台车耐材砌筑技术交底记录.docx
《台车耐材砌筑技术交底记录.docx》由会员分享,可在线阅读,更多相关《台车耐材砌筑技术交底记录.docx(11页珍藏版)》请在冰豆网上搜索。
台车耐材砌筑技术交底记录
上部台车耐材砌筑技术交底记录
方案名称
环形炉上部台车耐材砌筑工程施工方案
部位
台车支架
数
量
1
负责
部门
技术部
作业内容
台车耐材砌筑
交底时间
2012年3月18日
交底内容:
一、施工概况
宝钢取向硅钢后续工程上部台车耐材砌筑工程施工场地在三热轧2#门厂区内,工程内容包含上部台车耐材砌筑、养护、倒运和初步烘烤工作等。
台车的规格为:
5862×3195,每台台车砌筑完成后重量约20吨(不含盖缝砖和钢卷砖),台车总计62套,耐材总量为980余吨。
施工时间:
2012年3月5日-2012年7月20日。
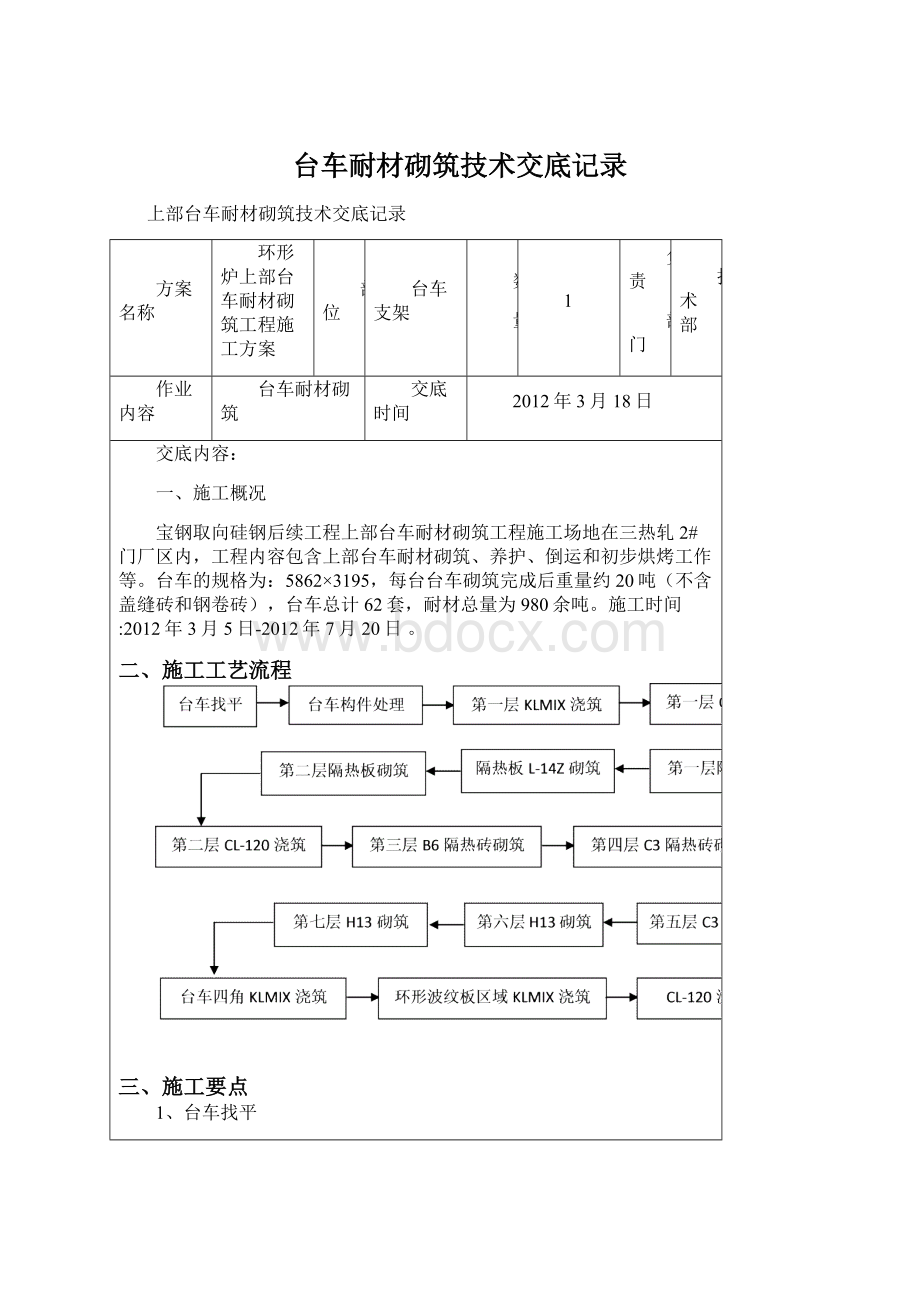
二、施工工艺流程
三、施工要点
1、台车找平
台车通过汽车运至车间内,然后由行车吊至砌筑位。
为了使台车的表面能够保持水平,需用25mm×25mm木方做6个标杆,并在标杆的同一高度位置画上刻度,将标杆固定在台车的四个角和钢卷台中心点共计6个点位置。
用钢丝线
将标杆刻度线绷紧。
然后用水平仪进行检测,将钢丝线找平,边测量边调整钢垫板,直至6点都达到同一水平度。
2、台车砌筑前准备
(1)将上部台车热电偶套管使用12.5mm纤维布包裹并用胶带扎紧。
(2)将台车内所有锚固件用沥青均匀涂抹一层。
(3)将台车四边钢构件之间膨胀缝内外侧贴上胶带,并填充陶瓷纤维毯,防止耐火材料混入。
3、台车耐材砌筑
(1)台车第一层KLMIX浇注料。
浇筑前先使用水准仪将台车底板标高按照十字中心线4个点做好记录,并将浇筑标高标示下波纹板上,以便控制浇注体厚度。
浇筑过程中使用水平尺和2m靠尺控制浇注体表面水平度和平整度。
浇筑完成后用水准仪检查十字中心线的A、B、C、D点位的标高进行检查,对于高出要进行打磨处理,低处则增加耐火浇注料以找平。
增加浇注料之前,须将已经打好的浇注料表面刨粗糙,以增加浇注料的牢固性和整体性。
第一层浇筑示意图
检查确认合格后按照浇注料使用说明书条件进行养护。
浇筑第一层CL-120隔热浇注料,浇筑层厚度25mm。
施工要领与KLMIX浇注料相同。
隔热板100S砌筑。
施工时注意隔热板与波纹板之间的缝隙必须在30mm以内,并用CL-120浇注料填塞密实。
浇注料与隔热板接触面必须涂上防水沥青。
隔热板共2层。
(2)台车第二层L-14Z隔热板施工
砌筑前先将中心155mm控制线、十字中心线标示在KLMIX浇注料表面上(参考第一层中心线)。
砌筑时应从有热电偶保护管的部位开始砌筑,
热电偶套管部位采用相应带孔洞隔热板施工。
使用水平尺和靠尺检查砌筑表面平整度,如出现平整度误差则采用布耐克胶泥调整,胶泥缝应控制在2mm以内。
不允许打磨L-14Z隔热板。
隔热板砌筑完成后,预留5mm纤维膨胀缝,周围与波纹板的间隙用JC-1.8-140浇注料填塞密实。
第二层砌筑示意图
(3)施工第三层B6隔热砖。
以保护气体管中心线为圆心,将中心区域B6砖圆形砌筑线(直径732mm)弹在L-14Z隔热板上,以此为基准砌筑B6隔热砖。
中心区采用23号砖加工,起头应保证砌筑灰缝与台车十字中心线对齐。
第一环6块24号砖、26块25号砖配砌,第二环37块24号砖、8块25号砖配砌,第三环10块26号砖、47块27号砖配砌。
第三层砌筑示意图
(4)施工第四层C3隔热砖。
第四层砌筑示意图
砌筑方法采用平砌(厚度67mm)。
中心区采用13号C3隔热砖加工砌筑成直径732mm的圆形,保证砌筑灰缝与台车十字中心线夹角为45°。
第一环采用32块18号砖砌筑,第二环采用37块19号砖、8块20号砖配砌,第三环采用41块21号砖、10块22号砖配砌。
完成后直径控制在1602mm。
(5)施工第五层C3隔热砖。
砌筑方法采用侧砌(厚度116mm)。
中心区采用13号砖加工砌筑成直径618mm的圆形,保证砌筑灰缝与台车纵向中心线夹角为90°或0°。
第一环采用44块14号砖砌筑,第二环采用58块15号砖砌筑,第三环采用31块16号砖、57块17号砖配砌。
完成后直径控制在1602mm。
第五层砌筑示意图
(6)施工第六层H13高铝砖。
砌筑厚度67mm。
中心区采用8块7号砖砌筑,砌筑直径618mm。
第一环采用26块8号砖砌筑,第二环采用22块9号砖、16块10号砖配砌,第三环采用17块11号砖、28块12号砖配砌,然后预留13mm膨胀缝并用纤维毯填塞,最后第四环采用80块6号砖砌筑,砌筑完成后直径2050mm。
第六层砌筑示意图
(7)施工第七层H13高铝砖。
砌筑厚度116mm。
砌筑要领与第六层相同。
中心区采用8块1号砖砌筑,砌筑直径618mm,砌筑时注意上下层灰缝错开。
第一环采用39块2号砖砌筑,第二环采用58块3号砖砌筑,第三环采用31块4号砖、57块5号砖配砌,最后与第四环6号砖之间的13mm膨胀缝用纤维毯填塞,砌筑完成后直径2050mm。
(8)耐火砖砌筑要领
a.每层、每环耐火砖砌筑起头时应严格按照图示要求开始,以便控制上下层、内外环灰缝错开。
并且每层合门砖必须错开。
b.在热电偶保护管位置要精细加工保证隔热砖与套管接触紧密。
加工砖不允许小于标准砖的2/3。
c.每层砌筑完成使用轮杆检查砌体半径,对不合格部位进行打磨处理,修正合格后才能进行下层的砌筑。
砌筑完每层必须检查确保每层砌体平整度在±1mm以内。
d.第三、四和五层隔热砖砌筑完后需按十字中心线5点检查标高,对不合格的点进行打磨处理,标高较低处应挑选正公差隔热砖重新砌筑。
e.同一环内需要2种耐火砖配合砌筑的要严格按照图纸要求的配比,应尽量将配比数量较少的耐火砖均匀插在数量较多耐火砖中间,以便控制砌体的圆弧度和灰缝均匀。
f.砌筑灰缝按2mm控制,灰浆饱满度必须达到95%以上。
对于标高或平整度不合要求的部位不应用增加灰浆厚度来调整。
(9)浇注料施工要领
g.根据设计图纸要求或生产厂家说明书,进行取样试配,并检验理化指标和施工性能主要性能。
h.浇注料施工前,必须先清理搅拌机,倒入浇注料后先进行干拌,然后按配比先加入所需清洁水的2/3进行,然后加水边搅拌,搅拌时间约5分钟;一次搅拌作业不允许中断,搅拌的量应在30分钟内用完。
环境温度及搅拌用水温度应派专人记录。
i.浇注料施工的场所必须清扫干净,施工部位的铁皮、熔渣等物须完全清除掉,在施工中断而相连续的场合,要尽量增加凸凹面,以增加浇注料接触的面积。
j.支模:
浇注料施工时,先要支设模板。
模板的支设应统一以台车钢卷台中心为基准。
由于台车结构复杂,而且具有弧度,因此采用定制的异型模板,支模时,按照设计尺寸,将模板焊接在台车钢结构上,并采用木方、钢管等进行支撑。
隔热层的砌筑和支模,先铺耐火纤维毯,纤维毯必须做防水处理,然后支模,模板要支设牢固,模板上应涂抹脱模剂。
k.浇注体标高控制线应尽控制准确,且尽量避免出现负公差。
l.浇筑工艺和顺序应按照图纸要求或SV建议来进行,且在浇筑施工过程中不能停顿,需一次性浇筑完成。
m.浇筑时每20m3浇注料必须预留一组试块,并且用记号笔在试块上标记明确试块日期。
n.浇注时振捣必须充分,防止浇注体空洞。
振动棒“快插慢拔”每次使用振捣时间一般为3秒,长时间振捣会造成浇注体离析、分层。
o.浇注施工完成后,为防止表面过早硬化,需及时用塑料薄膜覆盖养护。
KLMIX浇筑顺序示意图
p.浇筑完成经检验合格后按照浇注料使用说明书进行养护。
每部台车应详细记录养护时间,养护时间达不到要求严禁拆模和移动台车。
4、台车养护
台车砌筑完成后,经检查确认合格后开始自然养护。
台车养护时,需要注意如下的要点及要求:
(1)必须记录每台台车砌筑完成后日期时间,计算出养护7天后日期时间。
并做好标示。
(2)台车在自然养护期间严禁碰撞、挪动、吊运等。
(3)需每天记录台车养护期间温度等,避免台车耐材砌体过冷过热。
5、台车烘烤
台车耐材施工完后,送到烘烤炉中进行烘烤干燥。
台车的烘烤须在外方专家指导下,在热轧厂的作业人员配合下进行。
主要的设备操作、温度控制由热轧厂操作人员操作,施工单位派专人进行轮流值守配合。
烘烤台车时,需要注意如下的要点及要求:
(1)要求预烘烤时在台车上部铺设25mm厚度的纤维毯。
在保温坑内烧嘴部位应砌筑挡火墙,防止火焰直接与台车接触。
(2)每批次保温坑内放入6部台车,台车码放应稳定、垫平,并有足够的间隙以方便吊出。
(3)根据保温炉特性,升温速度在5~10℃/之间,尽可能按下限升温速度5~7℃/h控制!
台车烘烤时温度应专人定时记录。
烘烤曲线见下图。
(4)烘烤时应以2m3/h的速度冲入氮气,防止台车钢结构氧化。
(5)冷却时,冷却到180~190℃时,温降比较困难,此时可关闭烧嘴闷炉,但从烧嘴处适当通入空气,保证冷却速度;当温度降低到100℃以后,降温更加困难,此时手动分步骤开启炉盖来降低温度。
6、台车入库
烘烤完成后的台车运送至业主指定仓库存放。
四、安全保证措施
1、遵照施工现场“谁主管、谁负责”的保卫工作原则,实现“四无一保”(无隐患、无违章、无设备资材被盗、无火灾、确保施工现场安全);严格遵守施工、生产安全技术操作规程(QJ/BYJ-AJC5—95)中的有关规定及业主的各项安全规定对本项目的各项要求;严格执行宝钢安全部门提出的对该项目在安全上的特殊要求。
2、各级领导认真贯彻“安全第一,预防为主、综合治理”的安全生产方针,明确安全生产责任制。
建立安全管理制度,落实安全组织结构。
认真落实宝钢在安全、消防、治安等方面的各项规定。
认真执行宝钢各项安全管理制度。
3、在施工前必须逐级进行安全技术交底,其交底内容针对性要强,并做好记录,并明确安全责任制。
4、加强施工中的安全信息反馈,不断消除施工过程中的事故隐患,使安全信息反馈不已。
5、作业人员必须服从统一的安排,在所定的作业点上作业,严禁窜岗。
6、施工用电、照明用电按规定分线路接线,对于绝缘保护层裸露的线要严禁使用。
7、一切施工机械应经过检查合格后再投入使用,并定期检查和维护保养。
8、特殊工种人员要持证上岗,严格遵守本工种安全操作规程。
9、在作业中不能存在侥幸心理,忽视安全管理规定。
10、各种施工材料要分类有序堆放整齐,对余料注意定期回收,对废料及时清理,定点设垃圾箱,保持施工现场的清洁整齐,保证过道畅通。
11、作好劳动力的安排,防止人员过度疲劳作业;
12、现场安排应急人员,落实应急措施;
13、建立定期和不定期安全联检制度,检查时做好记录,奖优罚劣。
交底人签字
作业班组长签字
操
作
人
员
签
字
 升级会员
升级会员 