机械加工工序卡片有图.docx
《机械加工工序卡片有图.docx》由会员分享,可在线阅读,更多相关《机械加工工序卡片有图.docx(26页珍藏版)》请在冰豆网上搜索。
机械加工工序卡片有图
常州机电职业技术学院
机械加工工序过程卡片
产品型号
立式2-WH-3.0/30
零件图号
10811144
产品名称
多机组组合中压空压机
零件名称
曲轴
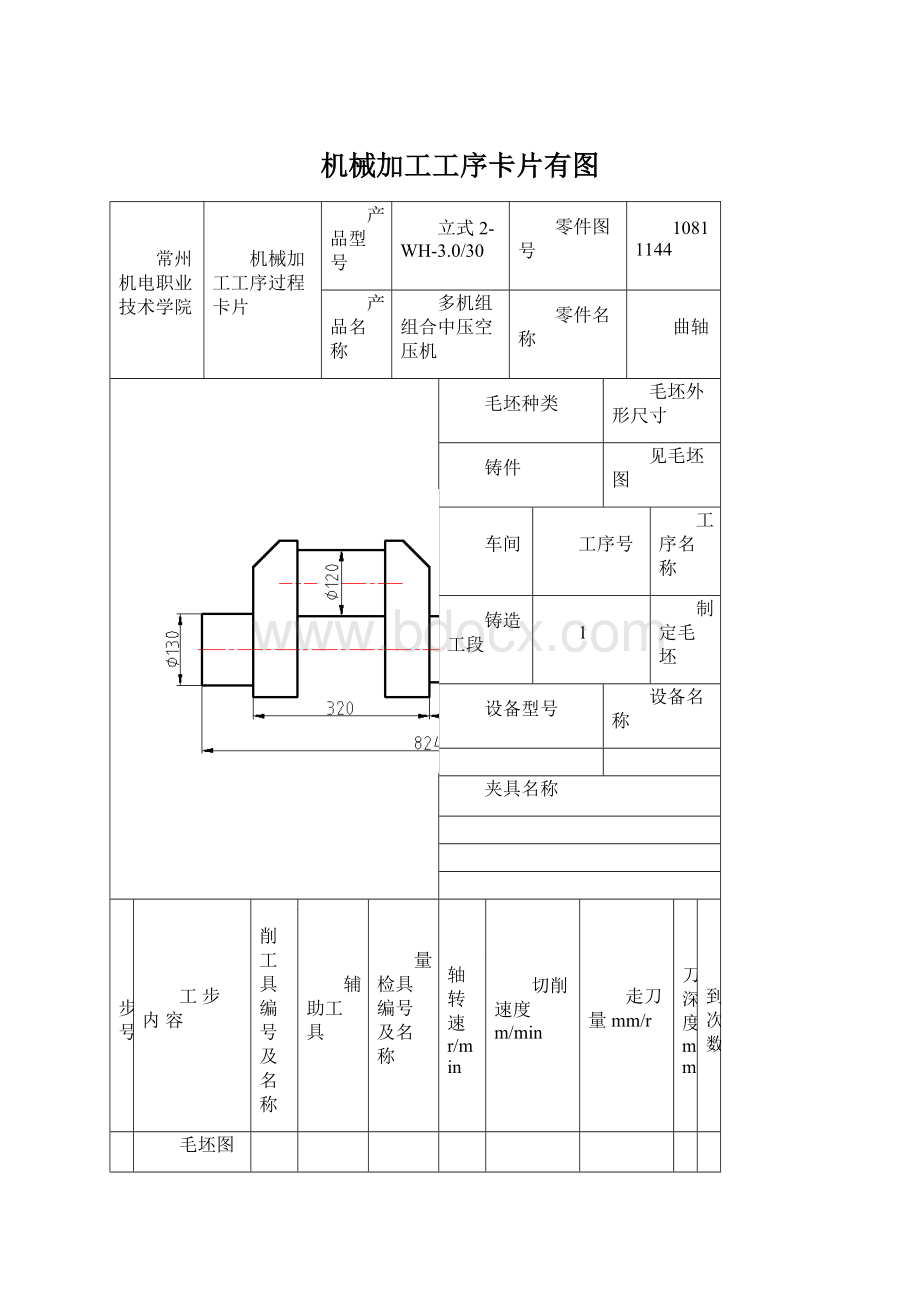
毛坯种类
毛坯外形尺寸
铸件
见毛坯图
车间
工序号
工序名称
铸造工段
1
制定毛坯
设备型号
设备名称
夹具名称
工步号
工步内容
切削工具编号及名称
辅助工具
量检具编号及名称
主轴转速r/min
切削速度m/min
走刀量mm/r
吃刀深度mm
走到次数
1
毛坯图
编制
张梦云
审核
张营营
批准
徐嘉乐
备注
共1页第1页
常州机电职业技术学院
机械加工工序过程卡片
产品型号
立式2-WH-3.0/30
零件图号
10811144
产品名称
多机组组合中压空压机
零件名称
曲轴
毛坯种类
毛坯外形尺寸
铸件
见毛坯图
车间
工序号
工序名称
铣床工段
5
粗铣平面
设备型号
设备名称
X62W
普通卧式铣床
夹具名称
压板
辅助支承
机用虎钳
工步号
工步内容
切削工具编号及名称
辅助工具
量检具编号及名称
主轴转速r/min
切削速度m/min
走刀量mm/r
吃刀深度mm
走到次数
1
用压板和辅助支承调整装夹工件后压紧,粗铣75mm×140mm俩平面,留3mm加工余量
φ160端面铣刀
0~300mm游标卡尺
160
80
254
4
1
2
用压板和辅助支承调整装夹工件后压紧,铣270mm上两平面,留3mm加工余量
φ160端面铣刀
0~300mm游标卡尺
160
80
254
4
1
3
以75mm×140mm俩平面定位夹紧,按线找正,铣尺寸140+0.022+0.008mm的一侧面,留3mm加工余量,厚度尺寸为150mm
φ160端面铣刀
0~300mm游标卡尺
160
80
254
4
1
4
以75mm×140mm俩平面定位夹紧,按线找正,铣尺寸140+0.022+0.008mm的另一侧面,留3mm加工余量,厚度尺寸为146+0.50mm
φ160端面铣刀
0~300mm游标卡尺
160
80
254
4
1
编制
张梦云
审核
张营营
批准
徐嘉乐
备注
共1页第1页
常州机电职业技术学院
机械加工工序过程卡片
产品型号
立式2-WH-3.0/30
零件图号
10811144
产品名称
多机组组合中压空压机
零件名称
曲轴
毛坯种类
毛坯外形尺寸
铸件
见毛坯图
车间
工序号
工序名称
镗床工段
7
打中心孔、铣端面
设备型号
设备名称
T68
卧式镗床
夹具名称
压板
工步号
工步内容
切削工具编号及名称
辅助工具
量检具编号及名称
主轴转速r/min
切削速度m/min
走刀量mm/r
吃刀深度mm
走到次数
1
镗左端面
φ160端面铣刀
0~1000mm游标卡尺
160
80
254
3
1
2
镗钻左端中心孔A6.3
A6.3中心钻
1000
手动
3.15
1
3
镗右端面,保证长度尺寸818mm
φ160端面铣刀
0~1000mm游标卡尺
160
80
254
3
1
4
镗钻右端中心孔A6.3
A6.3中心钻
1000
手动
3.15
1
编制
张梦云
审核
张营营
批准
徐嘉乐
备注
共1页第1页
常州机电职业技术学院
机械加工工序过程卡片
产品型号
立式2-WH-3.0/30
零件图号
10811144
产品名称
多机组组合中压空压机
零件名称
曲轴
毛坯种类
毛坯外形尺寸
铸件
见毛坯图
车间
工序号
工序名称
车床工段
8
粗车左右外圆
设备型号
设备名称
CK6140
数控车床
夹具名称
端面拨动顶尖
活动顶尖
辅助配重1
工步号
工步内容
切削工具编号及名称
辅助工具
量检具编号及名称
主轴转速r/min
切削速度m/min
走刀量mm/r
吃刀深度mm
走到次数
1
双顶尖装夹,粗车拐径外侧面左端面,保证拐径外侧左端面的加工余量
90°外圆车刀
0~500mm游标卡尺
200
81
0.1
2
1
2
车右端外圆φ110+0.025+0.003mm至φ122+0.540mm(工艺尺寸)
90°外圆车刀
0~500mm游标卡尺
300
122
0.4
2
2
3
粗车拐径外侧面右端面,保证拐径外侧的对称性及尺寸为316mm
90°外圆车刀
0~500mm游标卡尺
200
81
0.1
2
1
4
车右端所有轴径至φ112+0.540mm
90°外圆车刀
0~500mm游标卡尺
300
113
0.4
2
2
编制
张梦云
审核
张营营
批准
徐嘉乐
备注
共1页第1页
常州机电职业技术学院
机械加工工序过程卡片
产品型号
立式2-WH-3.0/30
零件图号
10811144
产品名称
多机组组合中压空压机
零件名称
曲轴
毛坯种类
毛坯外形尺寸
铸件
见毛坯图
车间
工序号
工序名称
铣床工段
9
铣工艺键槽
设备型号
设备名称
X52K
普通立式铣床
夹具名称
机用虎钳
工步号
工步内容
切削工具编号及名称
辅助工具
量检具编号及名称
主轴转速r/min
切削速度m/min
走刀量mm/r
吃刀深度mm
走到次数
1
以75mm×140mm两平面定位压紧,在左端φ1250-0.021mm外圆上铣工艺键槽宽10mm、深5mm、长80mm
φ10键槽铣刀
0~125mm游标卡尺
636
20
253
5
1
编制
张梦云
审核
张营营
批准
徐嘉乐
备注
共1页第1页
常州机电职业技术学院
机械加工工序过程卡片
产品型号
立式2-WH-3.0/30
零件图号
10811144
产品名称
多机组组合中压空压机
零件名称
曲轴
毛坯种类
毛坯外形尺寸
铸件
见毛坯图
车间
工序号
工序名称
车床工段
10
粗车拐径
设备型号
设备名称
CW6180
普通车床
夹具名称
专用工装
辅助配重2
工步号
工步内容
切削工具编号及名称
辅助工具
量检具编号及名称
主轴转速r/min
切削速度m/min
走刀量mm/r
吃刀深度mm
走到次数
1
粗车拐径内侧面164+0.530mm至162±0.1mm
90°外圆车刀
0~125mm游标卡尺
200
81
0.1
2
1
2
车拐径内右侧面164+0.530mm至尺寸要求
90°外圆车刀
0~125mm游标卡尺
200
81
0.1
2
1
3
粗车拐径φ110-0.036-0.071mm至φ112mm
90°外圆车刀
0~125mm游标卡尺
300
113
0.4
2
2
4
精车拐径φ110-0.036-0.071mm至φ110.6+0.0870mm,并倒圆角
90°外圆车刀
0~125mm游标卡尺
500
175
0.2
0.7
1
编制
张梦云
审核
张营营
批准
徐嘉乐
备注
共1页第1页
常州机电职业技术学院
机械加工工序过程卡片
产品型号
立式2-WH-3.0/30
零件图号
10811144
产品名称
多机组组合中压空压机
零件名称
曲轴
毛坯种类
毛坯外形尺寸
铸件
见毛坯图
车间
工序号
工序名称
磨床工段
11
磨拐轴
设备型号
设备名称
M1432
磨床
夹具名称
活动顶尖
专用工装
辅助配重2
工步号
工步内容
切削工具编号及名称
辅助工具
量检具编号及名称
主轴转速r/min
切削速度m/min
走刀量mm/r
吃刀深度mm
走到次数
1
以拐径的中心定位,精磨拐径φ110-0.036-0.071mm至图样尺寸,磨圆角R3
外圆砂轮
100~125外径千分尺
2866
30
0.2
0.3
2
编制
张梦云
审核
张营营
批准
徐嘉乐
备注
共1页第1页
常州机电职业技术学院
机械加工工序过程卡片
产品型号
立式2-WH-3.0/30
零件图号
10811144
产品名称
多机组组合中压空压机
零件名称
曲轴
毛坯种类
毛坯外形尺寸
铸件
见毛坯图
车间
工序号
工序名称
铣床工段
12
精铣平面
设备型号
设备名称
X62W
卧式铣床
夹具名称
机用虎钳
工步号
工步内容
切削工具编号及名称
辅助工具
量检具编号及名称
主轴转速r/min
切削速度m/min
走刀量mm/r
吃刀深度mm
走到次数
1
以75mm×140mm俩平面定位夹紧,按线找正,精铣140+0.022+0.008mm左侧面
φ160端面铣刀
0~300mm游标卡尺
300
150
130
2
2
2
精铣140+0.022+0.008mm右侧面,至图样尺寸
φ160端面铣刀
0~300mm游标卡尺
300
150
130
2
2
3
以两侧面定位并夹紧,精铣75mm×140mm两平面
φ160端面铣刀
0~300mm游标卡尺
300
150
130
2
2
4
精铣270mm上平面,保证距中心高80mm,总高为270mm
φ160端面铣刀
0~300mm游标卡尺
300
150
130
2
2
编制
张梦云
审核
张营营
批准
徐嘉乐
备注
共1页第1页
常州机电职业技术学院
机械加工工序过程卡片
产品型号
立式2-WH-3.0/30
零件图号
10811144
产品名称
多机组组合中压空压机
零件名称
曲轴
毛坯种类
毛坯外形尺寸
铸件
见毛坯图
车间
工序号
工序名称
铣床工段
13
钻攻螺纹孔
设备型号
设备名称
X62W
卧式床
夹具名称
压板
辅助支承
工步号
工步内容
切削工具编号及名称
辅助工具
量检具编号及名称
主轴转速r/min
切削速度m/min
走刀量mm/r
吃刀深度mm
走到次数
1
以侧面平面定位,以另一平面压紧,以两轴径φ110.6+0.0870mm定位压紧钻4×M24-7H螺纹的底孔φ21
φ21钻头、
0~125mm游标卡尺
227
15
0.2
10.5
1
2
攻螺纹4×M24-7H
M24丝锥
M24标准螺栓
200
3
1
编制
张梦云
审核
张营营
批准
徐嘉乐
备注
共1页第1页
常州机电职业技术学院
机械加工工序过程卡片
产品型号
立式2-WH-3.0/30
零件图号
10811144
产品名称
多机组组合中压空压机
零件名称
曲轴
毛坯种类
毛坯外形尺寸
铸件
见毛坯图
车间
工序号
工序名称
车床工段
14
精车左右端外圆
设备型号
设备名称
CW6180
普通车床
夹具名称
端面拨动顶尖
活动顶尖
辅助配重1
工步号
工步内容
切削工具编号及名称
辅助工具
量检具编号及名称
主轴转速r/min
切削速度m/min
走刀量mm/r
吃刀深度mm
走到次数
1
双顶尖装夹,车拐径外侧左端面
外圆精车刀
0~125mm游标卡尺
200
81
0.1
1
1
2
精车轴径φ110+0.025+0.003mm至φ110.6+0.0870mm,长度尺寸至94mm,保证尺寸75mm,并倒角
外圆精车刀
0~125mm游标卡尺
500
175
0.2
0.7
1
3
车拐径外侧右端面至图纸尺寸
0~125mm游标卡尺
200
81
0.1
1
1
4
粗车轴径φ110+0.025+0.003mm至φ112
外圆精车刀
0~125mm游标卡尺
300
114
0.4
2.5
2
5
精车轴径φ110+0.025+0.003mm至φ110.6+0.0870mm,长度尺寸至103mm,并圆角
0~125mm游标卡尺
500
175
0.2
0.7
1
6
其余各部分尺寸车至φ106+0.22mm,保证尺寸75mm
外圆精车刀
0~125mm游标卡尺
400
138
0.3
3
1
编制
张梦云
审核
张营营
批准
徐嘉乐
备注
共1页第1页
常州机电职业技术学院
机械加工工序过程卡片
产品型号
立式2-WH-3.0/30
零件图号
10811144
产品名称
多机组组合中压空压机
零件名称
曲轴
毛坯种类
毛坯外形尺寸
铸件
见毛坯图
车间
工序号
工序名称
磨床工段
15
磨左右端外圆
设备型号
设备名称
M1432
磨床
夹具名称
端面拨动顶尖
活动顶尖
辅助配重1
工步号
工步内容
切削工具编号及名称
辅助工具
量检具编号及名称
主轴转速r/min
切削速度m/min
走刀量mm/r
吃刀深度mm
走到次数
1
双顶尖装夹,精磨左端轴径φ110+0.025+0.003mm至图样尺寸,磨圆角R3,
外圆砂轮
100~125外径千分尺
2866
30
0.2
0.3
2
2
双顶尖装夹,精磨右端轴径φ110+0.025+0.003mm至图样尺寸,磨圆角R3,
外圆砂轮
100~125外径千分尺
2866
30
0.2
0.3
2
编制
张梦云
审核
张营营
批准
徐嘉乐
备注
共1页第1页
常州机电职业技术学院
机械加工工序过程卡片
产品型号
立式2-WH-3.0/30
零件图号
10811144
产品名称
多机组组合中压空压机
零件名称
曲轴
毛坯种类
毛坯外形尺寸
铸件
见毛坯图
车间
工序号
工序名称
车床工段
16
半精车圆锥
设备型号
设备名称
CW6180
普通卧式车床
夹具名称
三爪卡盘
活动顶尖
工步号
工步内容
切削工具编号及名称
辅助工具
量检具编号及名称
主轴转速r/min
切削速度m/min
走刀量mm/r
吃刀深度mm
走到次数
1
夹左端,顶右端中心孔,精车φ105+0.24-0.40mm至φ105.6+0.870mm,并圆角R3
外圆车刀
0~125mm游标卡尺
400
138
0.3
0.2
1
2
精车1:
10圆锥,留磨量0.6mm
外圆车刀
锥度游标卡
300
114
0.2
2
编制
张梦云
审核
张营营
批准
徐嘉乐
备注
共1页第1页
常州机电职业技术学院
机械加工工序过程卡片
产品型号
立式2-WH-3.0/30
零件图号
10811144
产品名称
多机组组合中压空压机
零件名称
曲轴
毛坯种类
毛坯外形尺寸
铸件
见毛坯图
车间
工序号
工序名称
磨床工段
17
磨圆锥面
设备型号
设备名称
M1432
磨床
夹具名称
端面拨动顶尖
活动顶尖
辅助配重1
工步号
工步内容
切削工具编号及名称
辅助工具
量检具编号及名称
主轴转速r/min
切削速度m/min
走刀量mm/r
吃刀深度mm
走到次数
1
双顶尖装夹,磨1:
10圆锥与φ105轴,长216mm
外圆砂轮
100~125外径千分尺
3000
35
0.1
0.3
2
编制
张梦云
审核
张营营
批准
徐嘉乐
备注
共1页第1页
常州机电职业技术学院
机械加工工序过程卡片
产品型号
立式2-WH-3.0/30
零件图号
10811144
产品名称
多机组组合中压空压机
零件名称
曲轴
毛坯种类
毛坯外形尺寸
铸件
见毛坯图
车间
工序号
工序名称
铣床工段
19
铣键槽
设备型号
设备名称
X52K
普通立式铣床
夹具名称
压板
工步号
工步内容
切削工具编号及名称
辅助工具
量检具编号及名称
主轴转速r/min
切削速度m/min
走刀量mm/r
吃刀深度mm
走到次数
1
以一个大平面定位,压板压上平面,以140+0.022+0.008mm右侧面定位压紧,铣键槽宽28mm,长176mm,保证键槽底距中心距离为36mm
φ28键槽铣刀
0~125mm游标卡尺
341
30
204
14
1
编制
张梦云
审核
张营营
批准
徐嘉乐
备注
共1页第1页
常州机电职业技术学院
机械加工工序过程卡片
产品型号
立式2-WH-3.0/30
零件图号
10811144
产品名称
多机组组合中压空压机
零件名称
曲轴
毛坯种类
毛坯外形尺寸
铸件
见毛坯图
车间
工序号
工序名称
镗床工段
20
钻左端各类孔
设备型号
设备名称
T68
卧式镗床
夹具名称
压板
辅助支承
工步号
工步内容
切削工具编号及名称
辅助工具
量检具编号及名称
主轴转速r/min
切削速度m/min
走刀量mm/r
吃刀深度mm
走到次数
1
以一个大平面定位,压板压上平面,钻左端φ20mm孔,孔深136mm,
φ20钻头
0~125mm游标卡尺
227
15
0.2
10
1
2
扩φ32mm,深50
φ32扩孔钻
0~125mm游标卡尺
150
15
0.3
6
1
3
锪60°倒边
60°角锪孔钻
200
15
0.1
1
1
4
重新装夹,钻φ10mm油孔和M12-7H底孔φ10mm
φ10钻头
0~125mm游标卡尺
477
15
0.15
5
1
5
钻M24-7H底孔φ21
φ21钻头
0~125mm游标卡尺
227
15
0.2
10.5
1
6
攻M24-7H螺纹
M24丝锥
M24标准螺栓
200
3
1
7
攻M12-7H螺纹
M12丝锥
M12标准螺栓
200
2
1
1
编制
张梦云
审核
张营营
批准
徐嘉乐
备注
共1页第1页
常州机电职业技术学院
机械加工工序过程卡片
产品型号
立式2-WH-3.0/30
零件图号
10811144
产品名称
多机组组合中压空压机
零件名称
曲轴
毛坯种类
毛坯外形尺寸
铸件
见毛坯图
车间
工序号
工序名称
镗床工段
21
钻斜油孔
设备型号
设备名称
T68
卧式镗床
夹具名称
专用工装
工步号
工步内容
切削工具编号及名称
辅助工具
量检具编号及名称
主轴转速r/min
切削速度m/min
走刀量mm/r
吃刀深度mm
走到次数
1
钻拐径φ10mm斜油孔
φ10钻头
0~125mm游标卡尺
477
15
0.15
5
1
 升级会员
升级会员 