最新1800热锯机的设计与应用.docx
《最新1800热锯机的设计与应用.docx》由会员分享,可在线阅读,更多相关《最新1800热锯机的设计与应用.docx(28页珍藏版)》请在冰豆网上搜索。
最新1800热锯机的设计与应用
¢1800热锯机的设计与应用
一.前言(概述)
热锯机是轧钢车间的重要辅助设备之一。
是用于锯切轧制后的棒材、管坯和各种型材的专用设备,以提高产品锯切断面质量。
锯切钢种有:
碳素钢、合金结构钢、锚链钢、不锈钢、轴承钢等。
可以切头,切尾,并且在定尺机配合下可以锯定尺。
锯切温度大于等于800。
本设备主要由锯片传动装置、上滑座、下滑座、进锯机构、锯罩、水封及水冷却、稀油及干油润滑系统、液压系统、电气控制系统、钢材定位装置等组成。
其基本工作原理:
当锯切材料进入锯切位置后,进锯装置将高速旋转的锯片送进,对钢材进行锯切,锯切后锯片快速退出,返回原位,完成一次锯切周期。
目前国内各轧钢企业使用的热锯机形式较多,就锯片的送进方式分可分为:
摆式锯、杠杆式锯、滑座式锯、四连式锯等;按热锯机安装形式可分为:
固定式和移动式。
其传动方式有伞齿轮传动和皮带传动。
本次设计采集了国内较先进的结构形式并对部分结构及控制系统进行了优化改进,使其整台机的工艺性能及控制系统更加合理,使用更为可靠。
二.设备的主要结构设计:
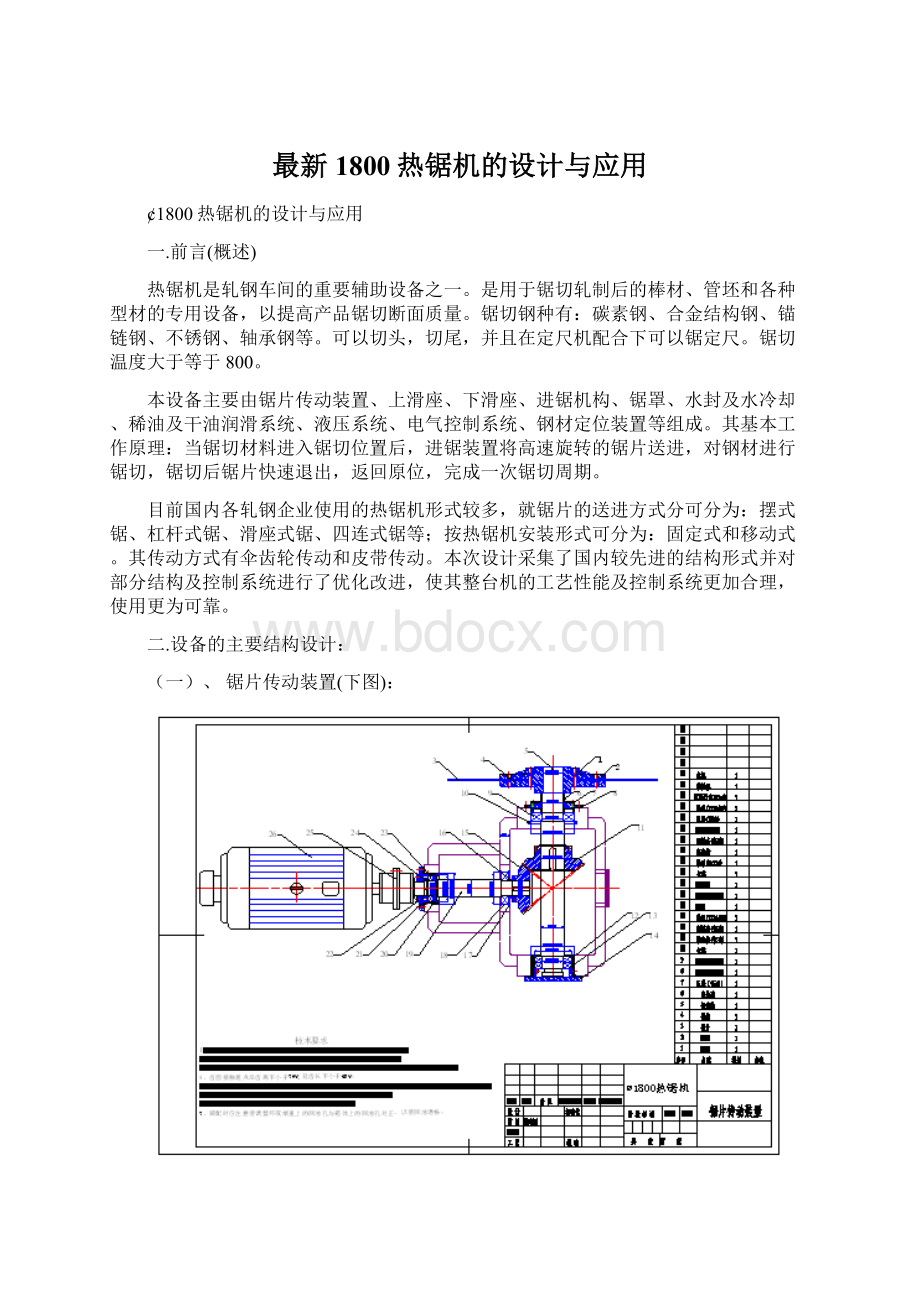
(一)、锯片传动装置(下图):
如图锯片传动装置主要由:
锯片、防护护罩、水冷却系统、锯轴(低速传动轴)、高速传动轴、锯切电机等组成。
本锯机锯片传动装置由电动机——圆弧齿锥齿轮副驱动锯片高速旋转,轴承采用NSK产品,故传动系统工作可靠,效率高。
为防止轧件热辐射对传动系统的影响,在传动箱周围有水封和水冷却装置进行冷却、防护。
锯片采用优质弹簧钢(65Mn)经专业制造厂用特殊工艺制成,齿型为“狼牙型”。
锯片用带锥度的左、右夹盘夹持在传东轴上,拆卸时只需将右夹盘上的八个M30×2的螺母旋下,再依次退出压盘,右夹盘即可拆出锯片,安装时也依次将各零件装上,并旋上螺母(螺栓预紧力矩不小于1000N.m)。
1.1锯切功率计算(电机选型):
锯片传动功率由三部分组成:
N=N1+N2+N3
式中:
N1—消耗于锯齿使轧件产生塑性变形和形成锯屑的功率;
N2—锯切过程中锯片振摆使其两侧面与被锯轧件接触产生摩擦损耗的功率;
N3—其它因素消耗的功率,如机械传动效率、锯屑甩出所消耗的功率,以及空气阻力等;
下面分别计算:
N1=FSP/102000(KW);
式中:
F—热锯机生产率(mm2/s);
S—锯片厚度(mm);
P—单位锯切力(Mpa),P=(4.6+0.27S)σb;
σb—为相应锯切温度下的轧件抗拉强度(Mpa)。
得:
N1=FSP/102000
=(12000×8×121.68)/102000
=114.52KW
N2=u’QV/102(KW);
式中:
u’—轧件与锯片侧面的摩擦系数;
V—锯片圆周速度(m/s);
Q—轧件对锯片侧面的直压力。
Q=f/c(Kg);
式中:
f—锯片震摆值(mm);
c—锯片柔度(m/Kg);
得:
N2=u’QV/102
=(0.8×160×115)/102
=144.3KW
影响功率N3的因素很多,一般来讲,锯机消耗于传动件的功率和轴承磨损,空气阻力,把锯屑甩出等等所消耗的功率是与总功率成正比例增加的,所以N3可按下式计算:
N3=R(N1+N2)
=0.3(114.52+144.3)
=77.65KW
所以得锯切功率:
N=N1+N2+N3
=114.52+144.3+77.65
=336.47KW
通过以上计算,选取锯切电动机型号为:
Y355L1—4,N=355KW,n=1480rpm。
1.2弧形锥齿轮几何尺寸计算(∑=90°)
本锯机锯片传动装置由电动机——圆弧齿锥齿轮副驱动锯片高速旋转,故传动系统工作可靠,效率高。
锥齿轮用于轴线相交的传动,轴线间交角∑可成任意角度,但通常用的∑=90°。
弧形锥齿轮产形冠轮上的齿线是圆弧;承载能力高,运转平稳,噪音小;对安装误差和变形不敏感;轴向力大,且随转向变化。
常用于vm≥5m/s或转速n>1000r/min及重载的传动。
现对热锯机弧形锥齿轮几何尺寸进行计算(∑=90°):
齿数比(u):
u=Z1/Z2,按传动要求确定,通常u=1-10;选u=1.2
齿数(z):
z1安设计手册选取z1=42,z2=z1u=42×1.2=50.4,取z2=51
大端分度圆直径(de):
按结构初定de1=435mm,T1=2290N.m,σhp=1350N/mm2,
de2=z2me=51×10.36=528.36,取de2=529
大端模数(me):
me=de1/z1=435/42=10.36mm。
分锥角(δ):
δ1=arctanZ1/Z2=39°28´20.9";
δ2=90°-δ1=50°31´39";
外锥距(Re):
Re=de1/2sinδ1
=435/2×sin39°28´20.9"=342.52mm;
齿宽(b):
b=¢RRe,¢R取0.3;
得:
b=¢RRe=0.3×342.52=102.756mm;
中点模数(mm):
mm=me(1-0.5¢R)
=10.36×(1-0.5×0.3)=8.806mm;
中点法向模数(mnm):
mnm=mmcosβm;
等顶隙收缩齿的标准螺旋角βm=35°;
得:
mnm=mmcosβm=8.806×cos35°=7.213mm;
切向变为系数(xt):
xt1按设计手册选取xt1=0.02;xt2=-0.02。
径向变为系数(x):
x1按设计手册选取x1=0.36;x2=-0.36。
齿形角(αn):
αn=20°;
齿顶高(ha):
ha=(ha*+x)me,ha*=0.85,
得:
ha1=(ha*+x1)me=(0.85+0.36)×10.36=4.59mm;
ha2=(ha*+x2)me=(0.85-0.36)×10.36=5.076mm;
齿根高(hf):
hf=(ha*+c*-x)me,c*=0.188,ha*=0.85,
得:
hf1=(ha*+c*-x1)me
=(0.85+0.188-0.36)×10.36=7.024mm;
Hf2=(ha*+c*-x2)me
=(0.85+0.188+0.36)×10.36=14.483mm
顶隙(c):
c=c*me,c*=0.188,
得:
c=c*me=0.188×10.36=1.948mm
齿根角(θf):
θf1=arctan(hf1/Re)
=arctan(7.024/342.52)=1°37´44"
θf2=arctan(hf2/Re)
=arctan(14.483/342.52)=3°17´01"
齿顶角(θa):
θa1=θf2=3°17´01";θa2=θf1=1°37´44";
顶锥角(δa):
δa1=δ1+θf2
=39°28´20.9"+3°17´01""=42°45´21.9"
δa2=δ2+θf1=50°31´39"+1°37´44"=52°9´23"
根锥角(δf):
δa1=δ1-θf1
=39°28´20.9"-1°37´44"=37°50´36.9"
δa2=δ2-θf2
=50°31´39"-3°17´01"=20°14´38"
齿顶圆直径(dae):
dae1=de1+2ha1cosδ1
=435+2×4.59×cos39°28´20.9"=442.07mm
dae2=de2+2ha2cosδ2
=529+2×5.076×cos50°31´39"=535.457mm
锥顶轮冠距离(Ak):
Ak1=de2/2-ha1sinδ1
=529/2-4.59×sin39°28´20.9"=261.58mm
Ak2=de1/2-ha2sinδ2
=435/2-5.076×sin50°31´39"=213.6mm
中点法向齿厚(smn):
smn1=(0.5Лcosβm+2x1tanαn+xt1)mm
=(0.5×3.14×cos35°+2×0.36×tan20°+0.02)×8.806
=(1.286+0.262+0.02)×8.806
=13.808mm;
smn2=Лmmcosβm-smn1
=3.14×8.806×cos35°-13.808
=8.838mm;
中点法向齿厚半角(¢mn):
¢mn=[(smncosδ)/mmz]cos2βm
得:
¢mn1=0.0692;:
¢mn2=0.01313;
中点齿厚角系数(K¢mn):
K¢mn=1-¢2mn/6
得:
K¢mn1=0.9992;K¢mn2=0.99997;
中点分度圆弦齿厚(s-mn1):
s-mn1=smn1K¢mn1
=13.808×0.9992=13.797mm;
s-mn2=smn2K¢mn2
=8.838×0.99997=8.838mm;
中点分度圆弦齿高(ham):
ham1=ha2-0.5btanθf2+0.25smn1¢mn1
=5.076-0.5×102.756×tan3°17´01"+0.25×13.808×0.0692
=5.076-2.98+0.24
=2.336mm
ham1=ha2-0.5btanθf1+0.25smn2¢mn2
=5.076-0.5×102.756×tan1°37´44"+0.25×8.838×0.01313
=5.076-0.514+0.029
=4.591mm
当量齿数(zvn):
zvn=z/cosδcos3βm
得:
zvn1=z1/cosδ1cos3βm=42/cos39°28´20.9"×cos335°=99.06
Zvn2=z2/cosδ2cos3βm=51/cos50°31´39"×cos335°=145.8
端面重合度(ξva):
当αn=20°时,查手册得ξva=1.8
纵向重合度(ξvβ):
当¢R=0.3时,查手册得ξvβ=1.9
总重合度(ξvγ):
ξvγ=2.62
根据高速轴的受力选取轴承,为便于轴承的装配,取装轴承处的直径d1=130mm,装圆弧锥齿轮处的轴径d2=d1=130mm。
此处轴承支承形式为固定—游动支承,故固定端选用两套单列圆珠滚子轴承7226ADF(130×230×40)。
游动端选用圆柱滚子轴承Nu326(130×280×58),外圈与外壳轴孔为间隙配合,可补偿轴的热伸长。
固定端采用套杯安装,圆弧锥齿轮的啮合位置容易得到保证。
同样,低速轴取装轴承处的直径d1=180mm,装圆弧锥齿轮处的轴径d2=200mm,装热锯盘处的轴径d3=170mm。
此处轴承支承形式同高速轴为固定—游动支承,故固定端选用两套单列圆珠滚子轴承7236ADF(180×320×52)。
游动端选用圆柱滚子轴承Nu336(180×380×75),外圈与外壳轴孔为间隙配合,可补偿轴的热伸长。
固定端采用套杯安装,圆弧锥齿轮的啮合位置容易得到保证。
(二)、上滑座部分:
上滑座本体为焊接件结构。
锯片传动装置、电动机、进锯齿条、上压辊、锯罩、冷却系统、稀油润滑系统、上下滑板及侧导向立辊均安装在该件上,在进锯装置推动下,上滑座在支承辊上作直线运动,从而实现锯切进给。
为了使锯切对上滑座运行平稳,在上滑座上分别装有四组上压辊,每组压辊立轴的下端用螺母固定在下滑座相应的孔中,上压辊通过上滑板压住上滑座,在压辊上端装有一组碟型弹簧,使压辊对上滑座保持一定压力,同时消除支承辊及滑板磨损后产生的间隙。
为了克服锯切时产深生的测向力,确保上滑座直线送进,在上滑座两端分别装有四个导向立辊,立辊上设有调整偏心套,转动偏心套可以调节立辊与侧导板间隙,在通常情况下,该间隙应控制在0.1——0.2mm范围内。
(三)、下滑座部分:
下滑座本体为焊接件结构。
支承辊、压辊立轴、侧导滑板、进锯齿轮轴、轴承座安装于该件上。
8件支承辊用以支承上滑座重量,并保证上滑座在其上平稳滑动。
支承辊轴承选用双列调心辊子轴承22315(160×55×87)。
3.1进锯机构:
进锯机构主要由:
进锯电机、高速联轴器、进锯减速机、低速联轴器、进锯齿轮轴、进锯齿轮、轴承座、轴承等组成。
(下图—进锯机构)
由于锯切钢材规格、钢种、锯切温度等变化,锯切力有较大差异,但锯机的锯切能力是恒定的,即单位时间锯切面积不变。
因此,锯切速度需随钢材规格、钢种、温度等条件变化,进锯机构的推进速度在工作过程中将随锯切阻力而变化。
主要参数(选型):
进锯电机选用:
Z4—180--31,N=37KW,n=1000r/min;
减速机选用硬齿面减速机:
ZSY315—45—1;
进锯齿轮:
法向模数mn=16,齿数Z=19,全齿高h=36,尺宽160mm。
(见下图)
进锯齿轮轴的设计计算:
3.1-1按转矩初步估算轴径和选择联轴器
1)、初步估算轴径:
选择轴的材料为45,由机械设计手册查得力学性能数据为:
抗拉强度σb=650Mpa;
屈服点σs=360Mpa;
弯曲疲劳极限σ-1≈270Mpa;
扭转疲劳极限τ-1≈155Mpa;
E=2.15×105Mpa;
初步计算轴径,由于材料为45,由机械设计手册选取A=115,则得:
dmin=124mm
考虑进锯轴装联轴器加键,需将其轴径增加4%--5%,故取进锯传动轴联轴器端轴径为:
130mm。
2)、联轴器的选择
考虑动载荷及过载,取联轴器工作情况系数K=1.5(根据机械设计手册联轴器篇选取),计算联轴器转矩:
Tc=KT=K(955×104)P/n
=1.5(955×104)×37/22N.mm
=24092045N.mm
=24092N.m
根据热锯机工作要求选取GⅡCL型齿轮联轴器。
由轴径d=130mm和Tc选取联轴器型号为:
GⅡCL12J1140×202/J1130×202(JB/ZQ4378—86);其允许最大转矩Tp=45000N.m。
3.1-2轴的结构设计
见轴的载荷分布图(a)所示,根据轴的受力选取轴承,为便于轴承的装配,取装轴承处直径d1=140mm,装齿轮处的轴径d2=145mm,a=b=160mm,c=810,D1=320mm。
初选双列调心滚子轴承22228c(140×250×68)。
3.1-3轴上受力分析:
(轴的载荷分布图b)
轴传递的转矩:
T1=(955×104)P/n=16061N.m
齿轮的圆周力:
Ft=2T1/d1=2T1/(Z·mn/cosβ)
=32122/(19×0.016/cosβ)
=105664N
齿轮的径向力:
Fr=Ft·tanan/cosβ=39096N
齿轮的轴向力:
Fx=Ft·tanβ=17328N
联轴器由于制造和安装误差所产生的附加圆周力F0(方向不定)
F0=0.3·2T1/D1=0.3×(2×16061)/0.320=30114N
3.1-4求支反力:
1)在水平平面内的支反力(轴的载荷分布图c),由∑MA=0得:
RBz(a+b)-Fra+Fx·d1/2=0
RBz=(Fra-Fx·d1/2)/(a+b)
=(39096×0.160-17328×0.140/2)/(0.160+0.160)
=(6255-1212)/0.32
=15759N
∑Z=0得:
RAz=Fr-RBz=39096-15759=23337N
2)在垂直平面内的支反力(轴的载荷分布图e),由图可知:
RAy=Rby=1/2·Ft=105664/2=52832N
3)由于F0的作用,在支点A、B处的支反力(轴的载荷分布图g)
∑MB=0得:
RA0(a+b)-Foc=0
RA0=Foc/(a+b)=30114×0.81/(0.16+1.16)
=76226N
RB0=F0+RA0=30114+76226=106340N
3.1-5作弯矩和转矩图:
1)齿轮的作用力在水平平面的弯矩图(轴的载荷分布图d)
MDz=RAZa=23337×0.16=3734N.m
M’Dz=MDz-F×d1/2=3734-17328×0.304/2=1100N.m
齿轮的作用力在垂直平面的弯矩图(轴的载荷分布图f)
MDy=RAya=52832×0.16=8453N.m
由于齿轮的作用力在D截面作出的最大合成弯矩
M’D=9241N.m
由于Fo作用而作出的弯矩图(轴的载荷分布图h)
MD0=F0·c=30114×0.81=24392N.m
改弯矩图的作用平面不定,但当其与上述弯矩合成图共面时是最危险情况。
这时其弯矩为二者之和,则截面D的最大合成弯矩为:
MD=M’D+MD0=9241+24392=33633N.m
2)作转矩图(轴的载荷分布图i)
T1=16061N.m
3.1-6轴的强度校核
1)确定轴的危险截面
根据轴的结构尺寸及弯矩图、转矩图,截面B处弯矩较大,且有轴承配合引起的应力集中;截面D处弯矩最大,且有齿轮配合与键槽引起的应力集中,故属危险截面。
现对D截面进行强度校核。
2)安全系数校核计算:
由于该进锯轴转动,弯矩引起对称循环的弯应力,转矩引起的为脉动循环的切应力。
弯矩应力幅为:
σa=MD/W=33633×106/304=110.6×106pa=110.6Mpa
式中:
W—抗弯断面系数,由手册可查得W=304cm3=304×10-6m3
由于是对称循环弯曲应力,故平均应力σm=0
根据式:
Sσ=0.58
式中:
σ-1—45钢弯曲对称循环应力时的疲劳极限,由手册查得σ-1≈270Mpa;
Kσ—正应力有效应力集中系数,按手册配合表查的Kσ=2.62;
β—表面质量系数,轴径车削加工,由手册查得β=0.92
ξ—尺寸系数,由手册查得ξ=0.68
切应力幅为:
τm=τa=T1/2WP=16061×106/2×30=268×106pa=268Mpa
式中WP—抗扭断面系数
WP=Лd3/16-bt(d-t)2/2d=30×10-6m3
根据式
Sτ=1.27
式中:
τ-1—45钢弯曲对称循环应力时的疲劳极限,由手册查得τ-1≈155Mpa;
Kτ—切应力有效应力集中系数,按手册配合表查的Kτ=1.89;
β,ξ—同正应力情况;
φτ—平均应力折算系数,由手册查得φτ=0.21。
轴D截面的安全系数确定:
S=2.27
由手册查得,[S]=1.3—2.5
故S>[S],该轴D截面是安全的。
(四)锯片罩及冷却系统:
热锯冷却水导水装置,应用于金属材料热加工工艺中,包括:
锯片;热锯锯罩,用于罩住锯片,锯片罩由固定罩和活动罩两部分组成;高压冷却水装置,可喷射高压冷却水,喷嘴喷出强力水流冲刷掉粘在锯片上的锯屑,使大部分锯屑能被水幕封住,冲入锯切头坑内,以有效的防止锯屑飞溅并冷却锯片;低压冷却水装置,可喷射低压冷却水;还包含有一导水管,用于导水,分别焊接于所述热锯锯罩内侧的开启部分与固定部分,并且导水管在开启部分与固定部分的安装位置相互对应,导水管可以夹持着锯片;还有一吸水层,铺设于所述导水管内侧。
通过导水装置降低了锯片单耗、煤耗及工序能耗并使高、低压冷却水装置能同时使用,保证了正常的生产轧制节奏,并且有效地防止冷却水浇注到被锯切的金属材料,避免了金属材料锯切端部的淬火裂纹产生率。
当需要更换锯片时,松开活动锯罩头部连接手柄,即可将活动锯罩掀开(转动160°——180°),可进行锯片更换操作。
(五)、夹料机构:
夹料机构用于被锯切钢材在辊道上定位,防止在锯切作用下钢材沿辊道轴向移动和上抬。
它由钩头、拉杆、支承辊、导向辊、压板、压紧油缸、推拉油缸等组成。
工作时:
夹料机构推出拉杆,使钩头下摆时能钩住位于辊道另一端的钢材,当被切钢材进入机前辊道后,压紧缸推动压板向下摆动,压住钢材,同时拉料缸将拉杆拉回,使被切钢材靠近辊道端头挡板(压板给予钢材一定压紧力),钢材定位后,进锯机构将上滑座以30——300mm/s的速度推进,高速旋转的锯片开始锯切,锯切结束后,进锯快速(350mm/s)将上滑座拉回至规定位置(工作行程600——1000mm)。
同时,压紧缸抬起压板,拉料杆推送至辊道另一端,准备下一个锯切过程。
被锯切材料规格、数量、重量不同,需要拉动的拉力亦不同,从保护设备的角度考虑,夹料、压紧油缸的推力可根据实际需要进行调节,能满足锯切过程中材料定位即可。
(六)、活动锯的横移机构:
如下图
(一):
由图活动锯的横移机构主要由可移锯口、锯口液压缸(s=1200mm)、锯体液压缸(s=1800mm)、导轨等组成。
通过锯体液压缸(s=1800mm)直拉直推直接作用于下锯体使6个行走滚轮在轨道上滚动,从而实现锯体横移。
在锯体沿轨道长度方向的两端装有4个液压夹轨器,用以防止移动锯机在工作时因锯切力的作用而发生移动。
当需要横移时,液压缸压缩弹簧、钳口张开,横移就位后,液压卸压。
在弹簧作用下,钳口夹住导轨,从而锁定锯机。
单个夹轨器夹紧力为:
8000N,安装时弹簧压缩量应大于50mm。
可移锯口通过锯口液压缸(s=1200mm)直拉直推直接作用于锯口,实现锯口的横移。
该活动锯口由滑座、移动小车、自由辊道、锯口盖板、驱动油缸等组成(见下图二)。
滑座设计安装考虑现场结构,直接焊接于原辊道梁下;锯口盖板设计预留两道锯切口,锯切口的设计避免了钢材锯切时出现锯切弯头现象,提高锯切质量;预留两道锯切口可大大减少锯口以东油缸的行程选择,可灵活根据定尺长度选择就近锯切口;油缸通过连杆直接驱动移动滑车,油缸设计安装于辊道盖板下、两辊道梁之间,避免了高温钢的直接热辐射;中间连杆的设计考虑切头切尾时钢头对油缸杆的撞击。
(七)、润滑系统:
锯片传动装置的圆弧锥齿轮、轴承采用集中稀油循环系统润滑。
系统公称压力:
0.63Mpa,流量:
40L/min,润滑油牌号:
N320中极压齿轮油。
进锯减速机为油池润滑,润滑油牌号:
N320中极压齿轮油。
运转中减速机机体内储油量必须保持规定油面高度,不宜过多或过少。
本热锯机中,上压辊、支承辊、导向立辊、上下侧滑板,行走车轮轴承、开式齿轮及齿条,夹料机构支承辊、导向辊及滑板均采用干油润滑,共33个润滑点,其中下滑座内28个润滑点采用干油泵加油。
由于润滑点较多,下滑座内各润滑点需分点加油,为了使各润滑点充分得到润滑,加油时需慢速移动上滑座多次。
润滑脂牌号:
锂基润滑脂Z2—1。
(八)、电气控制系统:
热锯在运行前,首先启动供水系统及供油、通风系统等辅助系统,等辅助系统启动运转正常后,开始锯切。
其工艺流程为:
轧制后的红钢由辊道移钢机送至锯前辊道,经齐头挡板齐头或定尺机定尺后,按下锯切按钮,热锯机快速进锯,进锯至工作位置,热锯速度降为工进,进行慢速锯切,当圆钢锯切完成后,快速退锯,退至停车位后制动停车,等待下一次锯切。
其工作流程如下所示:
热锯电气控制系统一共分热锯锯切电机控制、进锯系统、供油系统、通风系统。
其构成下面分别介绍:
热锯锯切电机为355KW交流电机,其控制功能包括电机启动与制动及电机保护。
通过一施耐德软启动器控制电机电源电压,从而控制电机启动电流,使电机平滑启动,启动完成后,通过旁路接触器短接软启动器。
由于热锯锯片随着使用次数的增加,锯片磨损后需更换,这时需要停止锯切电机,由于锯片的系统惯量较大,并且系统润滑良好,锯切系统自由停车需十几分钟,造成不能及时停车更换锯片,从而影响轧制节奏,所以必须制动使电机快速停车。
电机的保护主要通过软启动器来实现,软启动器可实现启动超时、电机堵转、缺相、过流、
 升级会员
升级会员 