初稿N0115012204 CA6140主轴箱齿轮的机械加工工艺规程卡片.docx
《初稿N0115012204 CA6140主轴箱齿轮的机械加工工艺规程卡片.docx》由会员分享,可在线阅读,更多相关《初稿N0115012204 CA6140主轴箱齿轮的机械加工工艺规程卡片.docx(21页珍藏版)》请在冰豆网上搜索。
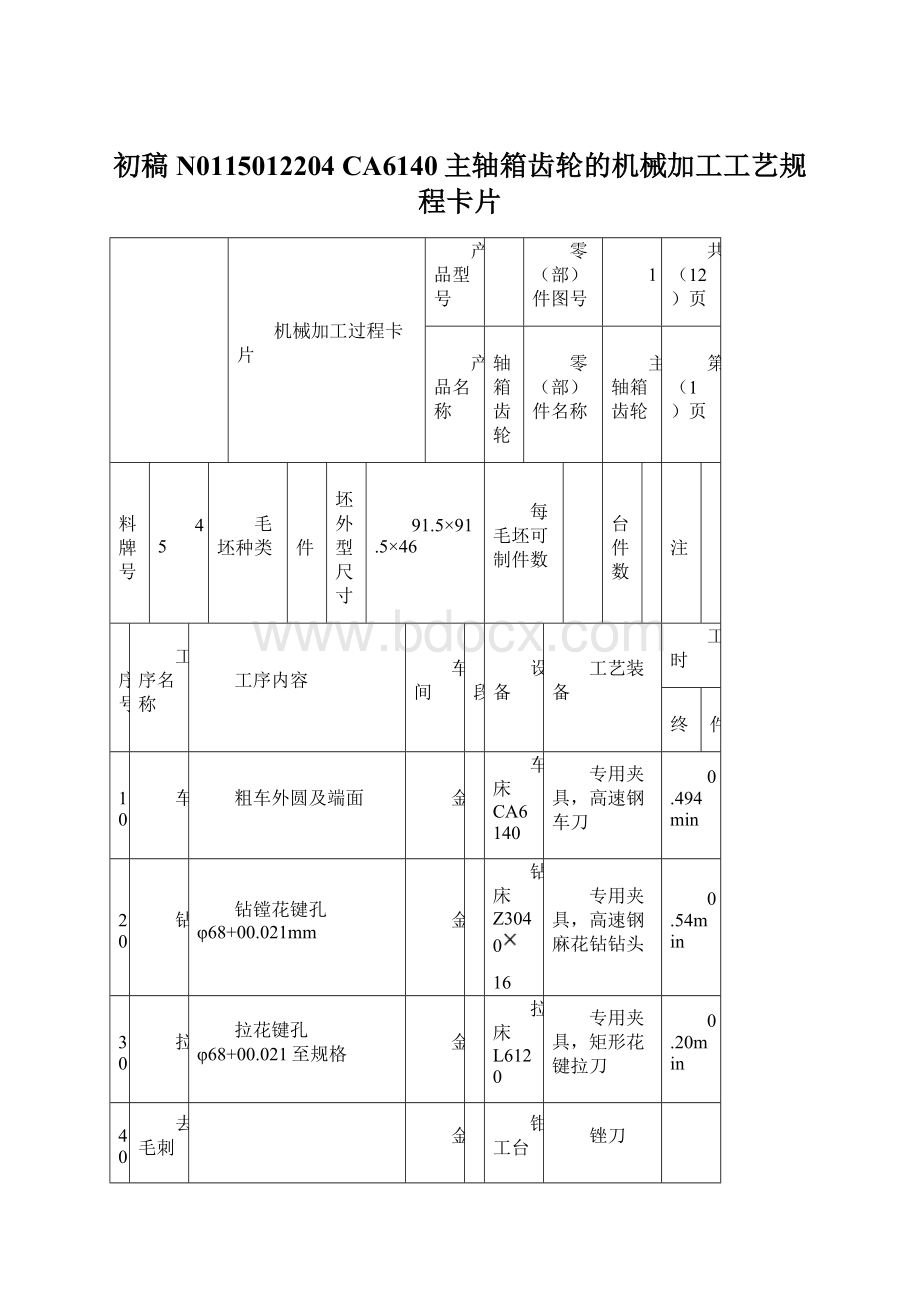
初稿N0115012204CA6140主轴箱齿轮的机械加工工艺规程卡片
机械加工过程卡片
产品型号
零(部)件图号
1
共(12)页
产品名称
主轴箱齿轮
零(部)件名称
主轴箱齿轮
第
(1)页
材料牌号
45
毛坯种类
锻件
毛坯外型尺寸
91.5×91.5×46
每毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
10
车
粗车外圆及端面
金
车床CA6140
专用夹具,高速钢车刀
0.494min
20
钻
钻镗花键孔φ68+00.021mm
金
钻床Z3040
16
专用夹具,高速钢麻花钻钻头
0.54min
30
拉
拉花键孔φ68+00.021至规格
金
拉床L6120
专用夹具,矩形花键拉刀
0.20min
40
去毛刺
金
钳工台
锉刀
50
车
上芯轴,精车外圆,端面及槽至要求
金
车床CA6140
上芯轴装夹,高速钢外圆,端面及车槽刀
0.65min
60
滚齿
滚(Z=33)齿
金
滚齿机Y3150E
上芯轴装夹,高速钢剃前齿轮滚刀
3.43min
70
插齿
插(Z=21)齿
金
插齿机Y5120A
上芯轴装夹,盘形直齿插齿刀
17.6min
80
倒角
倒角(1,2齿15o牙角)
金
车床CA6140
上芯轴装夹,75o外圆车刀
90
去毛刺
金
钳工台
锉刀
100
剃齿
剃齿1,2公法线长度至尺寸上限
金
剃齿机Y4232C
上芯轴装夹,盘形剃齿刀
0.658min
110
推孔
推孔
金
拉床L6120
专用夹具,矩形花键推刀
0.20min
120
珩齿
珩齿1,2至尺寸要求
金
剃齿机Y4232C
上心轴装夹,珩磨轮
130
检验
检验入库
金
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
1
共(12)页
产品名称
主轴箱齿轮
零件名称
主轴箱齿轮
第
(2)页
车间
工序号
工序名称
材料牌号
10
车
45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
91.5×91.5×46
1
1
设备名称
设备型号
设备编号
同时加工件数
车床
CA6140
1
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
0.494
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗车
端面
专用夹具,高速钢车刀
200
0.96
0.6
1.5
1
0.363
2
粗车
外圆
专用夹具,高速钢车刀
560
0.045
0.6
1.5
1
0.063
3
粗车
外圆
专用夹具,高速钢车刀
560
0.045
0.6
1.5
1
0.068
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
数量
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
1
共(12)页
产品名称
主轴箱齿轮
零件名称
主轴箱齿轮
第(3)页
车间
工序号
工序名称
材料牌号
20
钻孔
45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
91.5×91.5×46
1
1
设备名称
设备型号
设备编号
同时加工件数
钻床
Z3040
16
1
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
0.54
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
钻
孔
专用夹具,高速钢麻花钻钻头
200
17.4
0.56
1
1
0.54
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
数量
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
1
共(12)页
产品名称
主轴箱齿轮
零件名称
主轴箱齿轮
第(4)页
车间
工序号
工序名称
材料牌号
30
拉
45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
91.5×91.5×46
1
1
设备名称
设备型号
设备编号
同时加工件数
拉床
L6120
1
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
0.20
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
拉花键孔φ68+00.021至规格
专用夹具,矩形花键拉刀
3.6
2
2
1
0.20
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
数量
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
1
共(12)页
产品名称
主轴箱齿轮
零件名称
主轴箱齿轮
第(5)页
车间
工序号
工序名称
材料牌号
40
车
45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
91.5×91.5×46
1
1
设备名称
设备型号
设备编号
同时加工件数
车床
CA6140
1
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
0.65
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
精车
端面
专用夹具,高速钢车刀
200
0.96
0.6
0.7
1
0.31
2
精车
外圆
专用夹具,高速钢车刀
200
0.96
0.6
0.55
1
0.15
3
精车
外圆
专用夹具,高速钢车刀
200
0.96
0.6
0.55
1
0.19
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
数量
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
1
共(12)页
产品名称
主轴箱齿轮
零件名称
主轴箱齿轮
第(6)页
车间
工序号
工序名称
材料牌号
50
滚齿
45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
91.5×91.5×46
1
1
设备名称
设备型号
设备编号
同时加工件数
滚齿机
Y3150E
1
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
3.43
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
滚(Z=33)齿
上芯轴装夹,高速钢剃前齿轮滚刀
165
15.78
2.65
0.85
1
3.43
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
数量
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
1
共(12)页
产品名称
主轴箱齿轮
零件名称
主轴箱齿轮
第(7)页
车间
工序号
工序名称
材料牌号
60
插齿
45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
91.5×91.5×46
1
1
设备名称
设备型号
设备编号
同时加工件数
插齿机
Y5120A
1
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
17.6
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
插(Z=21)齿
上芯轴装夹,盘形直齿插齿刀
20
20
0.32
0.1
1
17.6
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
数量
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
1
共(12)页
产品名称
主轴箱齿轮
零件名称
主轴箱齿轮
第(8)页
车间
工序号
工序名称
材料牌号
70
车
45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
91.5×91.5×46
1
1
设备名称
设备型号
设备编号
同时加工件数
车床
CA6140
1
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
车倒角(15o)
上芯轴装夹,75o外圆车刀
200
17
0.6
3
1
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
数量
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
1
共(12)页
产品名称
主轴箱齿轮
零件名称
主轴箱齿轮
第(9)页
车间
工序号
工序名称
材料牌号
80
去毛刺
45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
91.5×91.5×46
1
1
设备名称
设备型号
设备编号
同时加工件数
CA6140
1
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
去毛刺
锉刀
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
数量
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
1
共(12)页
产品名称
主轴箱齿轮
零件名称
主轴箱齿轮
第(10)页
车间
工序号
工序名称
材料牌号
90
剃齿
45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
91.5×91.5×46
1
1
设备名称
设备型号
设备编号
同时加工件数
剃齿机
Y4232C
1
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
0.658
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
剃齿Z=33
上芯轴装夹,盘形剃齿刀
230
0.036
0.4
0.4
1
0.345
2
剃齿Z=21
上芯轴装夹,盘形剃齿刀
230
0.036
0.3
0.3
1
0.313
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
数量
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
1
共(12)页
产品名称
主轴箱齿轮
零件名称
主轴箱齿轮
第(11)页
车间
工序号
工序名称
材料牌号
100
推孔
45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
91.5×91.5×46
1
1
设备名称
设备型号
设备编号
同时加工件数
拉床
L6120
1
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
0.2min
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
推孔
专用夹具,矩形花键推刀
3.6
2
2
1
0.2min
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
数量
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
1
共(12)页
产品名称
主轴箱齿轮
零件名称
主轴箱齿轮
第(12)页
车间
工序号
工序名称
材料牌号
110
珩齿
45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
91.5×91.5×46
1
1
设备名称
设备型号
设备编号
同时加工件数
剃齿机
Y4232C
1
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
珩齿
上芯轴装夹,珩磨轮
1000
60
0.05
0.02
4
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
数量
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
 升级会员
升级会员 