择及工艺
1、焊条的选择
1.1、焊条的选择:
焊条的选用主要考虑焊缝的使用性和施焊的工艺性,根据焊接工艺要求,选用焊条J507
2、焊丝的选择
1.1、药芯焊丝国内应用尚不普遍,活性焊丝主要用于气体保护焊,故选择实芯焊丝。
H1OMnSi等焊丝可焊接低碳钢和某些低合金钢(16Mn)结构。
故选择焊丝H1OMnSi。
3、焊剂的选择
3.1、JQ.SJl01是氟碱型烧结焊剂,碱度约为1.8,灰色圆形颗粒,粒度为2.0~0.28mm(10~60日)。
焊接时电弧燃烧稳定,脱渣容易,焊接成型美观,熔敷金属具有较高的低温冲击韧惟,可交直流两用,直流焊接时焊丝接正极。
查常用焊丝焊剂表,焊剂SJIOI。
4、工艺参数的确定
4.1、装配间隙
组对间隙和接口错变量是影响坡口对接焊质量好坏的重要因素,可以通过严控,减少误差,控制好组对质量。
组对间隙根据焊死直径来确定,本设计中采用
5的焊丝,则组对间隙在2~3mm之间。
4.2、筒体环缝埋弧焊焊丝的偏距e
筒体直径与偏离距离的关系
筒体直径
≥219-426
800-1000
<1500
<2000
<3000
偏离距离
10-20
15-25
30
35
40
由于罐体的直径为3000mm,所以选用的偏距为40mm。
4.3、焊接设备的选择
根据分析和焊接参数的确定,决定选用MZ1—1000埋弧自动焊设备。
5、结构设计的工艺过程
5.1、焊前准备
⑴焊接坡口形式的设计应避免采用焊不透或局部焊透的坡口,还要尽量减少焊缝的横截面积,以降低接头的残余应力,同时也可以减少焊接材料的消耗量。
⑵坡口加工采用热切割时应注意防止母材边缘会形成一定深度的淬硬层,这种低塑性的淬硬层往往成为冷加工的开裂源。
⑶焊前必须消除焊接区钢板表面的水分,坡口表面的氧化皮,锈斑,油脂以及其他污物。
⑷焊接材料在使用前应按生产厂推荐的规范进行烘干。
⑸装备定位焊缝必须采用与正式焊缝同一类型的焊条。
5.2、焊接过程
(1)坡口清理
(2)装配点焊
(3)内面焊条电弧焊
(4)外面清根并打磨
(5)外面埋弧焊
5.3、焊后热处理
(1)热件入炉或出炉时的温度不得超过400℃,但对厚度差较大、结构复杂、尺寸稳定性要求较高、残余应力值要求较低的被加热件,其入炉或出炉时的炉内温度一般不宜超过300℃。
(2)升温至400℃后,加热区升温速度不得超过150℃/h,至(575±25)℃后保温150min。
(3)温时,加热区内任意5000mm长度内的温差不得大于120℃。
(4)温时,加热区内最高一与最低温度之差不宜超过65℃。
(5)温保温期间,应控制加热区气氛,防止焊件表面过度氧化。
(6)加热区降温速度不得超过280℃/h,且不得超过260℃/h,最小可为50℃/h。
(7)焊件按
(1)炉温度出炉后应在静止空气中继续冷却
六、液化石油气储罐检验方案
1、设备概况及其基本参数
容器类别:
第Ⅲ类压力容器设计压力:
2.5Mpa设计温度-20~50℃,介质:
液化石油气材质:
封头:
16MnR筒体:
16MnR
2、检验依据
《压力容器安全技术监察规程》
《在用压力容器检验规则》
《压力容器使用登记管理规则》
GB150-1998《钢制压力容器》
JB4730-94《压力容器无损检测》
3、检验准备
3.1、检验人员:
(1)、应具备相应项目检验资格;
(2)、设置现场安全监督(项目负责人)兼。
3.2、检验仪器准备:
(1)、磁探机;
(2)、超探机;
(3)、测厚仪、硬度计;
(4)、焊缝检验尺、长度检验尺;
(5)、照明灯(应急灯);
(6)、带漏电保护器的电线盘;
(7)、角向磨光机、砂轮片;
(8)、着色探伤剂。
以上检验仪器需在检定期内,且处于完好状态。
3.3、审查资料:
(1)、设备的竣工图,质量证明书。
(2)、锅炉压力容器监督检验单位出具的安全质量监检报告。
(3)、设备的运行记录,灌(充)装记录,有关运行参数记录,质成份,载荷变化情况,运行中出现的异常情况等资料。
(4)、有关修理、改造、施工记录、检验报告。
3.4、设备准备:
(1)、罐内介质排除干净,盲死隔断(气)液体来源。
(2)、罐内残余液(气)体必须进行置换、清洗,氧含量应在18~21%(体积比)之间。
(3)、打开人孔,清理罐内杂质,将所有焊缝及两侧(包括接管角
焊缝)各150mm范围打磨除锈至露出金属光泽。
4、检验项目
4.1、内外部宏观检验:
(1)、表面检验:
a、罐体表面质量,接口部位,焊接接头的裂纹、过热、变形泄漏。
b、表面腐蚀、机械损伤。
c、支撑或支座的损坏,基础下沉、倾斜、开裂,紧固螺栓。
(2)、结构检查:
a、封头形式、简体与封头的连接方式。
b、焊缝布置、支座形式与布置。
c、开孔与补强。
d、排放装置。
e、安全附件及仪表。
(3)、几何尺寸检验:
a、焊缝对口错边量、棱角度、咬边。
b、焊缝表面质量,角焊缝的焊脚尺寸,对接焊缝余高。
C、同断面最大最小直径差。
d、封头表面凹凸量,直边高度和纵向皱折。
5、测厚检验:
5.1、壳体:
每块板测量5点、4个板角距板边各lOOmm处各测1点,板中心测1点。
5.2、封头:
测9点,按Oo、900、1800、2700四个方向,直边段及过渡段各测1点,顶部测1点。
5.3、人孔盖:
中心位置测1点。
除上述部位外,还应着重测以下部位:
易腐(冲)蚀部位,气液面部位,制造时壁厚减薄部位和变形部位,表面检测发现可疑部位,以及测厚时遇母材存在夹层部位,必要时UT检查确定。
另外遇“壁厚增值”现象时,应给予足够重视,并查明原因。
6、无损检测
检测方法选择:
MT、UT、PT
(1)、罐内对接焊缝IOO%MT检查,接管角焊缝不能做MTPT检查。
(2)、罐内对接焊缝应力集中部位,如丁字接头,三个方向各300m和上次检验有埋藏缺陷处进行UT检查,检查比例不小于焊缝总长的20%,发现缺陷或原埋藏缺陷有延长倾向时进行扩探。
(3)、对接焊缝MT检验有缺陷部位,UT检查,必要时RT复查确认。
6.1、硬度检验:
对罐内对接焊缝及热影响区、母材进行硬度测试。
6.2、缺陷处理:
(1)、经MT发现裂纹时,打磨消除,且圆滑过渡,裂纹深度超标时,需朴焊应由用户委托有资格单位进行。
(2)、UT发现超标缺陷部位需进行修理,应由用户委托有资格单位进行修理。
(3)、修理后应按要求进行无损检测。
6.3、强度校核与安全评定
经过检验,如存在严重腐蚀减薄应做强度校核,强度校核在GB150的基础上,同时参照原设计标准进行。
需做安全评定时由用户委托有资格的单位进行。
6.4、水压试验
完成上述工作后,由受检单位准备试压设备,加注满清水,排气并封罐后加压,试验压力为最高压力的1.25倍。
罐体外表面保持干燥,环境温度5℃以上,缓慢升压至设计压力,确认无泄漏后升压到规定试验压力,保压30分钟,然后降压至设计压力,保压进行检查,保压时间30~40分钟。
检查期间压力保持不变,不得采用连续加压维持压力不变,不得带压紧固螺栓,以无渗漏、无压降、无异常响声、无可见异常变形为合格。
6.5、安全附件检验:
(1)、安全阀、压力表、温度表(计)液位计是否在校验期内,且完好。
(2)、紧急切断阀及其它与罐体连接阀门是否完好。
7、出具检验报告
对储罐进行安全状况等级评定,并确定下次检验日期。
8、检验报告的审核签发
附
七、附录
焊接热处理工艺卡
工程名称
10m³液化石油气储罐
编号
部件名称
液化石油气储罐
材质
16MR
规格
Φ310*14
焊口数
61
焊后热处理
升温速度
150℃/h
降温速度
≤280℃/h
加热方法
红外电热
加热宽度
mm
保温层宽度
mm
恒温温度
575℃
恒温时间
150min
热电偶型号
/
数量
1
工艺曲线图:
另附
注意事项:
1.升温至400℃后,加热区升温速度不得超过150℃/h,至(575±25)后,保温150min。
2.温时,加热区内任意5000mm长度内的温差不得大于120℃。
温时,加热区内最高与最低温度之差不宜超过65℃。
3.温保温期间,应控制加热区气氛,防止焊件表面过度氧化。
4.加热区降温速度不得超过280℃/h。
编制
日期
审批
日期
龚雨晴
2016年4月17
焊接工艺卡
单位名称:
工艺卡编号:
电(火焰)特性:
焊层
道号
焊接
方法
焊条(丝)
电流范围(气体压力)
电压范围(V)
焊接速度范围
(cm/min)
其他
型(牌)号
直径(mm)
极性
电流(A)
11
SMAW
E4303
Ф2.5
交流
50~65
18~20
14~16
32
SMAW
E4303
Ф3.2
交流
100~120
20~22
12~14
33
SMAW
E4303
Ф3.2
交流
100~120
20~22
12~14
气体:
保护气体Ar流量8~12L/min
背面保护气体Ar流量15~30L/min
后拖保护气体/流量/L/min
钨极型号与尺寸:
Wce-20Ф2.5
送丝速度范围:
/
其他:
/
施焊技术:
1.焊前准备:
在坡口及破口边缘各20㎜范围内,将油污,铁、垢、氧化皮清除,直至呈现金属光泽。
2.定位焊为3条,每两条焊缝间长度为120°,定位焊长度为5~8㎜,厚度为3~44㎜。
3.焊接操作:
焊接时按上面工艺参数进行焊接,同时调整焊条角度,将电弧偏向厚的一边,使两边受热均匀。
其他:
编制
龚雨晴
2016年4月17日
(单位盖章)
审核
年月日
批准
年月日
 升级会员
升级会员 