福田模具开发通用要求.doc
《福田模具开发通用要求.doc》由会员分享,可在线阅读,更多相关《福田模具开发通用要求.doc(46页珍藏版)》请在冰豆网上搜索。
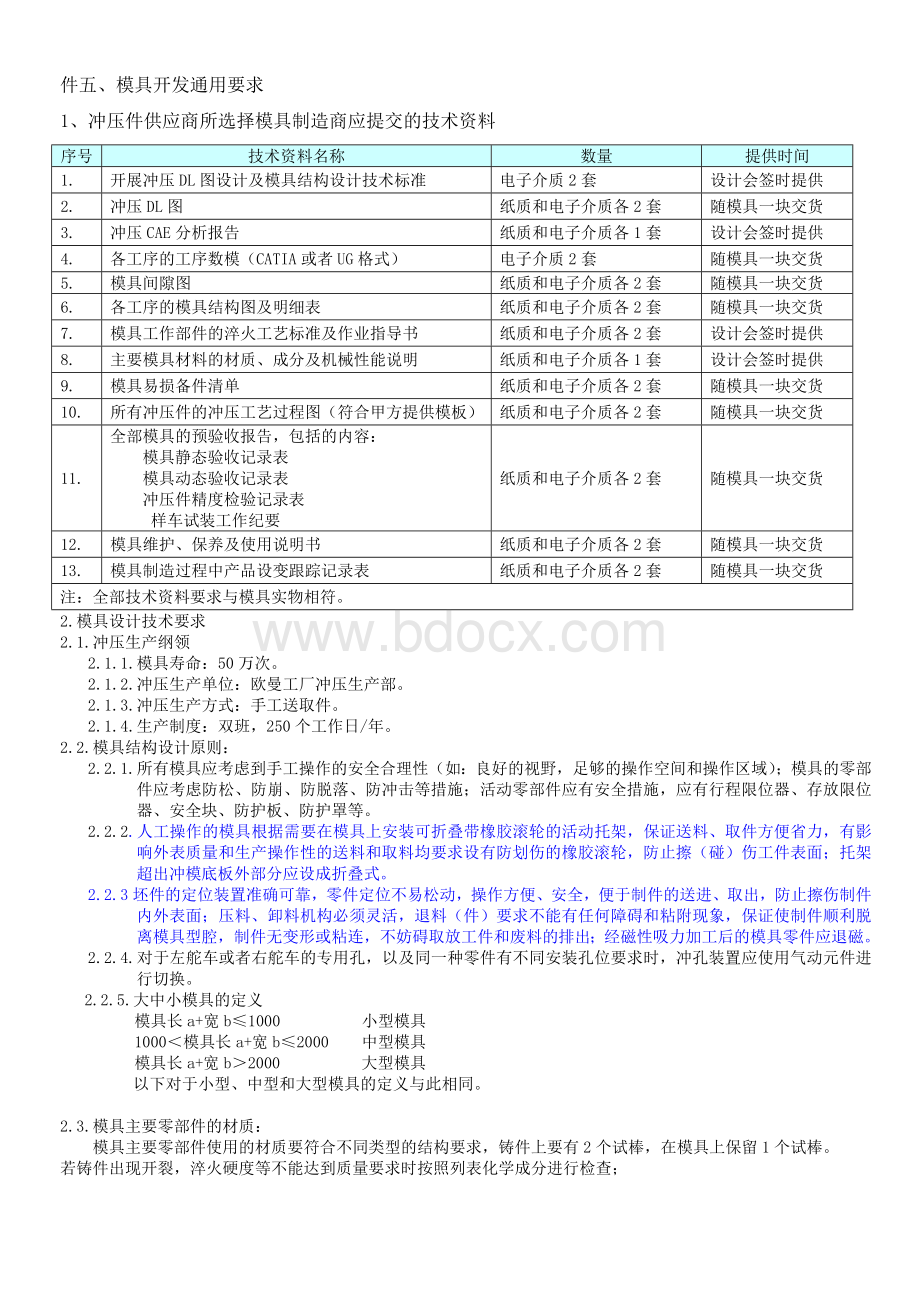
件五、模具开发通用要求
1、冲压件供应商所选择模具制造商应提交的技术资料
序号
技术资料名称
数量
提供时间
1.
开展冲压DL图设计及模具结构设计技术标准
电子介质2套
设计会签时提供
2.
冲压DL图
纸质和电子介质各2套
随模具一块交货
3.
冲压CAE分析报告
纸质和电子介质各1套
设计会签时提供
4.
各工序的工序数模(CATIA或者UG格式)
电子介质2套
随模具一块交货
5.
模具间隙图
纸质和电子介质各2套
随模具一块交货
6.
各工序的模具结构图及明细表
纸质和电子介质各2套
随模具一块交货
7.
模具工作部件的淬火工艺标准及作业指导书
纸质和电子介质各2套
设计会签时提供
8.
主要模具材料的材质、成分及机械性能说明
纸质和电子介质各1套
设计会签时提供
9.
模具易损备件清单
纸质和电子介质各2套
随模具一块交货
10.
所有冲压件的冲压工艺过程图(符合甲方提供模板)
纸质和电子介质各2套
随模具一块交货
11.
全部模具的预验收报告,包括的内容:
模具静态验收记录表
模具动态验收记录表
冲压件精度检验记录表
样车试装工作纪要
纸质和电子介质各2套
随模具一块交货
12.
模具维护、保养及使用说明书
纸质和电子介质各2套
随模具一块交货
13.
模具制造过程中产品设变跟踪记录表
纸质和电子介质各2套
随模具一块交货
注:
全部技术资料要求与模具实物相符。
2.模具设计技术要求
2.1.冲压生产纲领
2.1.1.模具寿命:
50万次。
2.1.2.冲压生产单位:
欧曼工厂冲压生产部。
2.1.3.冲压生产方式:
手工送取件。
2.1.4.生产制度:
双班,250个工作日/年。
2.2.模具结构设计原则:
2.2.1.所有模具应考虑到手工操作的安全合理性(如:
良好的视野,足够的操作空间和操作区域);模具的零部件应考虑防松、防崩、防脱落、防冲击等措施;活动零部件应有安全措施,应有行程限位器、存放限位器、安全块、防护板、防护罩等。
2.2.2.人工操作的模具根据需要在模具上安装可折叠带橡胶滚轮的活动托架,保证送料、取件方便省力,有影响外表质量和生产操作性的送料和取料均要求设有防划伤的橡胶滚轮,防止擦(碰)伤工件表面;托架超出冲模底板外部分应设成折叠式。
2.2.3坯件的定位装置准确可靠,零件定位不易松动,操作方便、安全,便于制件的送进、取出,防止擦伤制件内外表面;压料、卸料机构必须灵活,退料(件)要求不能有任何障碍和粘附现象,保证使制件顺利脱离模具型腔,制件无变形或粘连,不妨碍取放工件和废料的排出;经磁性吸力加工后的模具零件应退磁。
2.2.4.对于左舵车或者右舵车的专用孔,以及同一种零件有不同安装孔位要求时,冲孔装置应使用气动元件进行切换。
2.2.5.大中小模具的定义
模具长a+宽b≤1000小型模具
1000<模具长a+宽b≤2000中型模具
模具长a+宽b>2000大型模具
以下对于小型、中型和大型模具的定义与此相同。
2.3.模具主要零部件的材质:
模具主要零部件使用的材质要符合不同类型的结构要求,铸件上要有2个试棒,在模具上保留1个试棒。
若铸件出现开裂,淬火硬度等不能达到质量要求时按照列表化学成分进行检查;
成分
材质
C
Si
Mn
P
S
Mo
Cr
V
钼铬铸铁
3.7~3.9
2.0~2.5
0.6~0.9
0.3~0.5
≤0.1
0.25~0.45
0.25~0.35
HT300
2.9~3.2
0.9~1.1
1.2~1.5
≤0.15
≤0.12
Cr12MnV
1.45~1.70
≤0.40
≤0.40
≤0.03
≤0.03
0.40~0.60
11.0~12.50
0.15~0.30
7CrSiMnMoV
0.75~0.80
0.70~1.2
≤0.50
≤0.03
≤0.03
2.00~3.00
6.50~7.50
1.70~2.20
SKD11
1.40~1.60
≤0.40
≤0.60
≤0.03
≤0.03
0.80~1.2
11.0~13.00
0.2~0.5
ICD5
0.65~0.75
0.85~1.15
0.65~1.05
≤0.03
≤0.03
0.2~0.5
0.09~1.20
0.15~0.3
2.4.模具导向装置
模具类型
外形
导向方式
导向腿结构
拉延类
小型
□A
□B
□C
□D
■E
□Ⅰ
■Ⅱ
中型
■A
□B
□C
□D
□E
□Ⅰ
■Ⅱ
大型
■A
□B
□C
□D
□E
□Ⅰ
■Ⅱ
修边冲孔类
小型
□A
□B
■C
□D
□E
□Ⅰ
■Ⅱ
中型
□A
■B
□C
□D
□E
□Ⅰ
■Ⅱ
大型
□A
■B
□C
□D
□E
□Ⅰ
■Ⅱ
斜楔模、成形、翻边整形类
(不带冲切)
小型
□A
□B
□C
□D
■E
□Ⅰ
■Ⅱ
中型
■A
□B
□C
□D
□E
□Ⅰ
■Ⅱ
大型
■A
□B
□C
□D
□E
□Ⅰ
■Ⅱ
斜楔模、成形、翻边整形类
(带冲切)
小型
□A
■B
□C
□D
□E
□Ⅰ
■Ⅱ
中型
□A
■B
□C
□D
□E
□Ⅰ
■Ⅱ
大型
□A
■B
□C
□D
□E
□Ⅰ
■Ⅱ
落料冲孔类
小型
□A
□B
■C
□D
□E
□Ⅰ
■Ⅱ
中型
□A
□B
■C
□D
□E
□Ⅰ
■Ⅱ
大型
□A
■B
□C
□D
□E
□Ⅰ
■Ⅱ
防差错措施
■需要,右侧两导柱间距及导板加大10mm。
□不需要。
导向结构类型
A:
导向腿B:
导向腿+导柱C:
导柱D:
导柱组E:
导板
导向装置不能承受侧向力,有侧向力时需增加直接反侧装置平衡侧向力。
导向腿结构
Ⅰ:
角部导向腿Ⅱ:
中心导向腿
注:
模具的导柱均安装在下模座上,模具的起重和翻转应在设计时考虑。
2.5.模具安全区的设定
大型模具
中型模具
小型模具
■需要,数量为:
■4个
□2个对角设置
□结构设计会签时,视模具结构协商确定。
■需要,数量为:
■4个
□2个对角设置
□结构设计会签时,视模具结构协商确定。
■需要,数量为:
□4个
■2个
□结构设计会签时,视模具结构协商确定。
2.6.模具U型槽的数量要求
U型槽数量设置
设备有快夹装置时按照快夹规格设计
模具长度尺寸范围
下模本体
上模本体
~1000
2×2
2×2
1001~1600
2×2
3×2
1601~3600
3×2
4×2
3600~
4×2
4×2
2.7.模具快速定位装置
中型和大型模具均需要利用机床的托杆孔进行快速定位,甲方要求优先采用以下三种定位结构:
1)
2)
3)
2.8.模具中心线位置应有快速定位键槽。
2.9.模具应设计加工及维修基准,包括基准面和基准孔:
基准孔(中小型模具允许采用2销基准)
基准面
模具中心线位置及压机中心线位置应刻V型槽。
要求在模具中心线及压机中心线位置刻的V型槽
2.10.模具结构及主要模具零件的技术要求
2.10.1拉延模
(1)模具材质及热处理要求
序号
部件名称
模具结构与材质
热处理要求
备注
1
凸凹模
T<1.2
凸、凹模整体结构
MoCr铸铁
HRC≥50
T≥1.2
凸、凹模分体结构
基体:
HT300
如冲压件外表面出现拉毛缺陷,凹模镶块则应采用TD处理消除此缺陷。
镶块Cr12MoV
HRC58-62
2
压边圈
T<1.2
整体结构
MoCr铸铁
HRC≥50
T≥1.2
工作面镶块
基体:
HT300
镶块Cr12MoV
HRC58-62
3
其他
按照甲方认可的相关技术标准或者会签要求
(2)铸件厚度及减轻孔的技术要求
拉延模
铸件壁厚
冲压板厚
A
B
C
D
E
F
H
I
J
K
L
t<1.5
40
40
30
≥50
40
40
30
50
3
10
50
1.5≤t<2.5
50
50
40
≥50
40
40
40
60
3
10
60
t≥2.5
50
50
40
≥55
50
50
40
60
3
10
60
拉延模
减重孔要求
(3)拉延模具表面热处理
拉延模具表面淬火范围(仅适用于MoCr铸铁材质的整体结构模具)
部位
A
拉延筋
B
凹模圆角
C
凸模圆角
D
一般圆角
(4)排气孔
排气孔原则上设置在凸、凹模的凹角上,
保证每200MM上有一个排气孔;
排气孔直径Ф6,排气管高度150mm;头部做1800弯头。
或者增加防尘盖。
(5)安全护板
拉延模和成型模安装安全护板,护板材料:
Q235-A/t=2-3mm
2.10.2.修边冲孔模
(1)模具材质及热处理要求
序号
零件名称
材质
零件结构示意
热处理要求
备注
1
下模座
HT250
退火处理
2
上模座
HT250
退火处理
3
压件器
HT300
退火处理
4
上下模修边镶块
T<1.2
7CrSiMnMoV
(空冷钢)
HRC58-62
T≥1.2
Cr12MoV
HRC58-62
镶块的背托应有挡墙
5
废料切刀
T<1.2
7CrSiMnMoV
(空冷钢)
最大废料尺寸500mm
HRC58-62
HRC58-62
废料刀的背托应有挡墙
T≥1.2
Cr12MoV
6
冲孔凸模及凹模镶套
Cr12MoV
按相关标准
MISUMI或大连盘起
7
压件器镶块
45
调质HRC28-32
8
下模镶块垫板
45
HRC43-48
9
废料滑道
Q235-A
②chutematerial(SPHC)
/
/
10
废料盒
Q235-A
废料长度≤50mm采用废料盒收集,废料容量>800-1000个
/
/
11
其他
按照认可的相关标准要求
(2)铸件厚度及减轻孔的技术要求
修边冲孔模
铸件壁厚
冲压板厚
A
B
C
D
E
F
G
H
I
J
K
L
M
N
R
t<1.5
40
40
40
40
30
40
40
30
30
25
 升级会员
升级会员 