精品8万m3干式转炉煤气柜30柱提升方案要点.docx
《精品8万m3干式转炉煤气柜30柱提升方案要点.docx》由会员分享,可在线阅读,更多相关《精品8万m3干式转炉煤气柜30柱提升方案要点.docx(15页珍藏版)》请在冰豆网上搜索。
精品8万m3干式转炉煤气柜30柱提升方案要点
8万m3干式转炉煤气柜(30柱)提升方案要点
8万m3干式转炉煤气柜柜顶提升方案
一、柜顶简介
本煤气柜为威金斯式8万m3干式转炉煤气柜,主要用途为回收、贮存转炉煤气,并通过加压站匀质匀压地输送到用户的作用。
其柜顶主要由L160×12组成圆拱形网格桁架,上铺大面积钢板,端部环形板用δ=25mm的钢板将其连接成整体,中部最上端设置有通风风帽及中心走廊、梯子,使其和第九道抗风桁架相连通,整个柜顶共重约260t。
煤气柜柜顶直径62米,提升高度42米。
二、提升方法
本煤气柜柜顶提升采用液压千斤顶和钢绞线提升方法,就是在30根立柱柱顶分别安装30根提升用吊装柱,然后利用60个SQD-160-100SF型液压千斤顶,60个自动锁紧器,60个固定锚具。
2台YB-90型液压泵、液压胶管、阀门连通,1×7×15.24的钢绞线,每根下端采用一个固定描具,并固定好。
目前国内施工的煤气柜柜顶提升均有采用此种方法,且在实际施工过程中采用该种提升方法,既能提高工作效率,又能安全方便,因此该种柜顶提升方法一直延用。
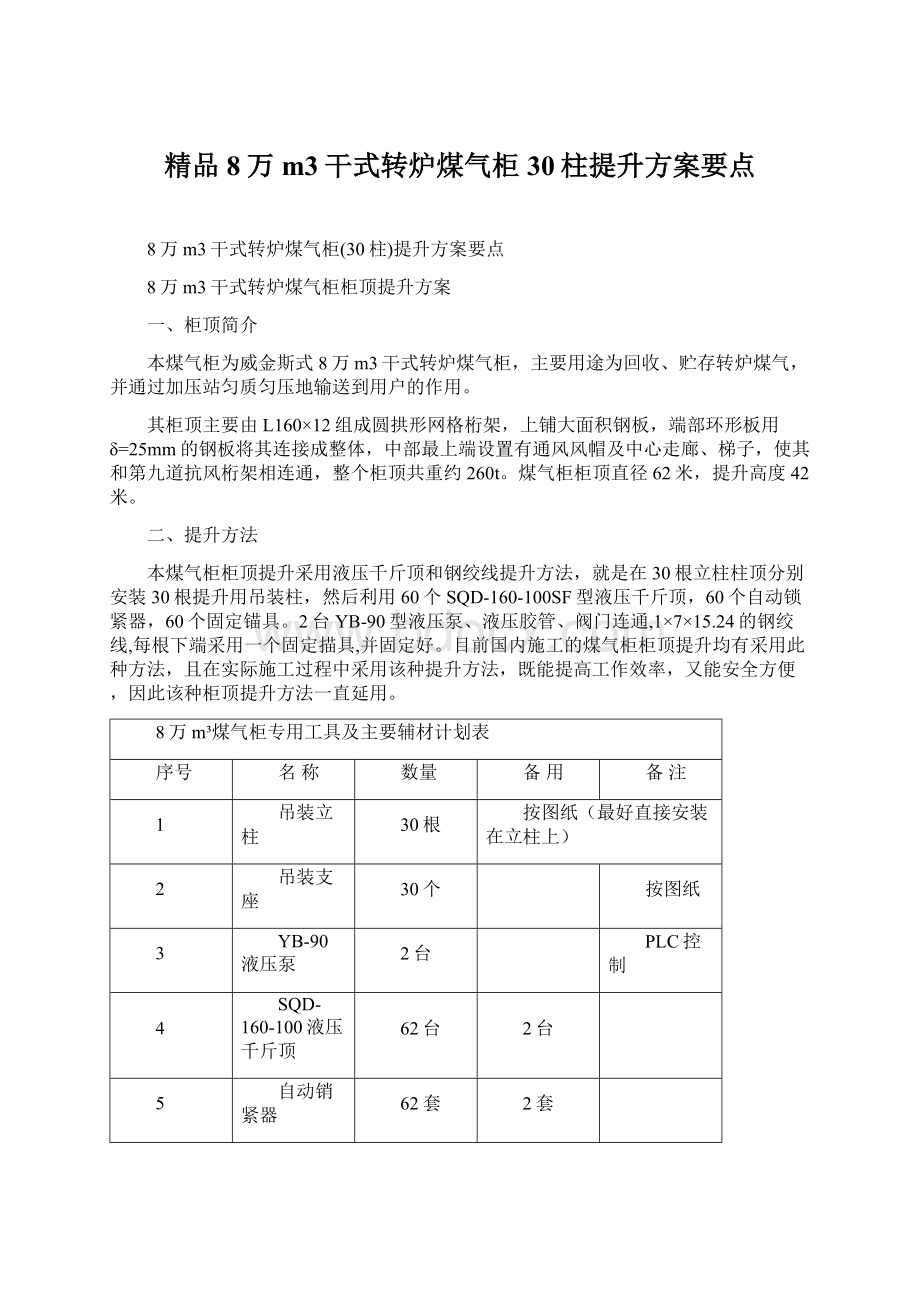
8万m³煤气柜专用工具及主要辅材计划表
序号
名称
数量
备用
备注
1
吊装立柱
30根
按图纸(最好直接安装在立柱上)
2
吊装支座
30个
按图纸
3
YB-90液压泵
2台
PLC控制
4
SQD-160-100液压千斤顶
62台
2台
5
自动销紧器
62套
2套
6
固定锚具
68套
4套
7
1×7×15.24钢绞线
2900m
单根45米
8
液压胶管
Ø16*6.5米70根
Ø10*4米130根
各10根
9
主电缆
80m
可在塔吊处姐电源线
10
开关
4个
11
L75×8
350m
加固
12
钢板-10
800kg
加固
13
钢丝绳φ9.3
500m
安全绳
14
V型绳卡φ20
10个
卡φ19.5钢丝绳
①提升用专用工具及辅助用料
②提升前的准备工作
2.1所有专用工具都要有备用量(特别是SQD-160-100SF型液压千斤顶,自动锁紧器,固定锚具、液压胶管等),以备更换。
2.2所有专用工具安装前都必须进行检查,对损坏的进行修理或更换,使用前要进行保养,注黄油。
2.3下部吊装支座与侧板接触部位要求磨平,以减小磨擦,防止因侧板产生过大变形而卡住下部吊装支座。
2.4根据图纸要求,将侧板上的10道钢门,在现场焊接完成以后,对其进行提升检查,以供施工人员进出。
2.5穿钢绞线前柜体四周的电源线必须断电(特别是电焊线),最后断开电源,防止钢绞线因触电损坏。
2.6检查所有固定锚具是否提升安全,可靠。
2.7检查所有自动锁紧器、自动灵活,能否起到自动锁紧作用。
2.8检查液压泵油料是否适当,提升前必须调试合格,液压油必须备用。
所有阀门、电器开关,关闭是否灵活。
三、设备的基本配置情况
3.1本套设备采用SQD-160-100SF型千斤顶60台,每台千斤顶最大提升力为160KN,每个行程100mm,每台千斤顶下面设1台下卡头,柜顶每个提升吊点都采用1个固定锚具,整套设备有两套备用千斤顶,用以急需。
3.2千斤顶是双作用液压千斤顶,有一进一回两条油路。
主油路有两条环形油路,主油路是由64根管径16mm的高压油管组成。
单根油管为6.5米,(煤气柜直径62米,周长是195米,罐壁周长均匀分布30个吊点,两吊点间距离是6米)油管之间用三通连接,三通分出一条支油路,支油路是管径10mm的高压油管,是主油路跟千斤顶连接的分支油路。
主油路由一进一回两条环形油路,分油路也是一进一回两条油路。
主油路分二段,一台液压泵站供一段,每段16个点,供30台千斤顶。
3.3每台千斤顶中采用一根直径1*7*15.24的钢绞线提升,抗拉强度1860型,材质82B,提升共用60根钢绞线,每根45米,总额定载荷640吨,最大载荷1190吨。
每根钢绞线破断拉力为260KN,柜顶重约260吨,60个提升点,每台千斤顶平均载荷4.06吨。
每个起吊点并排放置2台千斤顶,分别安装一根钢绞线。
采用每个吊点2台千斤顶,是考虑提高柜顶提升的安全性,确保柜顶提升顺利完成。
3.4整套设备配有2台YB-90型液压泵站,通过电缆线将各泵站的电磁阀连接起来统一控制,每台泵站输出两条油路,每条油路供1台千斤顶工作。
每条油路末端都配有排气阀。
每台泵站流量90L/分钟,2台泵站的流量能够达到180L/分钟,每台千斤顶的油缸容积为1升,加上行程到位停留的时间,预计每个行程约35秒,千斤顶每个行程为100毫米,每小时能提升6米,整个柜顶的42米提升时间约为7小时,再加上中间调平、调整的时间,在8小时内就能提升完毕。
但不能排除提升过程中出现各种因素,影响提升的进度。
3.5每台千斤顶都配有一个截止阀,用于千斤顶的运动控制。
四、操作规程
4.1将30个液压支架安装到位,把千斤顶总成安装到支架的上平台上,
4.2将上、下卡头的锚具逆时针向上松开,使上下卡头处于松卡状态。
4.3将45米长的钢绞线从支架下端的下卡头下端向上穿入,向上一直穿过上卡头,以露出上卡头100mm为宜。
4.4将上下卡头的松卡螺母顺时针向下旋至顶点,使上下卡头处于锁卡状态。
4.5依次将所有千斤顶及钢绞线安装到位。
4.6将钢绞线下端穿入柜顶的吊点,把固定端锚具锚固牢,一个吊点安装2个锚具,用来增加锚固点的安全性。
依次将60根钢绞线锚固牢。
4.7将2台液压泵站吊装到42米平台上,在194米圆周上均布2点,再将液压油散热器安装到位(最好离塔吊最近点)。
把直径16*6.5米的油管从液压泵站接出,两根之间用两个三通连接,从液压泵站往两边各分两组,16根为一组,每组能接16台千斤顶,每组末端安装一个排气三通。
三通的细端在一条油路上安装一个针型阀,用于控制千斤顶动作。
另一条油路不安装针型阀。
在将直径10*4米的支油管将千斤顶与主油管连接起来,不能接混了,千斤顶下油路只能与主油路一条相通,千斤顶上油路与主油路的另一条相通,均不能安装错。
依次将2台液压泵站的油路安装到位。
4.8将液压泵站接上三项四线电缆(10平方),将2台液压泵站上的电磁阀用电缆连接起来,用于PLC统一控制。
调好正反转与上升下降的位置。
4.9将液压泵站逐个试压,排除漏油点。
4.10启动液压泵站,将2台液压泵站的压力调至1—2Mpa,把按钮调至上升位置,隔几秒在调至下降位置,往复几次,将所有钢绞线都调整一样的拉力,再将千斤顶调至行程的最下端,准备正式提升。
4.11提升开始,打上升,待所有千斤顶升至顶点后打下降,待下降至顶点后在打上升,依次循环。
升至一米时测量下同步情况,没问题后继续提升,直至提升完毕。
4.12提升过程中及时测量提升的同步性,误差大时请及时调整。
提升过程中有人密切注视各个吊点及千斤顶的工作情况,发现问题及时汇报。
五、提升过程及次数
5.1柜顶提升下部支座与柜顶环形板施工同时安装,支座中心与侧板立柱中心在同一线上,焊接完后才能安装侧板。
5.2吊装立柱安装在侧板立柱上部(
42.0)立柱吊点中心必须对准下部支座中心,吊装支柱安装后必须按示意进行加固,必须检查吊点是否垂直。
5.3根据柜体高度钢绞线从下部支座通过固定锚具、自动锁紧器、液压千斤顶,60个吊点同时提升一次性将柜顶提升就位。
5.4柜顶提升前组织有关人员进行全面检查合格,待提升受力后将柜顶组装临时切割完,检查柜顶无连接后提升100mm高度后,停止检查,无异常,反复试提三次,待第二天提升。
5.5提升柜顶时,一次性将柜顶提升到设计安装高度(
42.0),每提升10m检查一次。
提升离柜顶安装高度100m时,必须缓慢提升,也就是调整柜顶安装的设计高度,调整好柜顶四周离侧板尺寸,然后立即焊接加固筋板,将柜顶固定好。
六、提升中注意事项
6.1正式提升前,应进行柜顶的试提升,试提升高度为500mm,然后检查所有液压泵设备、液压千斤顶、自动锁紧器等机吊具。
若无问题,待第二天正式提升。
6.2钢绞线应受力均匀,分层排好。
6.3自动锁紧器能否自动锁紧,如发现问题,采取措施后立即更换。
6.4液压千斤顶升降是否同步,发现问题,采取措施后立即更换。
6.5吊装下部支座与侧板应检查是否有卡死或摩擦现象,发现异常情况应立即处理。
6.6柜顶提升越高,钢绞线及立柱受力就越大,就越危险,提升速度应放慢,特别柜顶提升就位1000mm高时更要缓慢提升,做到安全提升。
6.7柜顶提升检查办法
a、钢绞线松紧(有经验的起重工复查);
b、柜顶水平度检查,利用柜顶环形板高度与侧板圆周水平焊缝进行检查。
c、液压泵、千斤顶、液压部分、自动锁紧器、固定锚具检查,设备厂家派专人检查和维修。
唐山丰南区经安钢厂五万煤气柜柜顶提升
唐山古冶区国义特钢五万煤气柜柜顶提升
安徽芜湖三山钢管厂8万煤气柜顶提升
唐山滦县东海钢厂5万煤气柜顶提升
安钢5万煤气柜顶提升
河北敬业钢厂8万煤气柜顶提升
凌钢8万煤气柜顶提升
济钢15万煤气柜顶提升
南钢8万煤气柜顶提升
四平红钢3万煤气柜顶提升
攀钢12万煤气柜顶提升
淄博凤凰镇隆盛钢厂5万煤气柜顶提升
 升级会员
升级会员 