加工中心三菱操作.docx
《加工中心三菱操作.docx》由会员分享,可在线阅读,更多相关《加工中心三菱操作.docx(12页珍藏版)》请在冰豆网上搜索。
加工中心三菱操作
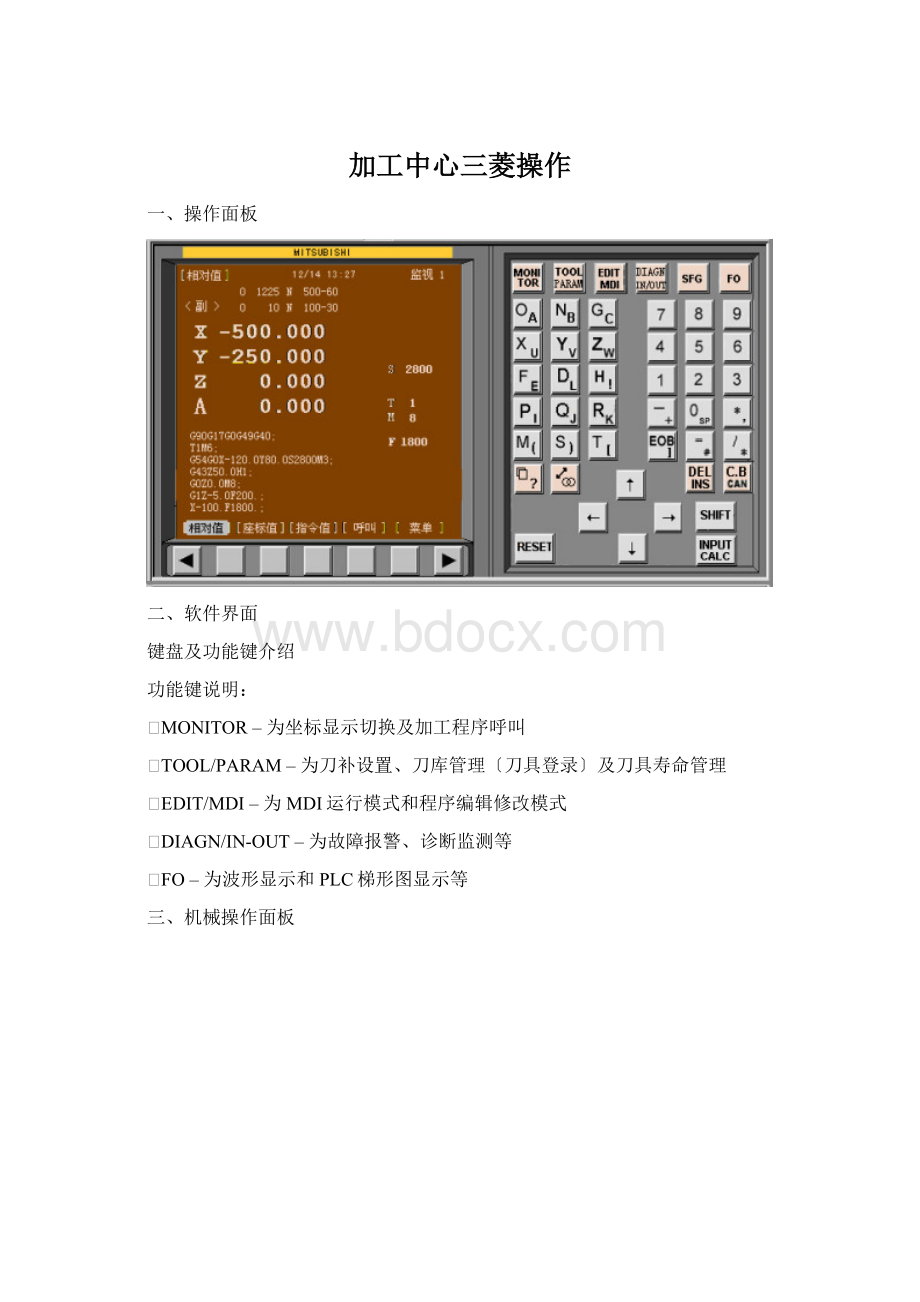
一、操作面板
二、软件界面
键盘及功能键介绍
功能键说明:
ØMONITOR–为坐标显示切换及加工程序呼叫
ØTOOL/PARAM–为刀补设置、刀库管理〔刀具登录〕及刀具寿命管理
ØEDIT/MDI–为MDI运行模式和程序编辑修改模式
ØDIAGN/IN-OUT–为故障报警、诊断监测等
ØFO–为波形显示和PLC梯形图显示等
三、机械操作面板
四、常用操作步骤
(一〕回参考点操作
Ø先检查一下各轴是否在参考点的侧,如不在,那么应手动移到参考点的侧,以防止回参考点时产生超程;
Ø选择“原点复归〞操作模式,分别按-X、+Y、+Z轴移动方向按键选择移动轴,此时按键上的指示灯将闪烁,按“回零启动〞按键后,那么Z轴先回参考点,然后X、Y再自动返回参考点。
回到参考点后,相应按键上的指示灯将停顿闪烁。
〔二〕步进、点动、手轮操作
选择“寸动进给〞、“阶段进给〞或“手轮进给〞操作模式;
按操作面板上的“+X〞、“+Y〞或“+Z〞键,那么刀具相对工件向X、Y或Z轴的正方向移动,按机床操作面板上的“-X〞“-Y〞或“-Z〞键,那么刀具相对工件向X、Y或Z轴的负方向移动;
(二)点动、步动、手轮操作
如欲使某坐标轴快速移动,只要在按住某轴的“+〞或“-〞键的同时,按住中间的“快移〞键即可。
“阶段进给〞时需通过“快进修调〞旋钮选择进给倍率、“手轮进给〞时那么在手轮上选择进给率。
在“手轮进给〞模式下,左右旋动手轮可实现当前选择轴的正、负方向的移动。
〔三〕MDI操作
Ø使用地址数字键盘,输入指令,例如:
G91G28Z0;G28X0Y0;输入完一段或几段程序后,点“INPUT/CALC〞键确认,然后点击机械操作面板上的“循环启动〞按钮,执行MDI程序。
Ø选择操作面板上的“手动资料〞操作模式,再按数控操作面板上的“EDIT/MDI〞功能键,机床进入MDI模式,此时CRT界面出现MDI程序编辑窗口。
Ø另外,在任一操作模式下,按“MONITOR〞功能键,在“相对值〞显示画页下,可输入M、S、T指令,然后按“INPUT〞键执行这些辅助功能指令。
例如:
键入“T2〞→“INPUT〞可选刀,接着键入“M6〞→“INPUT〞可换刀。
Ø
〔四〕对刀及刀补设定
〔1〕工件零点设定
Ø装夹好工件后,在主轴上装上电子寻边器,碰触左右两边后,X轴移动到此两边坐标中值的位置,再碰触前后两边,Y轴移到此两边坐标中值的位置处,然后按“TOOL/PARAM〞→菜单软键→“工件〞,显示G54/G55/…设置画页,在下方输入区左端输入#〔54〕,移动光标到X下方,按“SHIFT〞→“INPUT/CALC〞提取当前X机械坐标,再按“INPUT/CALC〞即可将此X值自动置入G54的X设定中;按↑光标键,确保左端括弧为#〔54〕,同样地,将光标移到Y下方,按“SHIFT〞→“INPUT/CALC〞→“INPUT/CALC〞即可将此时机械Y值自动置入G54的Y设定中。
如果使用Z轴设定器对刀,那么G54的Z值可设为-50。
〔2〕刀长补偿设定
Ø使用Z轴设定器对某把刀具进展Z轴对刀,刀具停在刚刚接触Z轴设定器上外表的位置处,然后按“TOOL/PARAM〞,在刀长补偿设置画页,移光标到该刀号地址处,按“SHIFT〞→“INPUT/CALC〞→“INPUT/CALC〞即可将此时机械Z值自动置入对应刀长补偿中。
〔五〕程序输入与编辑
Ø选择MDI手动资料以外的任一操作模式,在数控操作面板上按“EDIT/MDI〞功能按键
Ø按“一览表〞可浏览检索系统存贮器中已有的程序
●按“呼叫〞然后输入程序号可调入已有的程序
●按“程序〞然后再输入一个没有的程序号可创立一个新程序
●使用地址数字键输入程序,每行以“;〞〔EOB〕号分隔,连续输入一行或多行程序后,一定要按“INPUT/CALC〞键确定,否那么输入无效
●MITSUBISHI系统输入编辑方式比拟自由,可逐字符修改,但使用DEL/INS、C.B/CAN编辑键时要注意用法,按CAN键一次将删除整行程序数据。
●编辑程序时,左右两侧区域都是程序显示区,但编辑主要在左侧区进展,局部修改时可使用翻页键将右侧程序翻页至左侧,从而加快光标定位速度
DNC程序输入:
选择MDI手动资料以外的任一操作模式,在数控操作面板上按“DIAGN/IN-OUT〞功能按键,然后按“菜单〞键切换到输入/输出画页;按“输入〞菜单项,在下部输入区输入#〔1〕,再将光标右移到下一括弧,当PC电脑端作好准备后,并插好RS232通讯电缆,可按“INPUT/CLAC〞键使之处于承受状态,然后在PC电脑端点“发送〞即可。
DNC传送的波特率应设为9600。
〔五〕加工程序呼叫、DNC连线加工
Ø选择“自动加工〔记忆操作〕〞操作模式,按“MONITOR〞功能键切换到坐标显示画页,再按“呼叫〞菜单软键,在O〔xxxx〕括号中输入欲加工运行的程序号后,按“INPUT/CLAC〞键,程序即被调入。
工件和刀具准备好后,按“循环启动〞键即可开场自动加工运行。
Ø假设要从指定行开场运行,可在O〔xxxx〕N〔xxxx〕括号中指定程序番号和程序行号〔或程序行特征字符〕,再按“INPUT/CLAC〞键调用程序。
ØDNC加工:
要进展连线加工,首先必须将用户参数中输出入参数的“#8109〞号参数设为1,使之处于电脑连线B传输模式下。
Ø选择“连线加工〞操作模式,在PC电脑端作好传送准备,在机床操作面板上按“循环启动〞,然后再按下PC电脑端的“发送〞键。
DNC连线加工时的波特率应设为38400。
五、编程实例
1、加工右图所示凸轮铝件,编出对其上部进展轮廓铣削和钻3孔并攻丝的加工程序
加工工艺:
〔1〕用盘刀飞上下外表。
〔2〕用Φ16的铣刀粗切外形。
〔3〕用Φ16的合金刀精修外形。
〔4〕用Φ8.7的钻头钻螺纹底孔。
〔5〕用M10的丝锥攻丝。
以上外表为Z零平面,加工工艺参数见下表:
工序
工序
容
刀具
规格
刀径补偿
刀长
补偿
主轴转速
进给速度
切削
深度
1
飞平面
Φ80
3000
500
0
2
粗铣四周
轮廓
Φ16
2200
500
1
-7.5
2
-15
3
精修四周
轮廓
T01
Φ16
H10=
16
H1
2500
800
-15
4
钻3-φ8.7
底孔
T02
Φ8.7
钻头
H2
1500
100
-40
5
攻3-M10
螺孔
T03
M10
丝锥
H3
600
900
-38
精修外形和孔加工的自动换刀程序编写如下页
程序单〔1〕
O1111主程序号
G90G80G40G49G17G94;设定初始状态
T1M6;选择一号刀加工
G90G54G0X0.Y-45.S2500M3G43Z10H1;设定工件坐标原点
G43Z10H1设定刀长补偿
G01Z-15.F800M8加工凸轮深度
G41G1X-9.526Y-27.5H10设定刀具半径补偿
X-19.053Y-11.加工凸轮形状
G2Y11.R22.
G1X-9.526Y27.5
G2X0Y33.R11.
Y-33.R33.
X-9.526Y-27.5R11.
G3X-23.187Y-23.84R10.加工凸轮形状
G1G40X-31.847Y-28.84G0Z50.M9抬刀
M5主轴停顿
G91G28Z0.Z轴回参考点
G28X0.Y0.X、Y轴回参考点
M01暂停
T2M6换二号刀
G90G54G0X22.0Y0S1500M3设定二号刀工件坐标原点
G43Z10H2M8设定刀长补偿
G98G83Z-40.R5.Q8.F100钻孔
X0Y22.钻孔
Y-22.钻孔
G80M5主轴停顿
G91G28Z0M9
G28X0Y0回参考点
M01暂停
T3M6换三号刀
G90G54G0X22.0Y0设定三号刀工件坐标原点
G43Z10H2M8设定三号刀刀长补偿
M29S600设定主轴速度
G94G98G84Z-38.R5.F900攻丝
X0Y22.
Y-22.
G80M5
G91G28Z0M9Z轴回参考点
G28X0Y0X、Y轴回参考点
M30程序完毕,复位
三菱系统G代码:
G00快速定位
G01直线补间切削
G02圆弧补间切削CW〔顺时针〕
G03圆弧补间切削CCW〔逆时针〕
G02.3指数函数补间正转
G03.3指数函数补间逆转
G04暂停
G05高速高精度制御1
G05.1高速高精度制御2
G06~G08没有
G07.1/107圆筒补间
G09正确停顿检查
G10程式参数输入/补正输入
G11程式参数输入取消
G12整圆切削CW
G13整圆切削CCW
G12.1/112极坐标补间有效
G13.1/113极坐标补间取消
G14没有
G15极坐标指令取消
G16极坐标指令有效
G17平面选择X-Y
G18平面选择Y-Z
G19平面选择X-Z
G20英制指令
G21公制指令
G22-G26没有
G27参考原点检查
G28参考原点复归
G29开场点复归
G30第2~4参考点复归
G30.1复归刀具位置1
G30.2复归刀具位置2
G30.3复归刀具位置3
G30.4复归刀具位置4
G30.5复归刀具位置5
G30.6复归刀具位置6
G31跳跃机能
G31.1跳跃机能1
G31.2跳跃机能2
G31.3跳跃机能3
G32没有
G33螺纹切削
G34特别固定循环〔圆周孔循环〕
G35特别固定循环〔角度直线孔循环〕
G36特别固定循环〔圆弧〕
G37自动刀具长测定
G37.1特别固定循环〔棋盘孔循环〕
G38刀具径补正向量指定
G39刀具径补正转角圆弧补正
G40刀具径补正取消
G41刀具径补正左
G42刀具径补正右
G40.1法线制御取消
G41.1法线制御左有效
G42.1法线制御右有效
G43刀具长设定〔+〕
G44刀具长设定〔—〕
G43.1第1主轴制御有效
G44.1第2主轴制御有效
G45刀具位置设定〔扩〕
G46刀具位置设定〔缩小〕
G47刀具位置设定〔二倍〕
G48刀具位置设定〔减半〕
G47.12主轴同时制御有效
G49刀具长设定取消
G50比例缩放取消
G51比例缩放有效
G50.1G指令镜象取消
G51.1G指令镜象有效
G52局部坐标系设定
G53机械坐标系选择
G54工件坐标系选择1
G55工件坐标系选择2
G56工件坐标系选择3
G57工件坐标系选择4
G58工件坐标系选择5
G59工件坐标系选择6
G54.1工件坐标系选择扩48组
G60单方向定位
G61正确停顿检查模式
G61.1高精度制御
G62自动转角进给率调整
G63攻牙模式
G63.1同期攻牙模式〔正攻牙〕
G63.2同期攻牙模式〔逆攻牙〕
G64切削模式
G65使用者巨集单一呼叫
G66使用者巨集状态呼叫A
G66.1使用者巨集状态呼叫B
G67使用者巨集状态呼叫取消
G68坐标回转有效
G69坐标回转取消
G70使用者固定循环
G71使用者固定循环
G72使用者固定循环
G73固定循环〔步进循环〕
G74固定循环〔反向攻牙〕
G75使用者固定循环
G76固定循环〔精搪孔〕
G77使用者固定循环
G78使用者固定循环
G79使用者固定循环
G80固定循环取消
G81固定循环〔钻孔/铅孔〕
G82固定循环〔钻孔/计数式搪孔〕
G83固定循环〔深钻孔〕
G84固定循环〔攻牙〕
G85固定循环〔搪孔〕
G86固定循环〔搪孔〕
G87固定循环〔反搪孔〕
G88固定循环〔搪孔〕
G89固定循环〔搪孔〕
G90绝对值指令
G91增量值指令
G92机械坐标系设定
G93逆时间进给
G94非同期进给(每分进给)
G95同期进给(每回转进给)
G96周速一定制御有效
G97周速一定至于取消
G98固定循环起始点复归
G99固定循环R点复归
G114.1主轴同期制御
G100~225使用者巨集(G码呼叫)最大10个
M00程序停顿(无条件停顿〕
M01选择性停顿
M02程序完毕
M03主轴顺时针转
M04主轴逆时针转
M05主轴停顿
M06换刀
M08冷却液开
M09冷却液关
M10夹紧(卧式加工中心第四轴〕M11松开〔卧室加工中心第四轴〕
M15正方向快速移动
M16反方向快速移动
M19主轴定位
M30程式停顿
M98调用子程序
M99子程序完毕
 升级会员
升级会员 