对口器说明书508559z.docx
《对口器说明书508559z.docx》由会员分享,可在线阅读,更多相关《对口器说明书508559z.docx(10页珍藏版)》请在冰豆网上搜索。
对口器说明书508559z
对口器说明书(508-559z)
DNQ20-22气动内对口器使用保养说明
一、概述
气动对口器是用在管线焊接施工中,从钢管内部产生径向力把两个待组对管口迅速对齐满足管线焊接要求的机械,是以压缩空气为动力源进行驱动、操作及控制的设备。
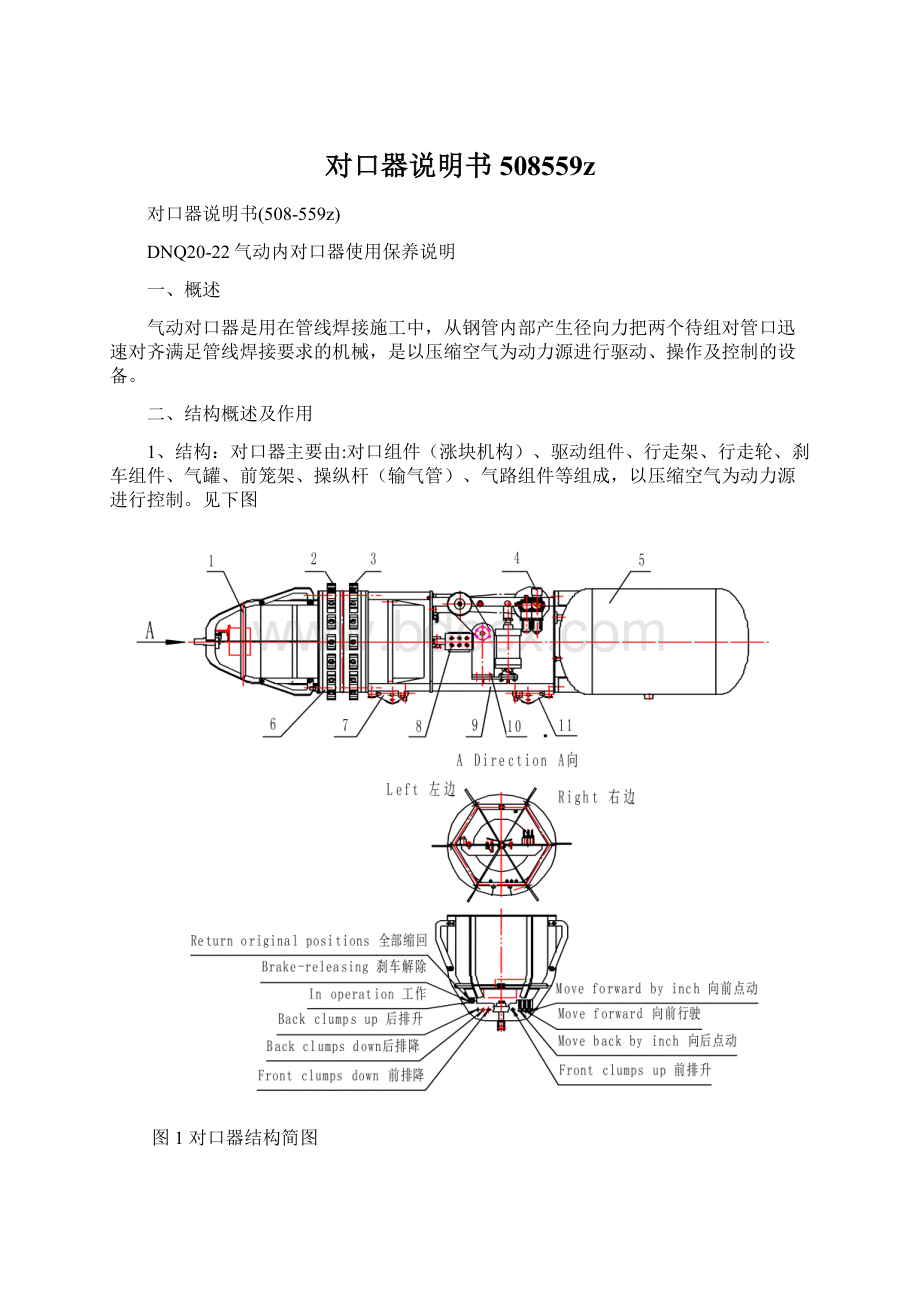
二、结构概述及作用
1、结构:
对口器主要由:
对口组件(涨块机构)、驱动组件、行走架、行走轮、刹车组件、气罐、前笼架、操纵杆(输气管)、气路组件等组成,以压缩空气为动力源进行控制。
见下图
图1对口器结构简图
3、完成上述工作并排除已有的故障后,可向对口器的储气罐中充气。
检验对口器在管中的运行情况,确认对口器在管中跑偏量小于规定要求后,可进行对口工作。
工作程序如下面图示:
1)按图2,图3,图4将对口器放入固定管中。
图2
图3图4
2)按图5所示,向对口器储气罐充入压缩空气(1.6Mpa)
图5
3)按图6所示
(1)从操纵杆上卸下气管
(2)操作对口器向前移动到第一根钢管管口
(3)涨开后排撑爪
图6
4)如图7所示
(1)如气罐气压达不到要求时将输气管再接上对口器的进气口进行补气;
(2)检查对口管子连接和对口是否正确,保证两组对管的同轴度;
图7
5)如图8所示
(1)涨开前排撑爪锁定管子,完成对口;
(2)焊接钢管;
(3)重复上述动作,开始下一根钢管对口;
图8
(4)具体操作细节如下:
只有对口器的轴线与钢管的轴线重合(图9反映了对口器的轴线与钢管的轴线相互关系),才能保证正确对口,如发现两者不重合,应先调整对口器前、后行走轮的高低。
(注意:
对口器的后行走轮应与撑爪撑到管壁的高度一致,而对口器的前行走轮应比撑爪撑到管壁的高度低1.5~2mm,切记前行走轮轴线不得高于钢管中心,否则会将前行走轮或行走轮内的轴承压碎。
图9
操作人员站立在对口器的侧面,用一根比对口钢管略长的操纵杆来控制对口器的各种运动,左右转动操纵杆可使对口器执行不同的动作。
当对口器在对口位置时,将压缩空气管端的快速接头与对口器操纵杆端的快速接头相连。
按下后排撑爪涨出控制阀的按钮,后排撑爪涨出,对口器被固定在钢管内。
如图10所示,移动您要焊的钢管(活管),使其尽可能靠近固定的管子(死管),此时对口器已被固定在钢管中;调整活管与死管的间隙合适后(通常用自制的塞尺控制间隙),顺时针转动操纵杆使前排撑爪升起,两管口被固定,检验错边量,如错边量在规定的范围内,可开始焊接;若死管和活管的间隙不合适或需要将活管松开时,逆时正针旋转操纵杆,可松开活管;待焊接结束后,逆时针转动操纵杆可使前排撑爪缩回,再向下旋转操纵杆可使后排撑爪缩回;将对口器拽到下一管口,以便进行下一次对口工作。
每次对口工作结束后,应检查对口器所有部件的工作情况,特别是气路部分的气压不得低于0.6MPa。
活管死管
图10
五、对口器的调整
1、油雾器油量调整
当储气罐中没有压缩空气时,用专用扳手拧下油雾器的油杯或用内六方扳手拧下油雾器上的内六角螺钉可向油杯中加注透平油、变压器油或缝纫机油等润滑油,加油量为油杯容积的2/3,转动油雾器上的旋钮或用螺丝刀旋转其上的调整螺钉,调整油量至合适量。
通常撑爪及控制回路油雾器油量为撑爪每升起或降落一次有1滴润滑油。
2、撑爪的调整方法
为了使对口器能够适应不同壁厚的管径,可以通过增减垫片、垫板以及
图11
接杆等附件的方法来调整撑爪的高度,以实现组对不同壁厚钢管的目的。
本系列对口器可适用于多种管径的钢管,调整高度的方法,如图11所示,计算好所要加的垫片后,拧下固定撑爪的螺钉,取下撑爪,装上相应的垫片,然后装上撑爪,并拧紧螺钉。
3、行走轮的调整方法
在新对口器使用以前,需要在待焊钢管中调整行走轮的高低和前后行走轮的轴线。
以便使对口器的轴线与钢管的轴线重合,减小对口的错边量及对口器在钢管中跑偏量。
当组对管径有变化或刚开始对口时,检查对口器的中心于管子的中心是否重合,如不重合通过调整行走轮的高低可使两者的中心重合。
松开前行走轮一侧的顶丝,前行走轮可绕轴转动,转动调整螺钉可以调整前行走轮的高低,前后行走轮调整量按出厂刻度上下调整,当调整到合适尺寸时,锁紧调整螺钉上的螺母,然后拧紧顶丝。
调整后行走轮时,应松开后行走轮一侧的顶丝,拧动后轮调整螺栓可以按出厂刻度上下调整后行走轮的高低。
六、对口器的调试
1、影响对口器对口效果好坏的原因有很多,主要有以下几个因素:
1)管的管口是否失圆;
2)活动管轴线与对口器轴线不同心;
3)管的直径公差是否过大;
4)对口器自身的同心度和圆度是否在要求的范围内。
2、针对以上因素,可采取以下的方法来改善对口效果:
1)对口前应检查组对钢管管口是否失圆,如管口失圆必须校圆管口。
2)吊活管时不应出现管子的轴线与对口器轴线不同心的现象,如出现此现象,调整活管轴线与对口器轴线同心。
3)当钢管直径公差过大时,应在所有撑爪下加装同一厚度的调整垫片来使对口器的撑爪撑住管壁,此时会减小对口器的总撑力。
4)对口器自身的同心度是通过加工来保证的,如对口时发现两管的错边量过大,首先要检查钢管是否失圆,如不失圆,可通过加减调整垫片的方法来调整对口器的同心度。
3、当对口器的圆度不好时会出现撑爪撑出后某些撑爪与管壁不能接触,即个别撑爪有松动现象,可通过加减调整垫片的方法来调整。
七、对口器的维护和保养
1、每周在使用前向注油孔中加注润滑脂(用加油枪加两三下就足够了)。
2、每50小时排放储气罐中积水和污物。
3、每天排放空气过滤器中的水和污物。
4、使用前观查油雾气的油量,达不到要求时可向油雾器中加注透平油、变压器油或缝纫机油等润滑油,并调整油雾器的油量至合适量。
5、每个工作日结束后要将对口器上的焊渣清理干净。
6、每天工作前检查各紧固件是否松动,如有松动应及时加以紧固。
7、每天检查气路是否有漏气现象,如有此现象必须采取措施加以解决。
8、定时清洁各阀件上的污物。
9、每7天清洁撑爪下的顶杆。
※日常维护
部件
维护周期
工作内容
轮子
随时
调整
磨损的行走轮
每6个月
更换
磨损的刹车块
磨损严重(或3个月)
更换
附件
每日
用刷子清扫
整机
每日
用压缩空气吹扫
八、常见故障及其排除方法
故障
产生原因
排除方法
后吊入管子位置过低
对口器后部行走轮的位置调得过高
调整后轮
管子没有对齐
对口器在管内没有调平
调整后轮
分别调整行走轮的高度直到对口器位于管内中心
气压下降太快
-气管漏气
-阀件漏气
-活塞杆漏气
-检查气管及接头
-检查阀件、活塞杆的密封件,必要时更换
对口器对口时某部分总是过高或过低
撑爪高低不一致
检查撑爪高度并调整一致
撑爪不能伸出或缩回
-储气罐中气压过低
-严重漏气
-管线堵塞
-控制阀工作不正常
-向储气罐中充气
-检查供气系统
-打开管线,取出障碍物
-拆洗管路、清洗阀件
对口器由一个管口拖到另一个管口中,成螺旋线运动,造成对口器翻车
-前行走轮在管内未校正
-前、后行走轮轴线不平行
调整前、后行走轮轴线,使两者平行
对口器在管内拖行困难
前行走轮前束过多
在水平面上调整前轮
注意:
请勿按下向前行走控制阀按扭使马达旋转以达到放空储气罐中空气的目的,这将会造成下一次充气时,马达严重漏气的现象,如出现此现象应将气路中的减压阀关闭,将储气罐中充满压缩空气后在打开减压阀,即可消除此现象。
九、安全预防措施
1、对口器维修保养前请放掉气罐中的压缩空气。
2、使用对口器前请穿戴劳保用品。
3、使用对口器时不要打开油雾器的油杯。
4、对口前请清除钢管中的障碍物。
5、在维护清洁对口器时,请使用专用工具,戴防护镜。
6、请遵照本手册及铭牌上的说明使用和维护对口器。
十、吊装、运输及储存
在对口器上有吊装用的吊耳,用合适的钢丝绳捆绑后,可进行吊装,严禁吊装对口器管路部分,运输时需将对口器放置在专用托架上,并与运输工具捆绑牢固。
储存时需将对口器放置在托架上,存放在干燥、通风、无腐蚀性气体的室内地面上,不允许露天存放,并且要防止对口器倾倒。
对口器储存期超过个3月以上,在使用前应进行全面检查,以排除可能出现的故障。
 升级会员
升级会员 