轮胎成型机.docx
《轮胎成型机.docx》由会员分享,可在线阅读,更多相关《轮胎成型机.docx(21页珍藏版)》请在冰豆网上搜索。
轮胎成型机
第七章轮胎成型机
第一节概述
科学家们为了令人们能够确信各自在地球上的精准位置,设定以地球的南极和北极为中心,把地球分成360等分,地球表面从北极到南极通过英国伦敦格林威治天文台的那条径线叫做0°径线。
同时,以赤道线为基准,把地球分成南北各90条与赤道相平行的等分线圈叫纬线。
通过格林威治天文台的这条0°径线叫本初子午线,其它径线通称子午线。
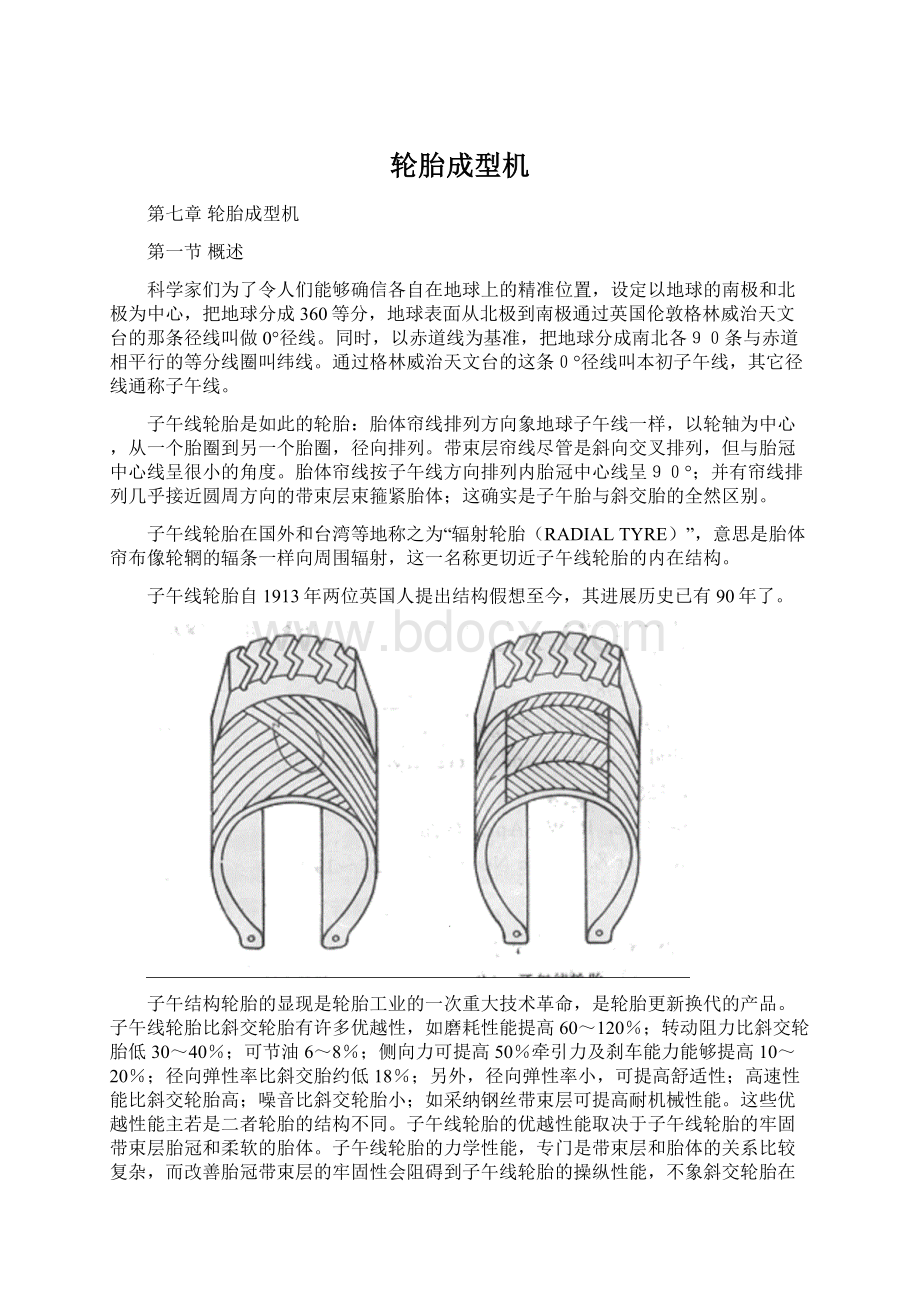
子午线轮胎是如此的轮胎:
胎体帘线排列方向象地球子午线一样,以轮轴为中心,从一个胎圈到另一个胎圈,径向排列。
带束层帘线尽管是斜向交叉排列,但与胎冠中心线呈很小的角度。
胎体帘线按子午线方向排列内胎冠中心线呈90°;并有帘线排列几乎接近圆周方向的带束层束箍紧胎体;这确实是子午胎与斜交胎的全然区别。
子午线轮胎在国外和台湾等地称之为“辐射轮胎(RADIALTYRE)”,意思是胎体帘布像轮辋的辐条一样向周围辐射,这一名称更切近子午线轮胎的内在结构。
子午线轮胎自1913年两位英国人提出结构假想至今,其进展历史已有90年了。
子午结构轮胎的显现是轮胎工业的一次重大技术革命,是轮胎更新换代的产品。
子午线轮胎比斜交轮胎有许多优越性,如磨耗性能提高60~120%;转动阻力比斜交轮胎低30~40%;可节油6~8%;侧向力可提高50%牵引力及刹车能力能够提高10~20%;径向弹性率比斜交胎约低18%;另外,径向弹性率小,可提高舒适性;高速性能比斜交轮胎高;噪音比斜交轮胎小;如采纳钢丝带束层可提高耐机械性能。
这些优越性能主若是二者轮胎的结构不同。
子午线轮胎的优越性能取决于子午线轮胎的牢固带束层胎冠和柔软的胎体。
子午线轮胎的力学性能,专门是带束层和胎体的关系比较复杂,而改善胎冠带束层的牢固性会阻碍到子午线轮胎的操纵性能,不象斜交轮胎在改善胎冠缓冲层的角度和密度时可不能阻碍斜交轮胎的性能,只有改变斜交胎体的密度和角度时,才会阻碍轮胎质量。
子午线轮胎的带束层和胎体部份,各有自己的作用。
子午线轮胎的带束层起决定性的作用,带束层会阻碍到子午线轮胎的侧向力、高速性能、耐磨性能等。
而胎体会阻碍到轮胎的舒适性和牵引力。
另外改变胎体的角度90°至85°会改变其均匀性能。
由于子午线轮胎的径向牢固性比带束层高,子午线轮胎的力学特性和斜交胎不同。
子午线轮胎的结构特性引发了汽车工业的关注,专门是子午线轮胎的侧向力的提高,增加了汽车的操纵稳固性,知足汽车高速度的要求。
因此,在国际上,子午线轮胎进展是专门快的。
各类类型的机动车都在利用子午线结构的轮胎,如工程车、拖沓机、轿车、轻、重型载重车等。
在20世纪80年代,法国航空飞机也采纳了子午线轮胎。
第二节子午线轮胎和斜交轮胎的结构不同
采纳帘线作为骨架材料的斜交轮胎,提高了轮胎的缓冲性能和操纵性能,轮胎也有了进展前景。
轮胎是由不同纤维和不同性能的胶料组成的复合体。
轮胎一样由七个部份组成:
(a)胎面胶是轮胎与地面接触的部位,这种胶料必需耐磨性好,有必然的弹性,耐氧光和热老化,与地面有专门好的抓着力。
(b)胎侧胶的胶料要求耐曲挠性能和耐氧、光老化性能好,能专门好地爱惜轮胎胎体。
(c)胎体由纤维帘线或钢丝帘线组成,具有粘合性好,耐热、耐剪切及耐曲挠的胶料,胶料能把帘线层粘成一体,并裁成必然角度,胎体经受必然气压和负荷,并要有必然的平安系数。
(d)钢丝圈是由包胶的钢丝圈、胎圈三角胶芯和钢丝圈包布组成。
它的作用是把胎体帘布包在钢丝圈上,使轮胎能固定在轮辋上,因此钢丝必需有必然强力来经受轮胎行驶中的气压和离心力,在设计上须有必然的平安系数。
(e)缓冲层或钢丝带束层,其作用主若是分散轮胎受到外来的冲击。
(f)油皮胶或气密层胶,有内胎轮胎在内层加贴油皮胶主若是减少轮胎胎体帘线受到内胎的摩擦。
(g)胎圈钢丝包布,它裁成必然角和必然宽度,它的作用是爱惜胎圈的帘线不受轮辋的摩擦。
斜交轮胎一样由这七个部份组成,这种轮胎的胎体角度阻碍汽车和轮胎的性能,轮胎利用的帘线品种也阻碍轮胎的性能,可见斜交轮胎的胎体是起要紧作用的轮胎的花纹也能阻碍轮胎的性能,如噪音、牵引性、耐磨性及侧滑性。
另外,胎面配方必需配合轮胎花纹才能取得最正确的性能,但胎体角度对轮胎的力学性能阻碍最大(其他条件相同,仅胎体胎冠角度不同)
斜交轮胎的胎体,操纵着轮胎的质量性能,缓冲层对斜交轮胎的性能作用不大。
相反子午线轮胎,要紧靠子午线轮胎的带束层,而子午线轮胎的胎体对子午线轮胎的性能阻碍不大,胎体的作用主若是维持轮胎不变形或少变形,胎体角度小于90°会阻碍均匀性,对子午线轮胎的断面宽、牵引力和刹车力也有些阻碍,其他性能要紧靠带束层。
关于子午线轮胎力学性能的研究,主若是集中在研究带束层上。
按一样斜交轮胎的技术设计要求,规格越大,胎体层数越多,强度也越大,而子午线轮胎,规格越大,胎体的强度不必然越大。
但带束层的强度是规格越大,气压越大,强度也越大。
这就说明了子午线轮胎的性能和斜交轮胎是不同的。
因此关于轮胎的胎体的设计技术原那么也是不同的。
一、子午线轮胎的结构及作用
1.有内胎全钢子午线轮胎
2.无内胎全钢子午线轮胎
二、各部件的作用
1.胎面
胎面与地面相接触,故除爱惜胎体之外,还具有耐磨耗、缓和冲击、防滑、驱动和制动等作用。
2.胎肩
胎肩部位较厚,为轮胎支撑部位,此部位厚度大,散热慢,因此在轮胎设计时应专门注意散热功能。
胎侧要紧爱惜胎体,耐反复屈挠,通常也有连同胎肩部通称为胎侧。
子口部位为轮胎与轮辋嵌合部位,该部位构造比较复杂,除钢丝圈及胶芯之外,还有反包胎体帘布和钢丝包布等。
胎体是轮胎的骨架,除经受轮胎的气压之外,还要支持轮胎的负荷缓和冲外来的冲击力。
胎面与胎体之间的由2-4层交叉的钢丝帘布组成带束层。
该带束层帘线方向与轮胎行驶方向成小角度(15-25°),其要紧功能是作为胎面与胎体的过渡层,起到缓和冲击力和爱惜胎体的作用。
子午胎的带束层由于是几层钢丝帘布组成角度很小的带束捆扎在胎体之上,使轮胎在利用进程中周向变形较小。
采纳意大利倍耐力公司的专利技术的全钢子午线轮胎,其在两个胎肩部位各加两层与胎体帘布呈90°的钢丝带,称之为0°带束层。
其作用确实是不使轮胎在高速行驶时在肩部形成较大的离心力而致使轮胎肩部变形,从而起到爱惜轮胎、降低生热的作用。
关于0°带束层结构的特性
0°带束层结构最大的特点是该带束层在各类速度下都使轮胎维持其最正确轮廓。
为了对0°带束层结构的形式和功能有一较好的了解,第一应与子午胎中所利用的标准结构(见图)做一比较。
第三节子午线轮胎成型设备
一、全钢载重子午线轮胎的优良性
一、子午线轮胎耐磨性好:
子午线轮胎的带束层刚性高,角度小,使每根帘线的长度比胎面的接地长度长,使轮胎转动量移动小。
当汽车转弯时扭转方向盘的角度小,可减少轮胎侧滑,从实验结果看子午线轮胎(TBR)在负载下的周长比斜交轮胎(TBB)长。
轮胎移动性越大,耐磨性越差。
斜交轮胎转动胎面接地时就发生蠕动和滑动,子午线轮胎易磨损,子午线的耐磨性能提高了60~120%[16][17];
TBBTire
TBRTire
图TBR和TBB断面图
二、子午线轮胎的转动阻力小:
子午线轮胎的转动阻力比斜交轮胎低30-40%,可节油6-8%;同时子午线轮胎的胎体柔软,不管用哪一种帘线,在行驶中帘线之间没有剪切力,因此从力学性来看,有利于减少转动阻力[18];
3、子午线轮胎的牵引力和刹车性能好:
牵引及刹车的能力能够提高10-20%,这主若是由于子午线轮胎结构所引发的;
4、子午线轮胎的转弯能力大:
子午线轮胎的侧向力或横向力比斜交轮胎高,主若是子午线轮胎的带束层角度比斜交轮胎小得多。
侧向力或转向力如采纳钢丝带束层比斜交轮胎提高76%,用纤维带束层也可提高50%[19];
五、子午线轮胎噪声小:
采纳子午线轮胎的汽车可降低噪声;
六、子午线轮胎的舒适性好:
它的径向弹性率比斜交轮胎约低18%;
7、子午线轮胎升热小;
八、子午线轮胎的高速性能好;
九、子午线轮胎耐机械损伤性好。
TBBTire
TBRTire
图TBR和TBB轮胎结构
正因为TBR轮胎具有如此之多的益处和优势,TBR轮胎的进展前景超级广漠,因此其要紧的生产设备全钢载重子午线轮胎成型机及轮胎生产工艺也成为研究的重点。
二、全钢载重子午线轮胎市场情形
2007年以来,我国轮胎工业在国家宏观调控政策正确引导下和相关行业进展的助动下,经济运行整体处于稳步上升的态势。
据统计,2007年全国轮胎产量大约亿条,其中子午线轮胎亿条(全钢胎0.5亿条,半钢胎1.8亿条)。
从轮胎分会统计的46家会员企业1~10月情形来看,轮胎产值、轮胎外胎产量和轮胎销售收入同比别离增加25.8%、20.9%和28.1%。
其中子午胎产量同比递增30.7%,子午化率达到70%左右。
受普遍关注的全钢载重子午线轮胎产量同比增加28.0%,全国生产全钢载重子午线轮胎的企业有32家,其中年产量在250万条以上的有5家,100万~250万条的有7家,100万条以下的有20家;生产半钢子午胎的企业有33家,年产量在1000万条以上的有4家,100万~1000万条的有23家,其中100万条以下的6家;生产斜交胎的企业有32家,其中23家企业斜交胎产量同比持平或略有减少,有9家企业同比略有增加。
从子午化率上看,全钢载重子午胎为38%,距国际水平(90%水平),尚有庞大空间。
随着公路和汽车行业的进展,高性能轮胎的需求将不断增加,全钢载重子午线轮胎占轮胎需求量的比重也将慢慢提高,估量以后5-10年内我国载重子午轮胎线的市场仍将供不该求。
从全钢载重子午线轮胎投资情形看,一样300千条/年规模的全钢载重子午线轮胎生产线若是全数采纳国产设备的话投资需要3亿元左右,若是部份采纳入口设备那么需~4亿元,投资相对较大,而且全钢载重子午线轮胎制造工艺复杂,可是随着载重胎子午化率逐年提高,5-10年内全钢载重子午线轮胎市场仍将繁荣。
另外,全钢载重子午线轮胎的建设热潮将大大推动我国轮胎产品的结构调整,加速全钢载重子午线轮胎的子午化进程,提高在国际市场上的竞争力。
三、全钢子午线轮胎的成型工艺
全钢子午线轮胎加工精度要求很高,为了保证成型操作中各部件贴合定位准确及能使带束层大体上维持轮胎成品设计尺寸的条件下贴合成型,故要利用专门的精度高的成型设备和工艺。
将符合设计尺寸标准的胎侧、内衬层、钢丝子口包布、垫胶、胎圈,带束层和胎面等依照部件的加工顺序及定位要求,精准对称地紧密组合成一体的待硫化胎胚的加工工艺进程称为轮胎成型工序。
成型工序是全钢子午线轮胎整个制造进程中的极为重要的关键工序。
成型工序质量极为明显地关系到成品的内外质量和利用质量。
要实现全钢子午线轮胎均匀性,密实性的质量要求,成型工序必需注意以下几个方面的要求;
×成型机的精度。
×成型机的工艺参数的设定及稳固性。
×半成品部件的质量。
×成型工的操作技术水平,
×成型区域的温湿度环境。
子午线轮胎的成型方式分为两种,即一次法成型和二次法成型。
目前,国内外轮胎生产厂家的载重子午线轮胎或轿车子午线轮胎的成型工艺,都是采纳一次法成型或二次法成型。
1.一次法成型
在一台成型机上一次完成轮胎全数部件组合成型的方式称为一次法
机型。
其成型机称为一次法成型机。
一次法成型的生产工艺是在二次法成型工艺的基础上进行改良完善进展起来的。
一次法成型的工艺进程(两鼓成型机):
×在成型主鼓上依次把胎侧、内衬层、钢丝子口包布、胎体帘布、垫胶定位敷贴。
×扣进钢丝胎圈定位,机头收缩额膨胀,依次进行预定型,定型,超定型。
×传递环将在辅助鼓上贴合好的胎面带束层环形部件移位到成型主鼓上对中贴在充气膨胀的胎体上。
×侧压辊滚压双侧胎圈胶芯。
×两后压辊由中向双侧分开滚压胎面。
×反包胶囊助推胶囊充气膨胀后再快排收缩,侧压辊滚压胎侧进行胎体帘布和胎侧的反包。
×卸胎。
一次法成型的整个工艺进程中,各部件都处于技术要求的固定位置上,胎体变形小,滚压密实,整体均匀性能好,故轮胎生产厂现都采纳一次法成型机进行全钢子午线轮胎的成型。
2.二次法成型
二次法成型,又称两段成型法。
子午线轮胎初期生产时,是在斜交轮胎成型机(即一段成型机)上,将内衬层、胎体、子口包布、胎圈等部件贴合组成的一段胎胚卸下,即完成了一段成型。
而后,将一段胎胚套装在二段成型机上充气定型到设定的外缘尺寸,把在二段成型机上制作的贴合成一体的带束层、胎脸部件定位套贴在一段胎胚上滚压密实完成了胎胚成型。
也即完成了二段成型。
二次法成型需要一段成型机和二段成型机,故称为二次法成型机组。
一样地说一个机组是有二台一段成型机和一台二段成型机组成。
二次法成型的一样工艺进程;
一段成型工艺
×在一段成型机上的金属鼓依次敷贴内衬层、胎体帘布、胎圈并反包胎体帘布×将两条子口包布和两条垫胶定位贴好。
×把两条胎侧定位紧贴在胎胚的双侧上,接好胎侧接头并用压辊滚压靠近胎趾的胎侧部位。
卸下胎胚完成了一段胎胚的制做。
一段胎胚形状是圆筒状。
在搬运到二段成型的进程中,注意维持胎胚两个胎圈的同心度,胎体不变形。
二段成型工艺
×在带束层/胎面贴合鼓上依次定位将各层带束层和胎面贴合成带束层/胎面环状部件,由传递环对中贴合鼓夹持带束层/胎面移出到等带位置。
×一段胎胚装到二段成型机的成型鼓上,两胎圈定位并移到预定型的位置。
×传递环移位到成型鼓对中,胎体内缓慢充气到设定的压力,两胎圈移位到定型位置,胎体膨胀到紧贴带束层/胎面组合件。
×传递环移出成型鼓,滚压胎面和胎侧。
×传递环再移位到成型鼓位置夹取胎胚后移出成型鼓将胎胚卸下。
二次成型要从一段成型机上把胎体卸下搬运套装在二段成型机上,在此进程中胎体易变形,专门是钢丝胎体帘布刚性大,在一段机头上正包很困难,不易做到正包的钢丝帘线密度均匀和压实,保证不了全钢子午线轮胎整体均匀性的质量要求。
二次法成型在全钢子午线轮胎初始进展时期,轮胎生产厂家曾采纳过,后来开发出了能更好地保证全钢子午线轮胎整体均匀性质量的一次法成型机,全钢子午线轮胎的成型就专门快就不采纳二次法成型了。
但二次法成型机组通过不断的改造和进展,其成型精度和效率大大地提高,能成型均匀好的高质量的子午线轮胎。
故被普遍地应用于子午线轿车轮胎的成型。
四、子午线轮胎成型机
一次法成型能保证全钢子午线轮胎的整体均匀性,达到和知足技术设计的要求,故一次法成型机的研制和开发取得了专门快地进展,在两鼓成型机的基础上又研发制造了三鼓成型机和四鼓成型机。
三鼓,四鼓一次法成型机成型的胎胚比两鼓一次法成型机成型的胎胚更能保证轮胎的整体均匀性。
另外是生产效率不同。
两鼓一次法成型机班产胎胚45条至50条。
三鼓一次法成型机班产胎胚95条至100条。
四鼓一次法成型机班产胎胚140条至150条。
1.两鼓一次法成型机
辅助成型鼓;
×依次把各层带束层和胎面定位铺贴在辅助成型鼓上组合成环状带束层/胎面复合件。
×传递环向左移到辅助鼓对中夹取带束层/胎面复合件后离开辅助鼓向右移出到等待位置。
成型主鼓;
×依次把胎侧,内衬层、钢丝子口包布、胎体帘布、垫胶定位铺贴在成型主鼓上。
×扣进钢丝胎圈定位后,两胎圈慢慢向鼓中心收缩进行预定型、定型。
现在胎体膨胀。
×在定型状态,夹取带束层/胎面复合件的传递环移到成型主鼓对中,进入超定型时,膨胀的胎体紧贴带束层/胎面组合件,传递环将带束层/胎面复合件放下并向右移离开成型主鼓到等待位置。
×双侧的胎侧压辊滚压胎圈胶芯。
×胎面压辊滚压胎面。
×反包胶囊、助推胶囊充气膨胀并快排收缩,胎侧压辊滚压反包胎体和胎侧。
×传递环右移到成型主鼓夹持胎胚向左移离开成型主鼓。
×传递环将胎胚放到卸胎器上,卸胎器将胎胚卸放到胎胚寄存盘或车上。
2.三鼓一次法成型机
带束层鼓的工艺同两鼓一次法成型机的辅助鼓的工艺。
胎体成型鼓;
×依次把胎侧、内衬层、钢丝子口包布、胎体帘布定位铺贴在胎体成型鼓上。
×胎体传递装置移到胎体成型鼓上对中、真空吸附夹取胎体移到成型主鼓对中。
成型主鼓;
×胎体对中定位套装在成型主鼓上、胎体传递装置放下胎体移离开成型主鼓
×定位扣进钢丝胎圈后预定型。
×定位铺贴垫胶。
×夹取带束层/胎面组合件的传递环移到成型主鼓对中,进入超定型时,膨胀的胎体紧贴带束层/胎面组合件,传递环将带束层/胎面组合件放下并移离开成型主鼓。
×胎侧压辊滚压胎圈胶芯。
×胎面压辊滚压胎面。
×胎侧指型反包装置撑开反包胎体和胎侧后,压辊滚压胎侧。
×卸胎器进入卸胎。
3.四鼓一次法成型机
带束层鼓、胎体成型鼓的成型工艺同三鼓一次法成型机带束层鼓、胎体成型鼓的成型工艺。
胎体传递装置夹持胎体移到成型主鼓a对中。
成型主鼓a
×胎体对中定位,胎体传递装置将胎体定位套装在成型主鼓a上,传递装置移离开成型主鼓a
×定位扣进钢丝胎圈后,胎圈锁扇形块胀开锁定胎圈,定位敷贴两条垫胶。
×待成型主鼓b完成胎胚成型后,成型主鼓a旋转180度到成型主鼓b位置,而成型主鼓b同时也旋转180度到成型主鼓a的位置,依次进行套装胎体、上胎圈、敷贴垫胶工艺。
×成型主鼓a慢慢向中心收缩,胎体膨胀,进入定型时,夹取带束层/胎面的传递环移向成型主鼓a对中,进入超定型,膨胀的胎体紧贴带束层/胎面组合件,放下带束层/胎面的传递环移离开成型主鼓a。
×胎侧压辊滚压胎圈胶芯。
×胎面压辊滚压胎面。
×胎侧指型反包装置撑开反包胎体胎侧后,压辊滚压胎侧。
×卸胎器进入卸胎。
×成型主鼓a与成型主鼓b同时旋转180度换位,按程序各行其是下一步的成型工艺。
五、成型鼓
成型鼓是成型机上的重要部份,成型鼓的合理构造和在成型进程中定位运行的精度是保证轮胎质量的关键。
成型鼓要紧由成型中心鼓、成型中心鼓双侧的胎圈定位锁定扇形块和反包装置等组成。
1.成型中心鼓。
全钢子午线轮胎一次法成型利用的成型鼓目前要紧有有胶囊式和无胶囊式。
依照成型鼓的进展趋势,无胶囊式的成型中心鼓将被普遍的利用。
A.有胶囊式成型中心鼓。
成型鼓的中心部位有一名置固定的金属成型环,环上套有左右各三个直径不同、很薄而相互重叠的鼓环,整个鼓环外面包有成型中心胶囊,轮胎各部件在成型中心胶囊的表面贴合成型,成型胎胚的膨胀定型是由胶囊内充气来进行。
从而完成胎胚的成型进程。
成型相同胎圈直径的不同规格轮胎,要改换中心胶囊。
B.无胶囊式成型中心鼓。
无胶囊式成型中心鼓又称为成型金属鼓。
成型金属鼓又有金属套环式和金属扇形板式。
金属套环式成型中心鼓。
成型中心鼓有三个圆形金属套环组成的成型鼓面。
轮胎各部件在成型鼓的金属硬表面贴合成型,当两个胎圈向鼓中心移动缩小间距,胎胚充气定型时,双侧的金属套环轴向向中心金属环移动缩小鼓的宽度,从而完成胎胚的成型进程。
成型相同胎圈直径的不同规格轮胎,调整机头宽度即可实现。
金属扇形板式成型中心鼓。
成型鼓的中央有一个金属或硬质塑料制作的成型环,紧邻中心成型环的双侧各有六块金属制作的扇形成型鼓块组成的成型鼓面。
轮胎各部件在成型鼓的硬表面贴合成型,当两个胎圈向鼓中心移动缩小间距,胎胚充气定型时,金属扇形鼓块在胎胚胎里由轴向水平向外张开缩短轴向长度,从而完成无胶囊定型轮胎胎胚的成型进程。
成型相同胎圈直径的不同规格轮胎,可换不同宽度的中心成型环从而实现成型机头平宽度的调整。
还有一种即无胶囊无金属套环和金属扇形板的成型中心鼓。
在鼓的中央可见定中心的扇形中心板带有胶囊式、金属套环式、金属扇形式成型中心鼓的成型鼓目前多装在两鼓一次法成型机上。
无胶囊无金属套环式的成型中心鼓多装在三鼓和四鼓一次法成型机上。
有胶囊的成型中心鼓需要有胶囊制做工序,胶囊利用中易显现破损或因膨胀频繁引发变形而不能利用,需要改换。
而无胶囊的成型中心鼓那么不存在此问题。
二、胎侧反包装置
胎侧反包装置目前要紧有两种形式。
一种是由胶料和骨架材料组成的反包胶囊和助推胶囊组成的反包装置在成型时,成型中心鼓双侧的反包胶囊和助推胶囊充气膨胀将胎体帘布和胎侧反包。
而后由侧压辊滚压完成胎侧反包。
一种是有金属做成的机械指型反包装置。
在成型时,成型中心中心鼓双侧的指形反包装置对胎体帘布和胎侧进行反包。
而后,有侧压辊滚压完成胎侧反包。
第四节国内外全钢载重子午线轮胎成型机进展概况及进展趋势
一、国内外全钢载重子午线轮胎成型机概况
国外轮胎设备制造商推出的成型机要紧有荷兰VMI公司的VAST三鼓和四鼓成型机、日本三菱重工的SY22024三鼓成型机和德国克虏伯的NR3型三鼓成型机。
国内全钢载重子午线一次法成型机制造商有天津赛象科技股分,北京航空制造工程研究所,青岛高校软控股分和桂林橡胶机械厂等。
VMI公司三鼓和四鼓成型机自控系统运行稳固,线路标准,易于把握。
操作界面友好,易于保护,具有错误诊断信息、生产数据治理和自动设定及轮胎规格选择菜单,其产能分析汇总如下三鼓成型机和四鼓成型机的设计能力别离为80和120条班,而事实上两种成型机曾持续显现110条和140条的班产量,代表了国内外轮胎成型设备制造的最高水平。
下图为VMI成型机工艺流程。
图VMI成型机工艺流程
下图为VMI2SA022全钢载重子午线轮胎机械反包三鼓成型机。
该成型机要紧由胎体区、定型区和带束层区三部份组成,有一个胎体鼓、一个机械定型鼓和一个带束层鼓,还有两个传递环,别离是胎体传递环和带束层传递环。
1-体贴合鼓传动箱;2-胎体贴合鼓;3-胎体帘布、内衬层和胎侧/胎圈护胶、胎圈增强层供料装置;4-胎圈装载器;5-胎体和胎圈传递环;6-机械定型鼓支撑装置;
7-机械定型鼓;8-滚压装置;9-胎面和带束层复合件及卸胎传递环;10-卸胎小车;
11-带束层供料装置;12-胎面和带束层贴合鼓;13-胎面供料装置;
14-胎面和带束层贴合鼓传动箱。
图VMI2SA022全钢载重子午线轮胎三鼓成型机
胎体区要紧由胎体贴合鼓和胎体帘布、预复合件(内衬层和胎侧复合件)、胎圈增强层供料架等组成,胎体供料架配备有VVS定中纠偏装置和超声裁断操纵装置等;定型区由机械定型鼓及转台、滚压装置、机械定型鼓支撑架(尾座)、带束层及胎体传递环、卸胎架、胎圈装载器等组成;带束层区要紧由带束层鼓、带束层供料架、胎面供料架等组成。
VAST4型四鼓成型机布局简单、美观大方,它由3部份组成:
成型区(SH)、带束层区(B&T)和胎体区(CC)。
然后,依照这3大区域再进行机械和电气的散布设计和系统治理。
成型区作为成型机的要紧部份,又分为1#、2#成型鼓及转台、滚压装置、2个成型鼓支撑架(尾架)、B&T侧及CC侧传递环、卸胎架、胎圈装载器和垫胶供料架等,垫胶供料架还配备有超声波切割操纵装置;带束层区分为B&T鼓、B&T供料架、胎冠供料架等,B&T供料架配备有VVS定中纠偏装置;胎体区分为CC鼓和CC供料架等,CC供料架配备有VVS定中纠偏装置和超声波切割操纵装置等。
另外,3个区域配备有各自的自主电气柜、操作台和相应的激光灯标系统等。
1-胎体贴合鼓传动箱;2-胎体贴合鼓;3-胎体帘布、内衬层和胎侧/胎圈护胶、胎圈增强层供料装置;4-胎圈装载器;5-胎体和胎圈传递环;6-机械定型鼓支撑装置;7-机械定型鼓;8-滚压装置;9-胎面和带束层复合件及卸胎传递环;10-卸胎小车;11-带束层供料装置;12-胎面和带束层贴合鼓;13-胎面供料装置;14-胎面和带束层贴合鼓传动箱。
图天津赛象TTRG3-80全钢载重子午线三鼓成型机
天津赛象科技股分是国内橡胶设备的佼佼者,在国内市场有必然的占有率,具有大部份橡胶设备的生产能力,制作水平国内较高,但和国际
 升级会员
升级会员 