数控车火箭模型工艺品组合件加工.docx
《数控车火箭模型工艺品组合件加工.docx》由会员分享,可在线阅读,更多相关《数控车火箭模型工艺品组合件加工.docx(18页珍藏版)》请在冰豆网上搜索。
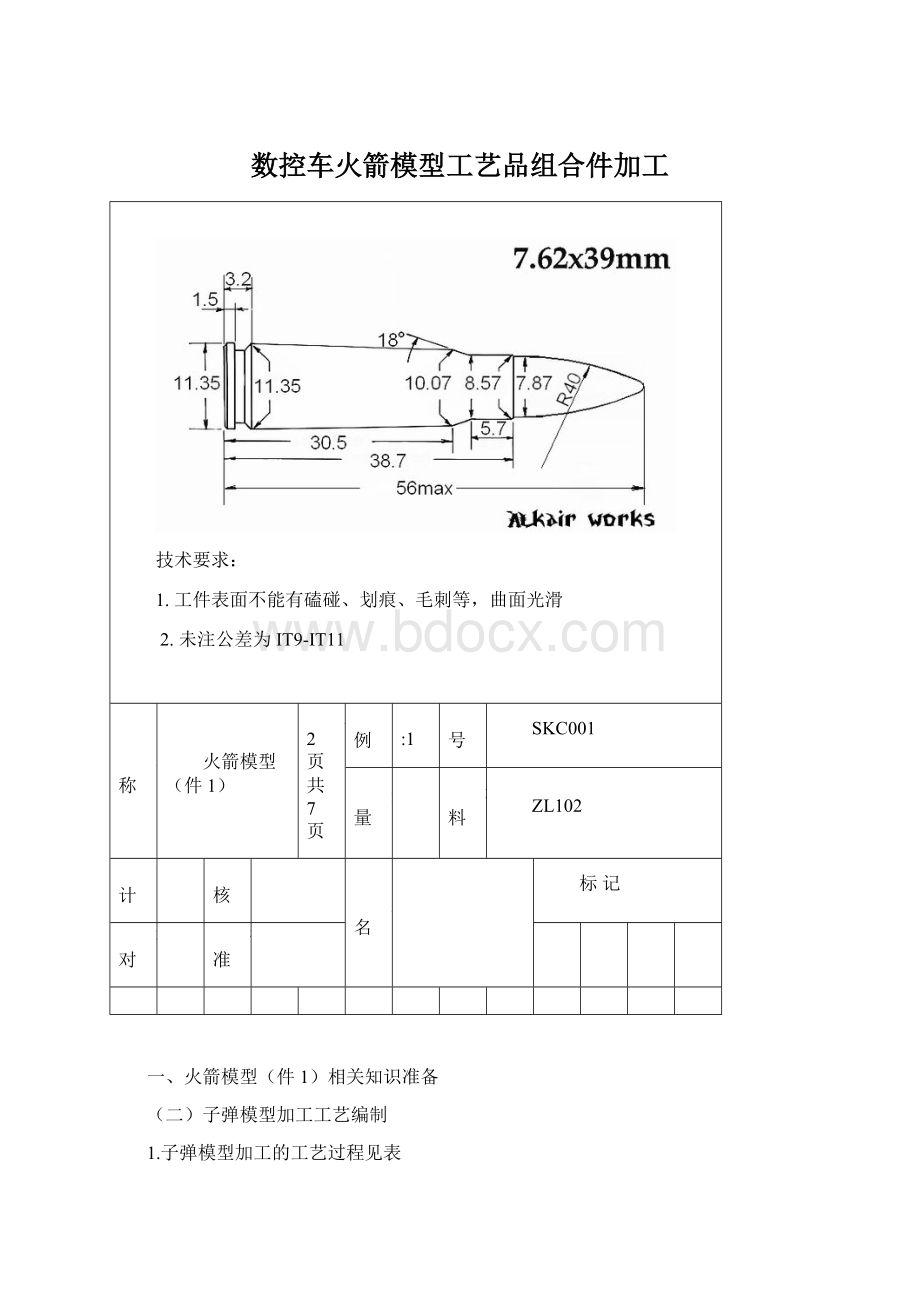
数控车火箭模型工艺品组合件加工
技术要求:
1.工件表面不能有磕碰、划痕、毛刺等,曲面光滑
2.未注公差为IT9-IT11
名称
火箭模型(件1)
第2页共7页
比例
1:
1
图号
SKC001
数量
1
材料
ZL102
设计
审核
厂名
标记
校对
批准
一、火箭模型(件1)相关知识准备
(二)子弹模型加工工艺编制
1.子弹模型加工的工艺过程见表
子弹模型数控加工工艺过程
数控加工工艺过程综合卡片
产品名称
零件名称
零件图号
材料
厂名(或院校名称)
火箭模型组合件工艺品
子弹模型
1
45#
序号
工序名称
工序内容及要求
工序简图
设备
工夹具
01
下料
棒料ø30mm×100mm(留夹持量)
锯床
略
02
加工外圆
粗加工外圆;
HNC-22T
三爪自定心卡盘
03
加工外圆
精加工外圆至完成图纸要求。
HNC-22T
三爪自定心卡盘
04
检验
通用量具检测各部分精度
略
HNC-22T
三爪自定心卡盘
05
加工工艺芯棒
1)加工芯棒轴ø44长150mm,在轴上加工外螺纹;
2)车垫圈;
3)加工与芯棒相配的内螺纹件。
CK6140
三爪自定心卡盘
06
加工外圆
1)用芯棒装夹内孔;
2)粗加工外圆;
3)精加工外圆至ø48mm。
CK6140
三爪自定心卡盘
07
检验
通用量具检测各部分精度
略
CK6140
三爪自定心卡盘
3.刀具及切削用量的选择见表5-3
根据上述对薄壁零件特点、刀具的要求进行了分析选择刀具如下:
见表5-3
表5-3刀具切削参数表
序号
加工面
刀具号
刀具规格
主轴转速n/r.min-1
进给速度V/mm.r-1
类型
材料
1
以内圆为基准粗车端面及外圆
T0404
90度偏刀(机夹式)
涂
层
刀
600
0.2
2
粗车内轮廓面
T0101
内孔圆弧刀(机夹式)
600
0.2
3
精车内轮廓面
T0101
内孔圆弧刀(机夹式)
1200
0.1
4
加工内沟槽
T0303
沟槽刀(机夹式)
300
0.08
5
加工内三角螺纹
T0202
内三角螺纹刀(机夹式)
600
/
6
粗车外椭球及端面
T0101
90°偏刀(机夹式)
600
0.2
7
精车外椭球及端面
T0101
尖刀(机夹式)
1300
0.1
3.车削薄壁工件时切削用量的选择
针对薄壁工件刚度低、易变形的特点,车薄壁工件时应适当降低切削用量。
实践中,一般按照中速、小吃刀和快进给的原则来选择,具体参数可参考下表5-4
表5-4车削薄壁工件时的切削用量
加工性质
切削速度
/m.
进给量f
/mm.
背吃刀量
/mm
粗车
70~80
0.6~0.8
1
精车
100~120
0.15~0.25
0.3~0.5
(二)火箭模型(件2)加工工艺编制
1.火箭模型(件2)单件加工的工艺过程见表5-5
表5-5火箭模型数控加工工艺过程
数控加工工艺过程综合卡片
产品名称
零件名称
零件图号
材料
厂名(或院校名称)
火箭模型组合件工艺品
火箭模型
SKC002
不锈钢
序号
工序名称
工序内容及要求
工序简图
设备
工夹具
01
下料
棒料ø60mm×130mm(留夹持量)
略
锯床
略
02
钻中心孔
用一夹一顶的方式,在工件一端车工艺台阶,夹紧15mm,钻中心孔。
略
CK6140
三爪自定心卡盘
03
加工外轮廓
1)夹工艺台阶外圆,顶住中心孔,粗精车外圆至ø41mm,长112mm;
2)粗、精车外螺纹;
3)取下工件,夹ø41外圆;
4)切断保证总长110。
CK6140
三爪自定心卡盘
04
加工工艺夹具
1)用45#钢件加工弹簧夹套,外圆ø43.3,内孔ø41.3,长为60mm。
CK6140
三爪自定心卡盘
05
钻孔
1)用弹簧夹套夹住ø41的外圆;
2)钻孔至ø20
CK6140
三爪自定心卡盘
06
粗加工内孔
1)用弹簧夹套夹住ø41的外圆;
2)粗加工内孔至ø30。
CK6140
三爪自定心卡盘
07
加工偏心垫片
1)用45#钢加工e=1的偏心垫片。
略
CK6140
三爪自定心卡
08
精加工内孔
1)换软卡爪;
2)精加工内孔至ø34并偏心。
CK6140
三爪自定心卡盘
9
检验
通用量具检测各部分精度
略
CK6140
三爪自定心卡盘
3.刀具及切削用量的选择见表5-6
根据上述对薄壁零件特点、刀具的要求进行了分析选择刀具见表5-6。
表5-6刀具切削参数表
序号
加工面
刀具号
刀具规格
主轴转速n/r.min-1
进给速度V/mm.r-1
类型
材料
1
外圆粗车面
T0101
90°偏刀(机夹式)
涂层刀
600
0.2
2
外圆精车面
T0101
90°偏刀(机夹式)
1300
0.1
3
内孔粗车面
T0404
镗孔刀(机夹式)
500
0.2
4
内孔精车面
T0404
镗孔刀(机夹式)
1200
0.1
5
外三角螺纹
T0303
外三角螺纹刀(机夹式)
800
/
表5-7火箭模型数控加工工艺过程
3.刀具及切削用量的选择见表5-8
根据上述对薄壁零件特点、刀具的要求进行了分析选择刀具如下:
见表5-8
表5-8刀具切削参数表
序号
加工面
刀具号
刀具规格
主轴转速n/r.min-1
进给速度V/mm.min-1
类型
材料
1
粗加工内孔面
T0404
内镗孔刀(机夹式)
涂层刀
500
0.2
2
精加工内孔面
T0404
内镗孔刀(机夹式)
1200
0.1
3
粗加工内孔面
T0101
90°偏刀(机夹式)
600
0.2
4
精加工内孔面
T0101
90°偏刀(机夹式)
1300
0.1
(二)火箭模型(件4)加工工艺编制
1.火箭模型(件4)单件加工的工艺过程见表5-9
表5-9火箭模型数控加工工艺过程
数控加工工艺过程综合卡片
产品名称
零件名称
零件图号
材料
厂名(或院校名称)
火箭模型组合件工艺品
火箭模型
SKC004
ZL102
序号
工序名称
工序内容及要求
工序简图
设备
工夹具
01
下料
棒料ø60mm×135mm(留夹持量)
略
锯床
略
02
钻中心孔
夹住毛坯ø60长30mm钻中心孔。
CK6140
三爪自定心卡盘
03
加工左端外轮廓
1)夹住毛坯ø60长30mm;
2)外圆刀粗精加工外圆至ø50长90mm。
CK6140
三爪自定心卡盘
04
加工左端外端面槽
粗精加工端面槽深度为5mm。
CK6140
三爪自定心卡盘
05
左端钻孔
用ø20麻花钻钻出孔深度至65mm,深度留5mm左右余量。
略
CK6140
三爪自定心卡盘
06
左端粗精加工内孔
1)粗加工内孔ø41和ø32;
2)精加工内孔。
CK6140
三爪自定心卡盘
07
加工左端偏心
1)用垫片装夹;
2)粗精加工内孔ø34,保证孔精度和偏心精度。
略
CK6140
三爪自定心卡盘
08
加工右端外轮廓
1)车端面保证总长;
2)粗精加工外圆;
3)粗精加工ø44长10mm的槽;
4)粗精加工M48的外三角螺纹。
CK6140
三爪自定心卡盘
09
加工右端端面槽
粗精加工右端面槽,深3mm,保证精度。
CK6140
三爪自定心卡盘
10
加工右端端面圆弧
粗精加工端面圆弧。
CK6140
三爪自定心卡盘
11
检验
通用量具检测各部分精度
略
CK6140
三爪自定心卡盘
3.刀具及切削用量的选择见表5-9
根据上述对薄壁零件特点、刀具的要求进行了分析选择刀具如下:
见表5-10
表5-10刀具切削参数表
序号
加工面
刀具号
刀具规格
主轴转速n/r.min-1
进给速度V/mm.min-1
类型
材料
1
左端外圆粗车
T0101
90°偏刀(机夹式)
涂层刀
600
0.2
2
左端外圆精车
T0101
90°偏刀(机夹式)
1300
0.1
3
左端内孔粗车
T0404
内孔刀(机夹式)
500
0.2
4
左端内孔精车
T0404
内孔刀(机夹式)
1200
0.1
5
左端端面槽
T0303
端面槽刀(机夹式)
300
0.06
6
左端平底孔
T0303
内孔平底刀(机夹式)
500
0.1
7
右端螺纹槽
T0202
切槽刀(机夹式)
450
0.1
8
右端外三角螺纹
T0303
外三角螺纹刀(机夹式)
800
/
9
右端端面圆弧
T0404
外三角螺纹刀(机夹式)
500
0.1
(二)火箭模型(件5)加工工艺编制
1.火箭模型(件5)单件加工的工艺过程见表5-11
表5-11火箭模型数控加工工艺过程
数控加工工艺过程综合卡片
产品名称
零件名称
零件图号
材料
厂名(或院校名称)
火箭模型组合件工艺品
火箭模型
SKC005
ZL102
序号
工序名称
工序内容及要求
工序简图
设备
工夹具
01
下料
棒料ø60mm×150mm(留夹持量)
略
锯床
略
02
加工外圆
夹住毛坯ø60留足够长度粗精加工ø54。
CK6140
三爪自定心卡盘
03
钻中心孔
夹住毛坯ø60钻中心孔。
略
CK6140
三爪自定心卡盘
04
钻孔
夹住毛坯用ø20麻花钻钻孔。
略
CK6140
三爪自定心卡盘
05
加工左端内轮廓
1)加工M48的螺纹底孔;
2)加工ø50的内沟槽;
3)加工M48的内螺纹;
4)切断保证长度。
CK6140
三爪自定心卡盘
06
加工右端
1)钻中心孔;
2)扩孔至M16的螺纹底孔;
3)攻丝M16。
CK6140
三爪自定心卡盘
07
检验
通用量具检测各部分精度
略
CK6140
三爪自定心卡盘
2.火箭模型(件5)加工的工艺过程分析
火箭模型(件5)属于简单的轴类工件,由于下料长度较长,不需要做辅助夹具加工外圆,直接加工切断。
但是M48的粗牙螺距5mm,螺纹深度较深,外圆为ø54,注意薄壁加工,右端是M16的粗牙螺纹,可以采取攻丝的方法。
同样注意表面粗糙度和工件的同轴度,表面不能有磕碰、划痕、毛刺等。
3.刀具及切削用量的选择见表5-11
根据上述对薄壁零件特点、刀具的要求进行了分析选择刀具如下:
见表5-12
表5-12刀具切削参数表
序号
加工面
刀具号
刀具规格
主轴转速n/r.min-1
进给速度V/mm.min-1
类型
材料
1
外圆粗车
T0101
90°偏刀(机夹式)
涂层刀
600
0.2
2
外圆精车
T0101
90°偏刀(机夹式)
1300
0.1
3
左端内孔粗车
T0404
内孔刀(机夹式)
500
0.2
4
左端内孔精车
T0404
内孔刀(机夹式)
1200
0.1
5
内沟槽
T0303
内沟槽刀(机夹式)
300
0.1
6
内三角螺纹
T0202
内三角螺纹(机夹式)
600
/
3.刀具及切削用量的选择见表5-13
根据上述对薄壁零件特点、刀具的要求进行了分析选择刀具如下:
见表5-13
表5-13刀具切削参数表
序号
加工面
刀具号
刀具规格
主轴转速n/r.min-1
进给速度V/mm.min-1
类型
材料
1
外圆粗车
T0101
90°偏刀(机夹式)
涂层刀
600
0.2
2
外圆精车
T0101
90°偏刀(机夹式)
1300
0.1
3
螺纹退刀槽
T0202
切槽刀(机夹式)
450
0.1
4
外三角螺纹
T0303
外三角螺纹刀(机夹式)
800
/
5
右端内孔粗车
T0404
镗孔刀(机夹式)
500
0.2
6
右端内孔精车
T0404
镗孔刀(机夹式)
1200
0.1
一、零件检验
根据工艺规程中的检验工序卡片,对零件进行检验
1.通用量具的应用
根据工艺规程中的检验工序卡片,对零件进行检验
通用量具的应用
0~150游标卡尺
0~25外径千分尺
25~50外径千分尺
0~150游标卡尺
内径千分尺(0~25)
内径千分尺(25~50)
内外螺纹样板
0-150游标卡尺
三坐标测量仪
 升级会员
升级会员 