漆包线认识与应用.docx
《漆包线认识与应用.docx》由会员分享,可在线阅读,更多相关《漆包线认识与应用.docx(18页珍藏版)》请在冰豆网上搜索。
漆包线认识与应用
漆包线的认识与应用
第一章漆包线基本认识
一、漆包线的概念
漆包线是在导体的表面涂一种或几种绝缘涂料,经烘焙、冷却后形成一种带绝缘层的电线。
漆包线是电磁线(绕组线)的一个品种,电磁线是用于电磁感应的电线。
在物理学中指出,在通电导体的周围会产生磁场,运动导体在磁场中切割磁力线会产生电流,这就是电磁感应现象。
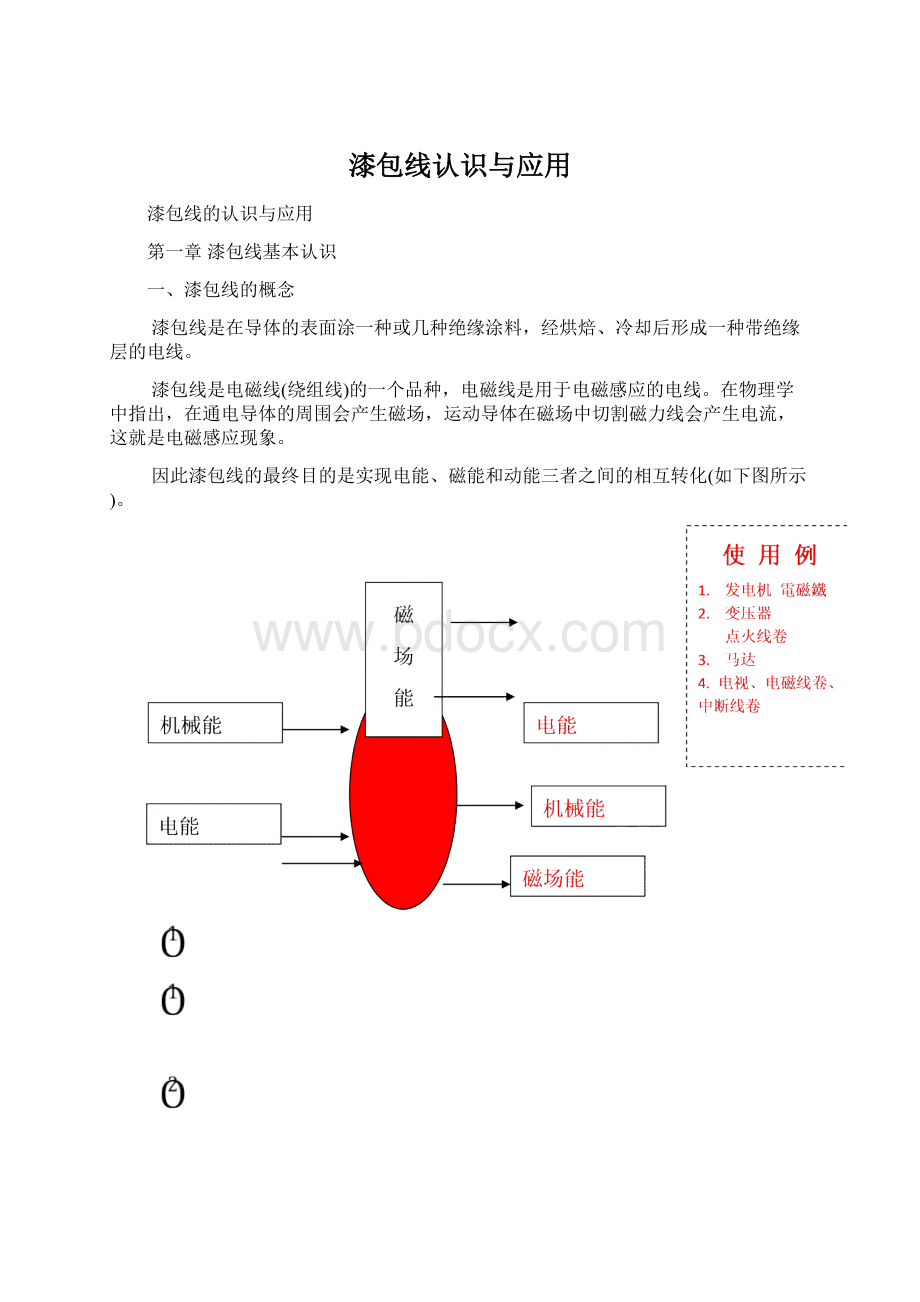
因此漆包线的最终目的是实现电能、磁能和动能三者之间的相互转化(如下图所示)。
机械能→磁场能→电能
电能→磁场能→电能
电能→磁场能→机械能
电能→磁场能
二、漆包线的命名
漆包线的命名由以下部分组成
漆包线代号:
Wire----WQiBaoXian----Q
漆膜品种:
缩醛:
PVF(PolyvinylFormal)对应的漆包线名称:
PVF
聚脂:
PE(Polyester)PEW
聚氨脂:
PU(Polyurethane)UEW
聚脂亚胺:
PEI(Polyester-imide)EIW
聚酰胺酰亚胺:
PAI(Polyamide-imide)AIW
耐热等级:
标上热级代号如”F-155º”
漆膜厚度:
“0”特厚,“1”厚漆膜,“2”薄漆膜,“3”薄漆膜
颜色:
红色“R”,绿色“G”蓝色“B”自然色“N”
名称
热级℃
代号
国标代号
ANSI.TYPE
高强度缩醛漆包线
105
PVF
QQ
MW15C
聚氨酯漆包线
130
UEW
QA
MW75C
聚酯漆包线
155
PEW
QZ
MW5C
聚酯亚胺漆包线
180
EIW
QZY
MW30C
聚酯亚胺聚酰胺酰亚胺双被覆漆包线
200
EIWH
(DFWF)
QZY/XY
MW35C
聚酰胺酰亚胺漆包线
220
AIW
QXY
MW81C
例如:
2UEWF0.45(R)表示直径0.45mm薄漆膜155级红色聚胺酯漆包线
0DFWF0.85表示直径为0.85mm厚漆膜200级耐冷媒漆包线。
三、漆包线的耐热等级
漆包线耐热等级为漆包线能长时间(20000h以上)正常工作的环境温度,目前漆包线热级区分如下表
热级代号
Y
A
E
B
F
H
C
温度指数℃
90
105
120
130
155
180
200
220
四、漆包线的性能及用途
漆包线广泛用于工业生产、家用电器等行业中,各种漆包线的主要性能及用途如下:
漆包线种类
主要特性
主要用途
UEW
具有直焊性
各类机器、通信器材、仪表、继电器、小型变压器等
UEWE
具有直焊性、绕线性优良
小型马达、偏向线圈等
PVF
耐含水变压油、耐湿热性优良
油压变压器、水中马达、密闭马达等
PEW
各种马达、变压器等
PEWN
绕线性优良、耐凡立水优良
各种马达、变压器等
EIW
耐湿热性优良
耐热H种要求之机器、马达、高压变压器等
EIWH
绕线性、耐热性、耐湿热性优良
特殊马达、高压变压器、电动工具等
AIW
耐热性、耐化学药品性优良
特殊马达、飞机配件、电动工具等
FBWHC
自粘性
偏向线圈、高压变压器等
第2章漆包线生产工艺流程
一、铜的冶炼与铜杆加工
铜矿山开采选用
矿石(含Cu1~5%)
铜矿的冶炼
电解铜板(含Cu99.95%↑)
溶解、铸造、压延
(SCR)
Φ8mm铜杆
大拉伸线
Φ2.6铜材
二、伸线部份
伸线是将2.6MM的铜材用伸线眼模,利用铜的延展性原理将其逐步拉小,拉伸过程中需加伸线油润滑(见附图一)
1、铜材
漆包线用铜材为工业纯铜,纯度在99.95%以上,导电率不低于98%,硬铜的电阻率不大于0.01796Ωmm2/m,软铜的电阻率不大于0.017241Ωmm2/m,软铜的伸张率不低于30%。
2、伸线眼模:
伸线眼模内部模蕊为钻石,利用其锥度角将铜材拉小(见附图二)
附图一:
附图二:
二、漆包线的生产工艺流程:
放线(联拉)→退火→涂漆→烘焙→冷却→润滑→收线
反复
1.放线:
将铜材均匀地从铁轴放出,提供原料和保证涂漆的稳定性,在高速机台,依靠联合拉线机来放线。
2.退火:
将裸铜线软化,去除拉伸过程中的内应力,使分子晶格重新排列,增强柔软性和导电性。
3.涂漆:
将绝缘漆均匀地涂到裸铜线上,靠模具或毛毡来作为媒介。
4.烘焙:
将漆液中的溶剂蒸发,使漆基材料固化,形成坚固的体形结构的漆膜。
5.冷却:
使漆膜冷却进一步成形,为第二次涂漆作准备。
6.润滑:
对涂漆完成后的漆包线,在表面再涂一层润滑剂,以减少加工时的摩擦。
7.收线:
用塑料轴将加工完成后的成品卷取、均匀排列,便于客户加工使用。
第3章漆包线的特性及其测试方法
一、尺寸试验方法要点
尺寸是用完成外径、导体径以及皮膜厚度
来表示,根据皮膜厚度的下记种类。
0种最厚皮膜
1种厚皮膜
2种薄皮膜
3种最薄皮膜
完成外径是根据电机的满槽率和耐压等级来确定的。
二、热的特性
1.耐热寿命
选择使用电线时,必须选择电机的温度指数来确定漆包线,而漆包线的温度指数由耐热寿命来求取。
耐热寿命的试验方法是ASTMD2307,根据其2万小时的工作环境温度来确定其等级,一般被使用的耐热等级和温度指数如下表被子区分。
2.
把试料按规定的伸长率伸长,或者按规定的倍径紧密地卷付十回线,在规定的温度、时间内,检视加热后再冷却时的皮膜有无裂痕。
耐热冲击
耐热冲击是在皮膜伸张和弯曲的状态下,
加热再瞬间冷却时,看是否因热胀冷缩
而发生破裂。
一般耐热高的电线即使是对于高的加热温度,
破裂不易产生。
电线卷付径小的场合,或者在卷线的伸长率
大的场合,必须选择高热冲之漆包线。
3.耐软化
把试料交叉放在平板上,把规定的荷重放在交差部分,在恒温槽中以2℃/min升温,在二根线间附上100V的电压,测定皮膜软化导通时的温度。
耐软化是测试漆包线在受到热、力
和电三个方面的作用时,其漆膜的抵
抗程度,一般是固定其力和电两个方
面、衡量温度来作为指标比较,有升
温法和定温法两种。
三、电气的特性
1.针孔
把规定长度(约5m)浸渍在盐水中,把液体作为正极,试料作为负极,加上12V一分钟直流电压时,检视发生的针孔数。
针孔是把皮膜的微细的伤和孔等
电气的缺陷部分的检视的方法。
电线是用薄的皮膜保持绝缘性,
皮膜的厚度是1种以上,通常针孔
发生非常少,都是接近没有的现状。
另一种测试方法是高压针孔,其原理是将漆包线通入高压低流电流,测试其表面抗阻是否均匀,一般是取30m看其缺陷个数。
2.绝缘破坏电压
扭绞法是把试料长为12cm的距离,依规定的绞合数将试料绞合,线间加上交流电压,以500V/秒升压来求取破坏时的电压。
绝缘破坏电压是检查皮膜的绝
缘性能,是根据电线的皮膜厚度而
而不同来确定标准。
一般来说使用2个方法,细线0.10mm
以下使用金属卷挠法,中大线采用扭绞法。
绝缘破坏电压是随着皮膜变厚来表
示高值,根据电机的线间电压和相间
电压来研讨皮膜的厚度。
四、机械的特性
1.
导体径0.35m以下规格,把试料伸长至规定的值,再用15倍放大镜检视有无龟裂,关于0.37mm以上规格,按照规定的卷线本身倍径紧密地卷挠,以目视检视有无龟裂。
可挠性
可挠性是用卷线机把电线弯曲时,
调查皮膜是否发生龟裂,根据伸长或
者卷挠来判断,通常在本身外径上卷
挠也不会发生龟裂。
2.
把试料两端以4m/秒的速度拉伸使之拉断,皮膜是否发生龟裂,用15倍的放大镜检视。
密着性
密着性是检查皮膜和导体是否结合紧密
紧密。
密着不好而卷线时皮膜就会产生剥落
现象。
3.耐摩耗
把直径0.23mm的钢琴线与试料直交,并在钢琴线上加上荷重。
把钢琴线以400mm/min的速度在试料上面移动,同时荷重也在增加,来求取皮膜剥落的导体和钢琴线接触时的荷重。
耐摩耗是检查皮膜在受外界摩擦力的作
用下其是否破损。
4.静摩擦系数
静摩擦系数是检视皮膜表面的滑性。
把两条线固定于玻璃表面,并且将固定的两条线和滑板放在上面,线与线成平行垂直接触,玻璃板慢慢的滑行,并求取直至滑块滑动时,倾斜的tanθ值。
电机的卷线性对电线的静摩擦系数
(滑性)有很大的影响。
因机器的小型化、高效率化,故狭窄
空间卷进很多的电线,这样就提高了占积率,
所以被重视。
五、化学的特性
把试料浸渍在60℃的二甲苯中30分钟取出后,检视皮膜有无气泡、凸起状态,并且依指甲法或者铅笔法,检视皮膜有无剥落。
1.耐溶剂
耐溶剂是浸渍在二甲苯中,调查
皮膜有无气泡、凸起状态。
卷线后被
涂漆处理时,被含有含浸渍漆的有机溶剂
浸浊皮膜时,绝缘性能低下。
将试料以常温24小时浸渍在规定的药品中,(苛性钠、硫酸)检视皮膜有无气泡、凸起状态,并且用指甲法或铅笔法来检视皮膜的剥落状态。
2.耐药品
耐药品是检视皮膜有无被碱或酸浸
渍,因机器的使用环境中的碱和酸而使
其受害,故确认绝缘性能是否低下。
3.
将试料长约40mm在规定的时间内浸渍,并保持在规定的温度的焊锡槽中,取出后除去浸渍的部分的上部10mm,检视另直焊部分。
。
直焊性
直焊性是不剥离皮膜,直接焊锡时,焊
锡处是否能沾上锡,且沾锡是否光滑完整。
采用直焊之漆包线能提高生产效率,减少
污染。
4.耐冷媒
将试料放入内装冷媒、冷冻机油之密闭压力容器中,于规定的温度时间加热后取出,检视电线的特性。
使用于冷冻机的电线,测试漆包线被制冷
剂、冷冻机油含浸后,其绝缘性能是否下降。
并且测试自电线的抽取物必须不溶解于冷媒中。
第四章漆包线的选用
从理论上讲,任何的漆包线均能实现电能、磁能和动能三者之间的互转,但是,使用漆包线都有加工的过程,而且,电气产品也有不同的工作环境,因此,在漆包线的选用以及代用的时候,必须还要考虑各类漆包线的各项特性。
下表归纳各类常用漆包线的特性,可供参考:
电线
项目
UEW
UEWE
PEW
PEWN
EIW
EIWH
AIW
机械性能
不规则绕线法劣化
优
良
优
良
优
良
良
自动绕线劣化
优
良
优
良
优
优
良
耐热性
耐热寿命(ASTMD2307)℃
130
130
155
155
180
200
220
耐软化温度℃
230
220
290
280
360
390
420
耐热冲击性
可
良
良
良
优
优
优
电气特性
针孔自然回复性
不吸湿
优
优
良
良
良
良
——
吸湿
不可
可
良
良
可
可
——
吸湿后破坏电压
良
优
优
优
优
优
优
浸水后破坏电压
优
良
良
良
优
优
优
耐化学药品性
耐苯乙烯
不可
良
不可
良
优
优
优
石油系列变压器绝缘油
不可
不可
良
良
优
优
良
氯化物系列变压器油
可
良
可
良
可
良
良
硫酸
优
优
良
良
优
优
优
氢氧化钠(烧碱)
良
良
不可
可
可
良
可
冷媒(R-12)
不可
良
良
优
优
优
优
冷媒(R-22)
不可
不可
不可
不可
优
优
优
皮膜剥离
直焊性
优
优
不可
不可
不可
不可
不可
药品剥离性
可
可
良
良
不可
不可
不可
第五章漆包线的应用及其发展
对一个电器产品是从这个电器产品的设计及应用及使用环境开始的,并且还要考虑其加工性。
电气机器
磁性电线被要求的特性
根据机器的设计仕样的要求
机器的耐热区分
耐热寿命,热的特性
使用电流电压的大小
构造(尺寸,皮膜厚度)
机器的形状
密闭型
耐水解外部气体量
空芯型
自己融着性
根据机器的使用条件的要求
使用环境
水中
耐水
油中
耐油
冷媒中
耐冷媒
宇宙,原子力范围
耐放射线
牵引时的可靠性
耐过负荷特性
漆包线加工过程及注意事项
线圈卷线
线圈镶嵌
成型压力
端末处理
皮膜剥离
绝缘处理
含浸清漆处理
模型处理等
胶带卷
卷线性
*滑性
*皮膜的强韧性
*柔软性
滑性
加工劣化
可挠性
密着性
柔软性
剥离性
耐溶剂
耐药品
漆包線的使用說明
单涂层漆包线质量有效期18个月,复合漆层漆包线质量有效期
6个月,若过期使用,应在使用前对产品品质进行综合检验
评估。
7仓储人员要不定时经常检查堆码的线轴是否有变形破裂的状态,避免倒塌现象发生。
二、
产品防护基本要求
1漆包线未用完的线轴应放入原包装箱内,不得随意放置,标签要保护原状态。
2必要时,线轴堆高请用隔板支撑,避免受潮等的不良影响。
3取用线轴时,应垂直取出,避免线材磕碰伤,同时要注意左右的线堆垛倒塌。
4未用完的线材必须将线头缠紧,不可随意松散在线轴上。
三、
产品使用基本要求
1使用前,应认真检查漆包线的外观、规格和型号,避免因误用而导致不良品的发生。
2漆包线表面的漆膜很薄,极易被外力碰伤,在运输或移动过程中,要特别注意小心轻放,避免倾倒碰撞,
保证线材不受损伤。
3绕线作业时,漆包线漆膜很易被金属等硬质边缘刮伤。
在绕线过程中,应密切注意绕线机与漆包线接触的
部件,减少施加在漆包线上的不必要外力,避免品质劣化。
若不慎造成磕碰伤或是多线头,可将该部分用
钳子切断剔除,到正常部分再使用,对不合理的影响线的质量的放线装置应尽快进行彻底的改良。
4绕线作业时线材张力应控制在安全张力以内,具体要结合生产的实际情况调整力的大小。
同时勿用碎布等夹持
线材,导致线材上的润滑油脂揩干,降低表面润滑性能,最终造成次生的品质异常。
5绕线时,如手必须直接接触漆包线,应戴乳胶指套。
绕线前应检查线盘的外缘是否光滑无倒钩,避免造成漆包
线剐伤。
绕线作业至筒底时,应适度减速,避免高速绕线端线扭摆可能造成的危险。
6线材卷绕时,可能会因高速绕线导致漆膜受损,而发生盐水针孔性能下降,所以应确认卷绕后漆包线的盐水针
孔性能状况。
7焊锡作业时,漆膜会分解出有害气体,所以作业现场应安装排气装置。
THANKS!
!
!
致力为企业和个人提供合同协议,策划案计划书,学习课件等等
打造全网一站式需求
欢迎您的下载,资料仅供参考
 升级会员
升级会员 