五金产品加工知识培训.docx
《五金产品加工知识培训.docx》由会员分享,可在线阅读,更多相关《五金产品加工知识培训.docx(21页珍藏版)》请在冰豆网上搜索。
五金产品加工知识培训
五金产品加工知识培训〔针对我司常用〕
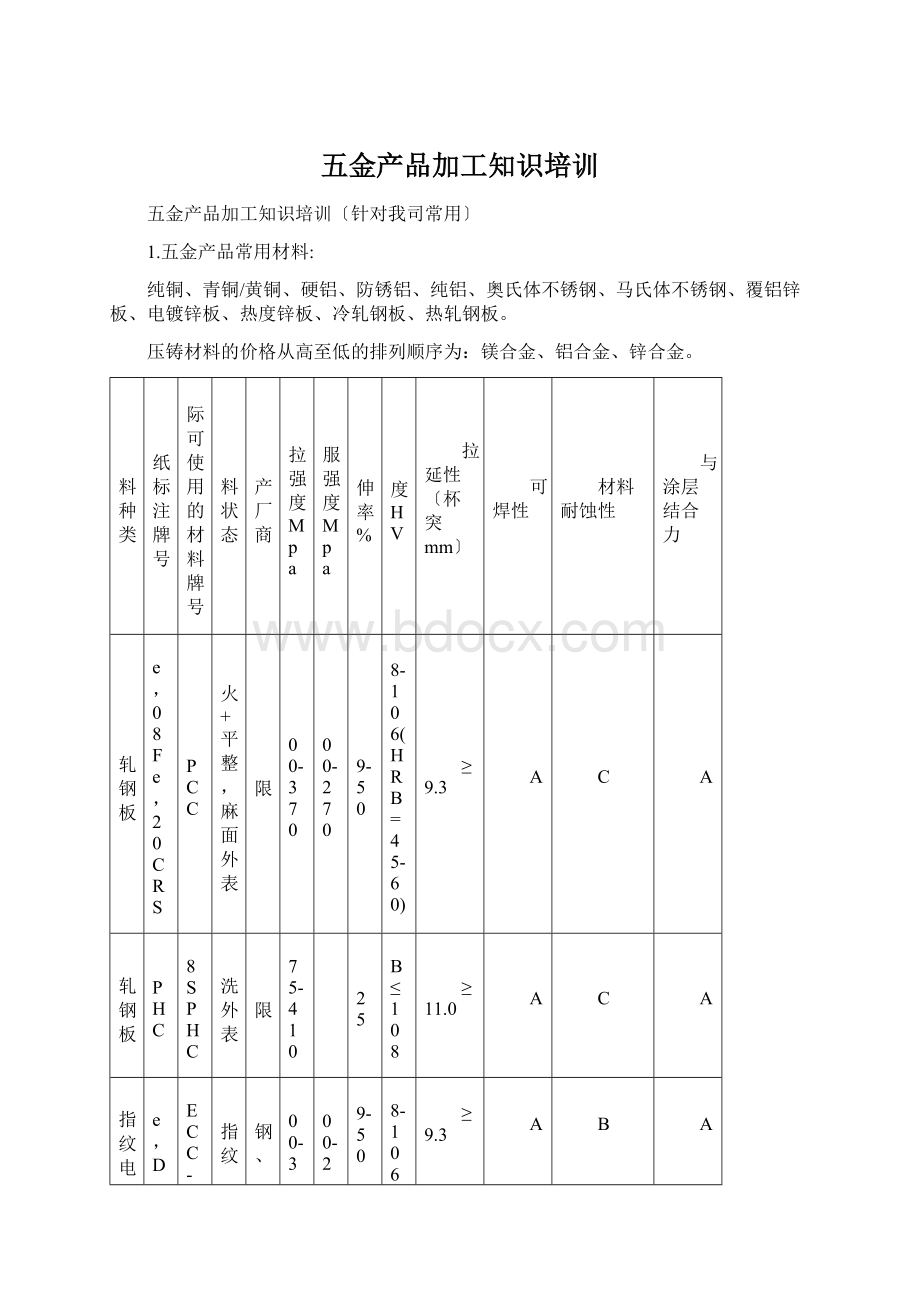
1.五金产品常用材料:
纯铜、青铜/黄铜、硬铝、防锈铝、纯铝、奥氏体不锈钢、马氏体不锈钢、覆铝锌板、电镀锌板、热度锌板、冷轧钢板、热轧钢板。
压铸材料的价格从高至低的排列顺序为:
镁合金、铝合金、锌合金。
材料种类
图纸标注牌号
实际可使用的材料牌号
材料状态
生产厂商
抗拉强度Mpa
屈服强度Mpa
延伸率%
硬度HV
拉延性〔杯突mm〕
可焊性
材料耐蚀性
与涂层结合力
冷轧钢板
Fe,08Fe,20CRS
SPCC
退火+平整,麻面外表
不限
300-370
200-270
39-50
88-106(HRB=45-60)
≥9.3
A
C
A
热轧钢板
SPHC
08SPHC
酸洗外表
不限
275-410
≥25
HB≤108
≥11.0
A
C
A
耐指纹电镀锌钢板
Fe,DX2
SECC-N2
MSE-CC-U
耐指纹外表
宝钢、日本
300-370
200-270
39-50
88-106〔HRB=45-60〕
≥9.3
A
B
A
电镀锌钢板批料
替代材料
SECC-P
不限
替代材料,价格廉价,但抗腐蚀能力差,只适用于小面积喷涂保护零件,工程师选材时慎用.
热浸锌板
SGCC
St01Z
SGCC
小锌花或无锌花外表
不限
360
240
37
104〔HRB=58〕
A
B
?
镀锡钢板〔马口铁〕
SPTE
SPTE2.82.8T-2.5
光亮外表
日本
300-370
200-270
39-50
90-106〔HR30T=48-56〕
≥8.5
A
B
C
覆铝锌板
外表有均匀大小的雪晶花状,各国产出的外表雪晶花的大小不一样
日本韩国,宝钢
C
〔奥氏体〕不锈钢板
Fe,1Cr18Ni9
1Cr18Ni9(SUS302)
亚光外表
不限
≥520(实物686〕
≥205〔实物461〕
≥40〔实物55〕
≤200
/
A
A
B
锻铝
AL,6063
LD31〔6063〕
亚光外表
不限
B
B
A
防锈铝
AL,5052
LF2〔5052〕
亚光外表
不限
167~225
/
16-18
B
A
A
工业纯铝
AL,1100
L5〔1100〕
亚光外表
不限
≤109
/
25-28
B
B
A
弹簧钢带〔热轧〕
Fe,65Mn
65Mn
不限
≤850(热处理后1580〕
〔热处理后1421〕
≥12〔热处理后8〕
≤320,热处理后490〔HB≤302,热处理后HRC=48〕
/
/
C
A
〔奥氏体〕不锈钢带
Fe,1Cr17Ni7-Y
1Cr17Ni7(SUS301)
3/4H
不限
≥1320
≥1030
≥30
≥430
/
A
A
B
钢棒
Fe,20
20
抛光
不限
≥412
≥245
≥25
≤154〔HB≤156〕
/
A
C
A
不锈钢棒
1Cr18Ni9
1Cr18Ni9(SUS302)
抛光外表
不限
≥520〔实物686〕
≥205〔实物461〕
≥40〔实物55〕
≤200
/
A
A
B
不锈钢管
1Cr18Ni9
1Cr18Ni9(SUS302)
抛光外表
不限
≥520〔实物686〕
≥205〔实物461〕
≥40〔实物55〕
≤200
/
A
A
B
钢管
Fe,20
镀锌钢管
热镀锌外表
不限
槽钢
Q235A,E5〔槽钢〕
Q235A,E5
不限
375-460
≥235
≥26
/
/
A
C
A
本表说明:
1〕在以ABC表示程度等级时,A表示“良好〞、B表示“一般〞、以表示“差〞。
2〕空白栏的数据待收集:
“/〞栏表示一般不用至此性能。
备注:
不锈钢(SUS):
韧性好,难折断一般不吃锡但外表镀镍后能吃锡而外表直接镀镍较困难,一般覆盖一层铜后再镀镍。
外表光泽度不佳但可分雾面与亮面(不可能象镀镍一样光亮),不锈钢按同型号硬度由大到小可分SUS301SUS302SUS303SUS304,SUS304具有一定导磁性但比拟弱。
其余不锈钢一般不导磁;
耐指纹电镀锌钢板:
均匀的灰色
热镀铝锌板:
小晶花
热镀铝锌板:
无晶花
热浸镀锌板:
大晶花
左至右的外观为:
拉丝、喷砂、光亮外表
喷涂桔纹-所做的百格附着力试验
2.加工工艺流程及注意要点:
2.1.冲压、激光下料、数冲下料、车床下料、还是铸,第一个都防止用料错误;
2.2冲压加工:
一般都为批量性加工,下料、冲孔、拉伸、弯形、压死边;针对模具的不同,问题点也不不同,依次类推常见的有:
下料少料、切边毛刺过大;冲孔:
多或少孔冲孔未冲通毛刺过大;
拉伸:
变形;
弯形:
方向、尺寸、角度大小、外外表压印变形严重擦伤、标准试配;如下列图;
压死边:
变形、压印、尺寸超差;
2.3激光下料、数冲下料:
下料少料、切边毛刺过大;冲孔:
多或少孔冲孔未冲通毛刺过大、工艺缺口大小;
2.4钳工:
沉孔:
沉孔的方向、大小、角度、不加大底孔和翻包〔0.2㎜之〕,钻头使用的种类〔挤压、螺旋、切削〕和主轴的转速。
攻丝:
丝锥使用的种类〔挤压、螺旋、切削〕和主轴的转速及互配的底孔在的大小,螺纹孔要保证通止〔M6以上的要用标准螺钉试配〕,有效深度、扭力符合要求。
压铆:
使用的非标准件是正确、压铆方向、压铆后的性能〔螺纹孔要保证通止〔M6以上的要用准标螺钉试配〕,有效深度、推扭力、符合要求〕气压压力与模具。
非标准件资料表1.
2.5折弯:
弯形方向、尺寸、角度大小、外外表压印变形严重擦伤、R角的大小、标准配件试配;
2.6焊接:
方向、尺寸、外观、互配、性能〔无假焊、虚焊、是否图纸要求的:
点焊、段焊、满焊、塞焊焊后磨平等〕及所使用的焊接设备〔电流电压、走丝速度、气压〕;下列图点焊〔碰焊〕图
2.7前处理:
除油除锈不干净、外表磷化膜不均匀,技术参数与工艺紧供参考:
2.8铝件氧化:
除油不干净、外表氧化膜不均匀、异、水印、变形,技术参数与工艺紧供参考:
2.9电镀:
镀锌、镍、铬、金、银、铜、锡、
常见问题点:
氧化电镀件缺陷定义
1.1.浅划痕:
目测不明显、手指甲触摸无凹凸感、未伤及材料本体的伤痕。
1.2.深划痕:
目测明显、手指甲触摸有凹凸感、伤及材料本体的伤痕。
1.3.说明:
对于钣金件的浅划痕和深划痕,以下缺陷允收表只给出了镀前的浅划痕和深划痕判定标准,对于镀
后造成的浅划痕和深划痕,由于会造成耐腐蚀性降低都是不允许的。
1.4.镀前划痕:
就是指电镀〔常见的电镀包括镀彩/蓝/白锌、镀镍、镀铬〕之前有划痕,这些划痕在电镀完后
会被电镀层覆盖,因此镀前划痕区的颜色与其区的颜色都是一致的。
1.5.镀后划痕:
就是指电镀后有划痕,这些划痕往往会破坏电镀层而露出底材的颜色,因此镀后划痕区的颜色
与其他区的颜色通常是不一致的。
1.6.凹陷:
外表局部凹陷的现象,手摸时有不平感觉。
1.7.凸起:
外表局部凸起的现象,手摸时有不平感觉〔凸起与零件是同类〕。
1.8.异物:
零件外表粘附的与零件不同类型的东西〔如砂粒、毛发、铁屑,异色点等〕。
1.9.污迹:
由于基材缺陷或不干净导致外表有污迹〔如灰尘、油污等〕。
1.10.流痕:
由于镀层厚度不均造成零件外表的异常区域。
1.11.起泡:
镀层起泡、剥落,露出金属底色。
1.12.色差:
同一零件外表颜色不一致,或零件外表颜色与色板不一致。
1.13.毛刺/边:
金属边缘和拐角处由于下料、成型、加工等而留下的不规那么凸起,手摸刮手。
如下列图所示:
2.10喷涂:
A喷粉:
平光、桔纹、砂纹,喷油:
平光、砂纹、闪银、闪金、撒点等
常见问题点:
喷涂件缺陷定义
1.1.浅划痕:
目测不明显、手指甲触摸无凹凸感、未伤及材料本体的伤痕。
1.2.深划痕:
目测明显、手指甲触摸有凹凸感、伤及材料本体的伤痕。
1.3.凹陷:
外表局部凹陷的现象,手摸时有不平感觉。
1.4.凸起:
外表局部凸起的现象,手摸时有不平感觉〔凸起与零件是同类〕。
1.5.异物:
零件外表粘附的与零件不同类型的东西〔如砂粒、毛发、铁屑,异色点等〕。
1.6.污迹:
由于基材缺陷或不干净导致喷涂外表有污迹和颜色不规那么〔如灰尘、油污等〕。
1.7.流痕:
喷涂涂料过多且不均匀枯燥导致的流痕。
1.8.桔皮:
喷涂外表因涂料附着力差而导致起皱,象桔子皮样的外观。
1.9.起泡:
喷涂外表有凸起〔气泡造成〕,用力压破后出现外表凹陷或露底〔露底:
露出喷涂下面金属材料的
颜色〕。
1.10.掉漆:
喷涂外表没有油漆,露出喷涂下面金属材料的颜色。
1.11.挂具印:
喷涂过程中采用工装定位而遗留的局部外表没有油漆的现象。
1.12.毛刺/边:
喷涂区域边缘由于保护胶纸等撕掉后留下的毛刺。
1.13.色差:
同一零件外表颜色不一致,或零件外表颜色与色板不一致。
1.14.修补:
因膜层损坏而用涂料所作的局部遮盖。
1.15.模具印:
在模具冲压/折弯等成型过程中,在零件外表形成的与模具位置和大小相符合的痕迹。
2.11装配与包装
2.11.1有无按要求组立包括组立的方式〔拉铆、螺纹连接、粘合〕、配带附件方式与数量,标准件所用数量、材质、规格是否能达图纸要求。
三、散热器产品注意点:
3.1本公司所有外购散热片
A级外表:
产品在进展安装或粘结后能被看到的外表。
B级外表:
除A级以外的所有外表。
正视:
指检查者站立于被检查外表的正面、视线与被检外表呈45-90°而进展的观察〔如图1〕。
图1:
“正视〞位置示意图
金属外表:
包括电镀、氧化、钝化以及金属压铸面等表现为金属质感的外表。
非喷涂面。
拉丝:
是一种砂带磨削加工,通过砂带对金属外表进展磨削加工,去除金属外表缺陷,并形成具有一定粗糙度、纹路均匀的装饰外表。
如下列图:
拉丝装饰面
基材花斑:
电镀或氧化前因基体材料腐蚀、或者材料中的杂质、或者材料微孔等原因所造成的、与周围材质外表不同光泽或粗糙度的斑块状花纹外观。
镀前划痕:
指电镀或氧化之前因操作不当、或对明显缺陷进展粗打磨等人为造成的基体材料上的划伤或局部磨擦痕迹,一般呈细线型。
浅划痕:
膜层外表划伤,但未伤至底层〔即底层未暴露〕;对其它无膜层外表那么为:
目测明显、手指甲触摸凹凸感、未伤及材料本体的伤痕。
深划痕:
外表膜层划伤,且已伤至底层〔即底层已暴露出来〕;对无膜层外表那么为:
目测明显、手指甲触摸有凹凸感、伤及材料本体的伤痕。
凹坑:
由于基体材料缺陷、或在加工过程中操作不当等原因而在材料外表留下的小坑状痕迹。
凹凸痕:
因基材受撞击或校形不良等而呈现出的明显变形、凹凸不平整的现象,手摸时有不平感觉。
抛光区:
对基材上的腐蚀、划伤等部位进展机械打磨抛光后表现的局部高光泽、光亮区域。
烧伤:
拉丝处理时因操作不当、造成零件外表过热而留下的烧蚀痕迹。
水印:
电镀或氧化后因清洗水未及时枯燥或枯燥不彻底所形成的斑纹、印迹。
修补;因膜层损伤而用涂料所作的局部遮盖。
异物:
由材料、模具、环境或机器设备中的灰尘、夹杂物、污物等影响而形成的与外表不同色的斑点。
颗粒:
因材料杂质或外来物的影响而在外表形成的、颜色与正常外表一致的凸起现象。
挂具印:
指电镀、氧化、或喷涂等外表处理生产过程中,因装挂用辅助工具的遮挡而使其与零件相接触的部位局部无膜层的现象。
图文损伤:
印刷图文因局部脱落或擦伤、附着不良、污染等所造成的图形、字迹不完整不清晰现象。
4外观检验条件
4.1目视检测条件为:
在自然或光照度在300-600LX的近似自然光下〔如40W日光灯、距离500mm处相距为600-650mm,观测时间为10秒,且检查者位于被检查外表的正面、视线与被检外表呈45-90°进展正常检验〔参见图1〕。
要求检验者的校正视力不低于1.2。
4.2检查时,每一外表按其面积或该外表最大外形尺寸划分为不同大小类别,当有两个条件满足时、以大的一类为准。
外表大小划分标准如表1。
当缺陷所在的检测面尺寸超过表2中对应的最大一类时,那么将该面划分为几个这样的最大面对待,且划分方法就保持同一种方式〔即始终按面积分,或始终按外形尺寸分〕。
表1
外表大小
划分标准
按面积
按最大外形尺寸
小
检测面积≤6400mm2
最大尺寸≤300mm
中
6400≤检测面积≤48600mm2
300<最大尺寸≤600mm
大
48600≤检测面积≤97200mm2
600<最大尺寸≤1000mm
超大
97200≤检测面积≤360000mm2
1000<最大尺寸≤1500mm
表2
外观缺陷类型
外表大小
缺陷所处外表型类
合格围
A级外表
B级外表
基材花斑
不限
金属外表
不允许
S〔缺陷面积的总和〕≤被测面积的5%
抛光区
小
金属外表
不允许
不限制
中
S≤100且P≤2
大
S〔总面积〕≤被测面积的5%
镀前划痕〔手感无凹入或极轻微凹入〕
小
金属外表〔但不包括拉丝及喷砂面〕
L≤15且P≤2
不限制
中
L≤20且P≤3
或
L≤40且P≤1
大
L≤20且P≤5〔或L≤40且P≤3〕以及L≤80且P≤1
超大
L≤40且P≤5
以及
L≤150且P≤1
镀前划痕〔手感有明显凹入〕
小
不允许
中
L≤20且P≤3
或
L≤40且P≤1
镀前划痕〔手感无凹入〕
不限
拉丝及喷砂面
L≤15且P≤2
不限制
浅划痕
小
所有
不允许
不限制
中
L≤7且P≤1
大
L≤7且P≤2
或
L≤10且P≤1
超大
L≤10且P≤3
或
L≤15且P≤2
或
L≤25且P≤1
外观缺陷类型
外表大小
缺陷所处外表型类
合格围
A级外表
B级外表
深划痕
不限
塑胶、压铸
不允许
不限制
其它
不允许
凹坑
小
非拉丝和喷砂面
直径≤1.0且P≤2.0
不限制
中
直径≤2.0且P≤3.0
不限
拉丝及喷砂面
直径≤0.5且P≤2.0
不限制
凹凸痕
不限
所有
不允许
不限制
水印
小
电镀、氧化
不允许
不限制
中
S≤1.0且P≤2.0
大
S≤3.0且P≤2.0
挂具印
小
电镀、氧化
不允许
S≤1且P≤4
中
S≤2且P≤4
大
S≤3且P≤4
所有
喷涂
不允许
外观缺陷类型
外表大小
缺陷所处外表型类
合格围
A级外表
B级外表
外部外表
部外表
异物
小
所有
不允许
S≤1.0且P≤6.0
中
S≤0.2且P≤2.0
大
S≤0.3且P≤4.0
颗粒
小
所有
S≤0.3且P≤1.0
S≤1.0且P≤3.0
或
S≤3.0且P≤2.0
中
S≤0.3且P≤3.0
或
S≤0.5且P≤2.0
或
S≤0.7且P≤1.0
大
S≤0.5且P≤3.0
或
S≤0.7且P≤2.0
或
S≤1.0且P≤1.0
超大
S≤1.0且P≤3.0
或
S≤1.5且P≤2.0
或
S≤2.0且P≤1.0
大
S≤3且P≤4
所有
喷涂
不允许
修补
不限
电镀、氧化
颜色、光泽与原膜层目视无明显差异,S≤4且P≤3
颜色、光泽与原涂层目视允许有轻微差异,S≤20且P≤3
喷涂
颜色、光泽与原膜层目视无明显差异,S≤50且P≤3
颜色、光泽与原涂层目视允许有轻微差异,S≤100且P≤3
注:
表中的L表示单个缺陷长度,单位为mm;S表示单个缺陷面积,单位“mm2〞;P表示缺陷的数量,单位“个〞。
 升级会员
升级会员 