镀锌钢管螺纹连接方法.docx
《镀锌钢管螺纹连接方法.docx》由会员分享,可在线阅读,更多相关《镀锌钢管螺纹连接方法.docx(11页珍藏版)》请在冰豆网上搜索。
镀锌钢管螺纹连接方法
镀锌钢管螺纹连接方法
镀锌管螺纹连接的步骤:
测量长度→切断→套螺纹→缠绕填料→连接。
一、管子长度的测算1、螺纹连接时的测算:
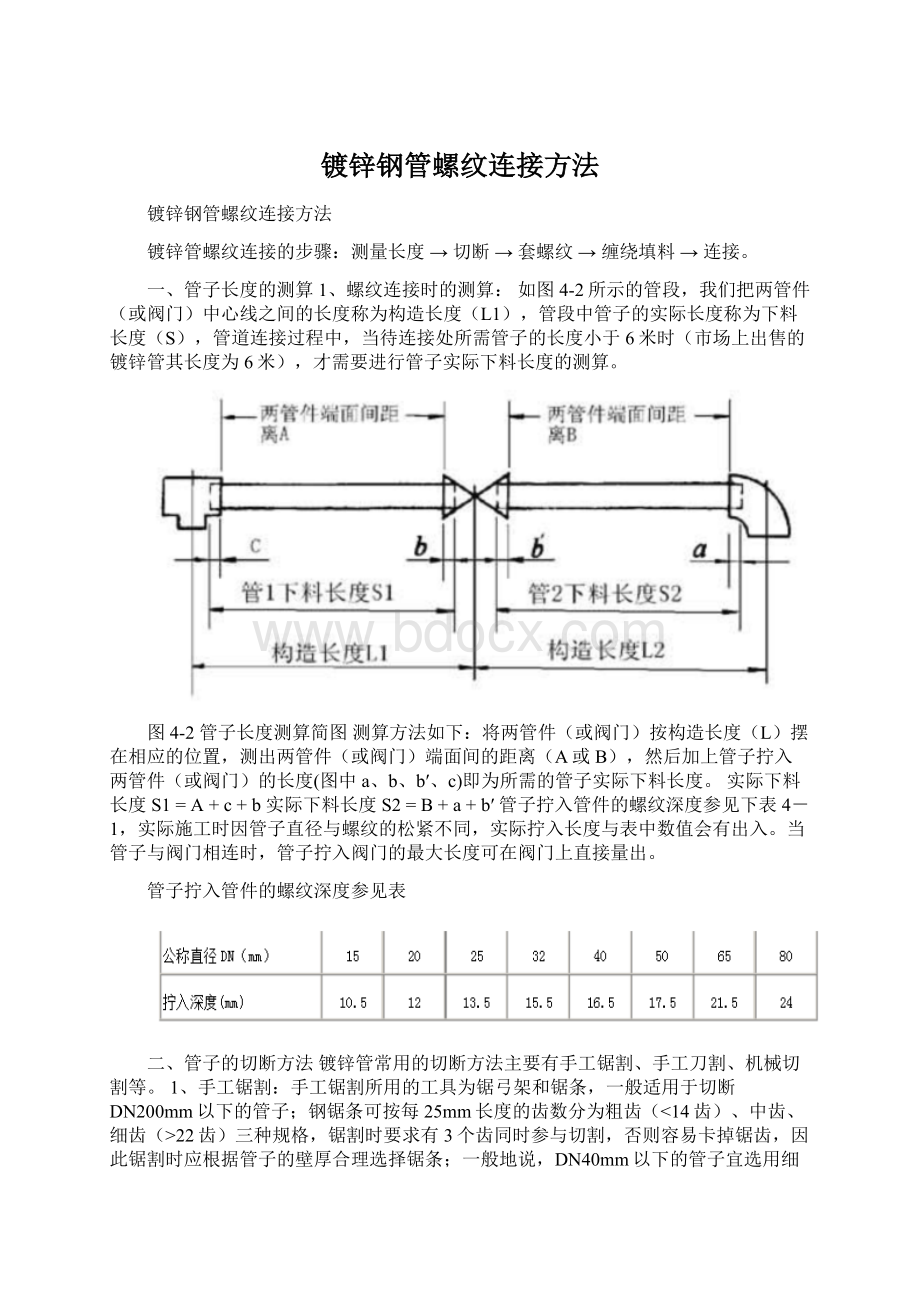
如图4-2所示的管段,我们把两管件(或阀门)中心线之间的长度称为构造长度(L1),管段中管子的实际长度称为下料长度(S),管道连接过程中,当待连接处所需管子的长度小于6米时(市场上出售的镀锌管其长度为6米),才需要进行管子实际下料长度的测算。
图4-2管子长度测算简图测算方法如下:
将两管件(或阀门)按构造长度(L)摆在相应的位置,测出两管件(或阀门)端面间的距离(A或B),然后加上管子拧入两管件(或阀门)的长度(图中a、b、b′、c)即为所需的管子实际下料长度。
实际下料长度S1=A+c+b实际下料长度S2=B+a+b′管子拧入管件的螺纹深度参见下表4-1,实际施工时因管子直径与螺纹的松紧不同,实际拧入长度与表中数值会有出入。
当管子与阀门相连时,管子拧入阀门的最大长度可在阀门上直接量出。
管子拧入管件的螺纹深度参见表
二、管子的切断方法镀锌管常用的切断方法主要有手工锯割、手工刀割、机械切割等。
1、手工锯割:
手工锯割所用的工具为锯弓架和锯条,一般适用于切断DN200mm以下的管子;钢锯条可按每25mm长度的齿数分为粗齿(<14齿)、中齿、细齿(>22齿)三种规格,锯割时要求有3个齿同时参与切割,否则容易卡掉锯齿,因此锯割时应根据管子的壁厚合理选择锯条;一般地说,DN40mm以下的管子宜选用细齿锯条,DN50~200mm的管子可用中、粗齿锯条。
为保证切割断面与管子中心线垂直,锯割前需沿垂直于管子中心线方向,先用样板划好管子切断线;划线样板可采用较厚的纸等不易折断的材料制成,样板长度为л*(D-2)(其中D为管子外径),宽度50~100mm,划线时将样板的一侧对准下料尺寸线处,并使样板紧紧包住管子,用划针或石膏笔沿样板侧面绕管子画一圈。
锯割时将管子夹持在管子台虎钳(又称管压钳)上,锯割过程中要始终保持锯条与管子中心线垂直,若发现锯口歪斜,可将锯弓反方向偏移,待锯缝回复原线后再扶正锯弓继续锯割,锯割较大的管子时可适当地向锯口处滴入机油以减少摩擦力;快要锯断时,锯割速度要减缓,力度要小,必须用锯断的方式而不能剩余一些用折断来代替锯割,以免管子变形而影响螺纹的套制与安装质量。
夹持管子时,管子台虎钳(图4-3:
图中1-手柄;2-丝杆;3-龙门架;4-上钳口;5-下钳口)型号应与管子的规格相适应,若用大号管子台虎钳夹持小管子,容易压扁管子,不同型号管子台虎钳适用围如表4-2所示:
2、手工刀割:
用管子割刀(又称割管器)(图4-4)切割管子的方法称为刀割。
割刀由滚刀、压紧滚轮、滑动支座、螺杆、螺母与手轮等组成;割刀的选用见下表4-3所示:
表4-3割刀型号表
图4-4割管器
割管时必须将管子穿在割刀的两个压紧轮与滚刀之间,刀刃对准管子上的切断线,转动把手7使两个滚轮适当压紧管子,但压紧力不能太大,否则转动切刀将很困难,还可能压扁管子;转动割刀之前,先在割断处和滚刀刃上加适量机油,以减少刀刃的磨损;每转动割刀一圈拧紧把手一次,滚刀即可不断地切入管子直至切断。
若滚刀的刀刃不锋利或有蹦缺要与时更换滚刀。
刀割的优点是切口平齐,操作简单,易于掌握,其切割速度较锯割快,但管子切断面因受刀刃挤压而使切口径变小,为避免因管口断面缩小而增加管道阻力,可用锉刀或刮刀将缩小的部分去除。
3、机械切割:
机械切割可以减轻工人的劳动强度,常用的方法有弓锯床锯割、磨割、在电动套丝机上用切刀割断等;弓锯床锯割一般适用于壁厚大于10mm的管子,对较小的管子不适用;在套丝机上切割后面再详述。
此处只讨论磨割。
磨割是使用砂轮切割机切断管子,切割时电动机带动砂轮片高速旋转,砂轮片不断磨切管子直至磨断为止,砂轮切割机结构如以下图所示,切割方法如下:
(1)将划好线的管子放在切割机的夹紧装置,用手压下手柄使砂轮片靠近管子,调整管子的左右位置使砂轮片对准切割位置,然后夹紧管子;
(2)启动切割机,压下手柄使砂轮片切入管子直至切断为止;切割时压手柄的力不可过猛,以免砂轮片因受力过大而破裂,切割过程中人不可站在砂轮片一侧,以防砂轮破裂飞出伤人,若发现砂轮片转动不平稳或有冲击、振动现象,应立即停机检查砂轮片有无缺口,对已出现缺口的砂轮片必须与时更换,不得继续使用。
(3)若切口部位有较大的毛刺可在砂轮上磨去,或用锉刀锉平。
图4-5砂轮切割机
三、螺纹的套制管道螺纹连接采用英制55°角的管螺纹,阀件、连接件由专业厂按标准制造,其螺纹是圆柱形,为加强接口的防水效果,要求管端加工成圆锥形外螺纹;管子套螺纹的方法分手工套制和机械套制两种,套制的螺纹其质量要求如下:
(1)螺纹端正、不偏扣、不乱扣、光滑无毛刺,断口和缺口的总长度不超过螺纹全长的10%,且在纵方向上不得有断缺处相连;
(2)螺纹要有一定的锥度,松紧程度要适中,螺纹套好后要用连接件试拧,以用手能拧进2~3圈为宜,过松则连接后的严密性差,过紧则连接时容易将管件或阀门胀裂,或因大部分管螺纹露在管件外面而降低连接强度(螺纹的松紧与套制时扳牙位置的调整和套入管子的长度有关);(3)螺纹安装到管件后以尚外露2~3扣为宜,管端的螺纹加工长度参见下表4-4所示:
表4-4管端的螺纹加工长度参见表
(一)、手工套螺纹手工套螺纹常用的工具有普通式铰扳和轻便式铰扳,管道工程施工中多项选择用普通式铰扳,轻便式铰扳一般用于管道的维修等工作量较小的场合;
图4-6普通铰板与结构
1、用普通式铰扳套螺纹:
由于3in以上的大直径管子套螺纹劳动强度大,一般用机器套制,因此,常见的普通式铰扳是2in的,它的结构如右图,通过更换扳牙,可分别套制1/2"、3/4",1"、1",1"、2"六种规格的管螺纹,相应的扳牙规格有1/2"~3/4"、1"~1"、1"~2"三组,每组扳牙有四块组成,将扳牙装入铰扳本体时必须按每个扳牙上所标的顺序号(1~4)对号入座(顺时针方向),否则将套丝乱扣或无法套丝;使用时须在手柄孔7上装接一根或两根长手柄。
用普通式铰扳套螺纹的步骤:
(1)用毛刷清理干净铰扳本体,将与管子公称直径相对应的一组扳牙按顺序插入铰扳本体的扳牙室,为保证套出合格的螺纹以与减轻切削力,套制时吃刀不宜过深,一般DN25mm以下的管子可一次套成,DN25以上的管子宜分2~3次套成,根据以上条件,参照固定盘上的刻度将活动标盘旋转至相应的位置并固定;
(2)将管子夹紧在适宜的管子台虎钳上,管端伸出台虎钳约150mm,注意管口不得有椭圆、斜口、毛刺与喇叭口等缺陷;(3)转动铰扳的后卡爪手柄使后卡爪开至比管子外径稍大,把铰扳套入管子(后端先进),然后转动后卡爪手柄将铰扳固定在管子上,移动铰扳使扳牙有2~3扣夹在管子上,并压下扳牙开合把手;(4)套丝操作时,人面向管子台虎钳两脚分开站在右侧,左手用力将铰扳压向管子,右手握住手柄顺时针扳动铰扳,当套出2~3扣丝后左手就不必加压,可双手同时扳动手柄;开始套螺纹时,动作要平稳,不可用力过猛,以免套出的螺纹与管子不同心而造成啃扣、偏扣,套制过程中要间断地向切削部位滴入机油,以使套出的螺纹较光滑以与减轻切削力;当套至接近规定的长度时,边扳动手柄边缓慢地松开扳牙开合把手套出1~2扣螺纹,以使螺纹末端有适宜的锥度;(5)转动铰扳的后卡爪手柄使后卡爪开,取出铰扳,若是分次套制的,则重新调整扳牙并重复步骤2~5直至完全套好为止。
2、用轻型铰扳套丝:
在一套轻型铰扳中,有一个铰扳和若干个已装入不同规格扳牙的扳牙体,套丝时根据管径选取相应的一个可换扳牙体放入铰扳即可使用;由于这种铰扳体积较小,除了在工作台上套制螺纹外,还可在已安装的管道系统中就地套螺纹;用轻型铰扳套螺纹的步骤:
(1)将管子夹紧在适宜的管子台虎钳上,管端伸出台虎钳约150mm,注意管口不得有椭圆、斜口、毛刺与喇叭口等缺陷;
(2)根据管径选取相应的一个可换扳牙体放入铰扳,将铰扳套进管子,拨动拨叉使铰扳能顺时针带着可换扳牙体转动;套丝操作时,人面向管子台虎钳两脚分开站在右侧,左手用力将铰扳压向管子,右手握住手柄顺时针扳动铰扳,当套出2~3扣丝后左手就不必加压,可双手同时扳动手柄;开始套丝时,动作要平稳,不可用力过猛,以免套出的螺纹与管子不同心而造成啃扣、偏扣,套制过程中要间断地向切削部位滴入机油,以使套出的螺纹较光滑以与减轻切削力;当套至规定的长度时,拨动拨叉使铰扳逆时针带着可换扳牙体转动退出管子即可。
若要在长度100mm左右的短管的两端套丝,由于如此短的管子夹持到管子台虎钳后,伸出的长度小于铰扳的厚度而无法套丝,为此,可先在一根较长的管子上套好一端的螺纹,然后按所需的长度截下,再将其拧入带有管箍(直通)的另一根管子上即可夹紧在管子台虎钳上进行套丝。
(二)在电动套丝机上切断、套丝1、机器的组成与操作时的安全须知
(1)机器的组成:
电动套丝机可进行管子的切断、套丝和扩口,图4-7是“EMERSON”牌RT-2型电动套丝机的结构图,需要说明的是不同厂家、不同规格的机器在结构和外观上会略有不同,但主要的功能是一样的。
图4-7电动套丝机结构图4-8装拆管子
(2)操作时的安全须知a、机器必须安放稳固,以确保机器不会翻倒伤人;b、必须使用有接地的三芯电源插座和插头,现场电源与机器标牌上指明的电源一致;维修机器时应断开电源;
c、每天开机前先检查油箱中的润滑油是否足够,并用油壶给机身上的两个油孔注入3~4滴机油以润滑主轴;d、严禁戴手套操作机器,头发长的操作者应戴上工作帽,操作时避免穿太宽松的衣服;e、不可在潮湿的环境或雨中作业;2、操作方法:
(1)管子的装夹和拆卸方法管子的装夹和拆卸方法如图4-8所示,在进行切断、扩口、套丝操作前,必须将管子先夹紧在套丝机上,操作完毕再把管子拆卸下来。
a、松开前后卡盘,从后卡盘一端将管子穿入(管子较短时也可从前卡盘穿入)使管子伸出适当的长度;b、用右手抓住管子,使管子大约处于三个卡爪的中心,用左手朝身体方向转动捶击盘捶击直至将管子夹紧(也可在夹住管子后,换用右手转动捶击盘将管子夹紧),若管子较长还需旋紧后卡盘;c、拆卸管子时,朝相反方向转动捶击盘和后夹盘。
(2)切断方法(图4-9)a、若扳牙头、倒角器、割刀器不在闲置位置,则将它们扳起至空闲位置;b、按前述方法将管子夹紧在卡盘上;c、放下割刀器,用手拉动割刀器手柄使管子位于割刀与滚子之间,若割刀器开度太小,则转动割刀器手柄增大其开度;d、转动滑架手轮移动割刀器,使割刀刃对准需切断的位置,并转动割刀器手柄使割刀与管子接触;e、启动机器,用双手同时转动割刀器手柄使割刀切入管子直至切断为止;但转动割刀器手柄的力不能过猛,否则,将会造成割刀蹦刃和管子变形;完成切断后,反方向转动割刀器手柄增大其开度,并将割刀器扳至空闲位置,若无需进行其它操作,则关闭机器,拆下管子。
图4-9管子的切断图4-10管端扩口操作
(3)管端扩口操作方法:
一般情况下管子切断后接着对管口进行倒角扩口(图4-10)。
a、扳下倒角器至工作位置,将倒角杆推向管口,转动倒角杆手柄使其上的销子卡进槽。
b、启动机器,转动滑架手轮将倒角器的刃口压向管口,将管口因切断时受挤压缩小的部分切去并倒出一小角。
c、完成倒角后,转动滑架手轮使倒角器的刃口离开管口,转动倒角杆手柄使其上的销子从槽退出,同时拉出倒角杆,将倒角器扳起至空闲位置,接着进行套丝(或停机)。
(4)套丝操作方法(图4-11)a、检查扳牙头上所装的扳牙与所调的位置是否与管子大小相符,丝长控制盘的刻度是否与管子大小相对应,否则,先调整好;b、放下扳牙头使滚子与仿形块接触;c、启动机器,转动滑架手轮将扳牙头压向管口直至扳牙头在管子上套出2~3扣螺纹后松手,此时机器自动套丝,当扳牙头的滚子超过仿形块时,扳牙头会自动落下而开扳牙,完毕套丝;
d、停机,退回滑架直至整个扳牙头全部退出管子,然后一手拉出扳牙头锁紧销,一手扳起扳牙头至空闲位置;
图4-11套丝操作
四、管道的螺纹连接
(一)常用工具:
管道螺纹连接时常用的工具是管钳(俗称水管钳)、链钳、活动扳手、呆扳手等,扳手适用于接等带方头的管件与小规格阀门的连接。
1、管钳管钳的规格是以钳头口中心到钳把尾端的长度来标称的,选用管钳时可参照下表4-5,若用大规格的管钳拧紧小口径的管子,虽然因钳把长而省力,但也容易因用力过大拧得过紧而胀破管件或阀门,反之,若用小管钳去拧紧大管子则费力且不易拧紧,而且容易损坏管钳;由于钳口上的齿是斜向钳口的,因此,拧紧和拧松操作时钳口的卡进方向是不同的,使用时卡进方向应与加力方向一致;为保证加力时钳口不打滑,使用时可一手按住钳头,另一手施力于钳把,扳转钳把时要平稳,不可用力过猛或用整个身体加力于钳把,防止管钳滑脱伤人,特别是双手压钳把用力时更应注意。
表4-5管钳选用参照表
图4-12管钳
2、链钳链钳主要运用于大口径管子的连接;当施工场地受限制用开式管钳旋转不开时,如在地沟中操作或所安装的管子离墙面较近时也使用链钳;高空作业时采用链钳较安全和便于操作。
链钳的使用方法是:
把链条穿过管子并箍紧管子后卡在链钳另一侧上,转动手柄使管子转动即可拧紧或松开管子的连接。
其规格与适用管径见表4-6:
表4-6链钳规格表
图4-13链钳
(二)、常用填料螺纹连接的两连接面间一般要加填充材料,填充材料有两个作用,一是填充螺纹间的空隙以增加管螺纹接口的严密性,二是保护螺纹表面不被腐蚀;常用的填料与其用途参见下表4-7。
表4-7常用的填料与其用途参照表
(三)、连接步骤
(1)缠绕(或涂抹)填料:
连接前清除外螺纹管端上的污染物、铁屑等,根据输送的介质、施工成本选择适宜的填料;当选用水胶布或麻丝时,应注意缠绕的方向必须与管子(或螺纹)的拧入方向相反(或人对着管口时顺时针方向),缠绕量要适中,过少起不了密封作用,过多则造成浪费,缠绕前在螺纹上涂上一层铅油可以较好地保护螺纹不锈蚀;
(2)缠绕(或涂抹)填料后,先用手将管子(或管件、阀门等)拧入连接件中2~3圈,再用管钳等工具拧紧,如果是三通、弯头、直通之类的管件拧劲可稍大,但阀门等控制件拧劲不可过大,否则极易将其胀裂;连接好的部位一般不要回退,否则容易引起渗漏。
 升级会员
升级会员 