9600旋切机专用变频器使用指南要点.docx
《9600旋切机专用变频器使用指南要点.docx》由会员分享,可在线阅读,更多相关《9600旋切机专用变频器使用指南要点.docx(19页珍藏版)》请在冰豆网上搜索。
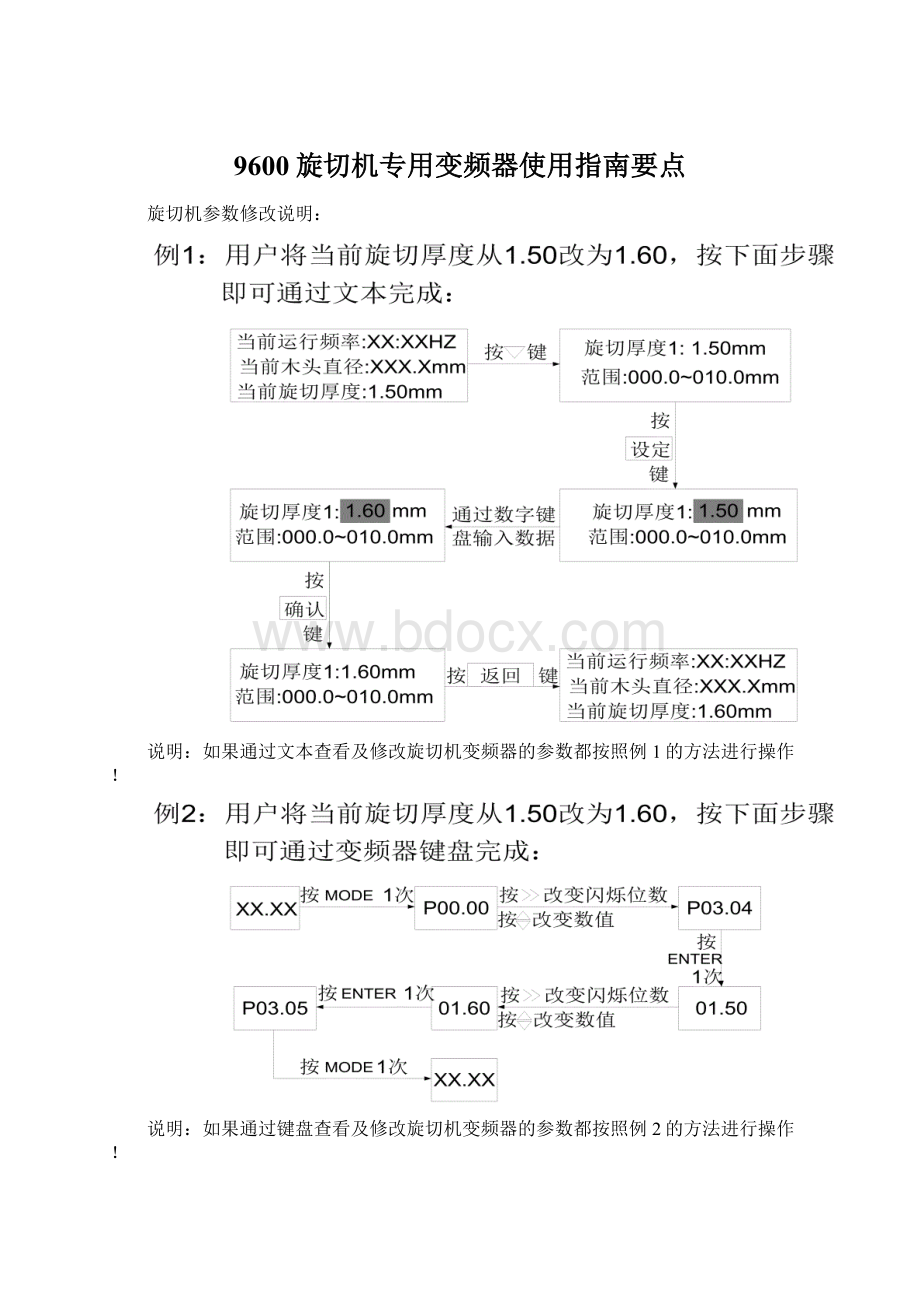
9600旋切机专用变频器使用指南要点
旋切机参数修改说明:
说明:
如果通过文本查看及修改旋切机变频器的参数都按照例1的方法进行操作!
说明:
如果通过键盘查看及修改旋切机变频器的参数都按照例2的方法进行操作!
铡皮机参数修改说明:
说明:
如果通过键盘查看及修改铡皮机变频器的参数都按照例4的方法进行操作!
一体机专用变频器接线说明:
一.旋切机接线说明:
1.COM与FWD接通,实现启动功能。
2.COM与REV接通,实现停止功能。
3.COM与D1接通,实现快进功能。
4.COM与D2接通,实现快退功能。
5.COM与D3接通,实现厚度切换功能。
6.COM与D4接通,实现故障复位功能。
7.前限接近开关的接法:
(选用常开效果的接近开关)
电源的正端接P24V,电源的负端接COM。
信号线接D5。
8.旋切机编码器接法:
(选用电源电压为DC24V的编码器)
电源正极接P24V,电源负极接COM。
信号线A接D7,信号线B接D8。
9.通讯文本的接法:
(选用能跟德力西变频器通讯的文本)
通讯线的正端接SG+,通讯线的负端接SG-。
二.铡皮机接线说明:
刀位接近开关的接法:
(选用常开效果的接近开关)
电源的正端接P24V,电源的负端接COM。
信号线接D4。
一体机专用变频器调试说明:
一.在家调试说明:
1.检查整个配电箱接线无误,接通电源。
2.进入旋切机参数P05.05,操作面板上的各个按钮,查看信号进去是否正确。
二.现场调试说明:
1.接好前限接近开关,刀位接近开关以及编码器,接通电源。
2.操作前进后退开关,观察设备运行方向是否正确,如果方向反了,请关闭电源,将控制箱中连接到进刀电机的供电线的随意两根调换即可。
操作前进开关,当设备感应到前限接近开关即停。
如果设备不停止,适当调整前限接近开关的位置,确保前限接近开关信号进到了变频器内。
3.操作启动按钮,当设备前进的时候,观察文本上的当前木头直径数值,是否在变小,如果不变或变大,说明编码器信号线接反了,调换编码器信号线A、B相接线。
4.在设备正常旋切的同时,滚筒和传送带也会运行起来,如果方向反了,关闭电源,将连接到滚筒电机或传送带电机的三相线中任意两相调换即可。
5.在设备正常旋切的同时,铡刀也会运行起来,如果方向反了,关闭电源,将连接到铡刀电机的三相线中的任意两相调换即可。
6.根据实际情况,设置设备的最大开距离参数。
7.观察设备运行情况,如果设备反应较慢,可以适当减小变频器的加减速时间,(保证变频器不跳故障的前提下)。
8.根据生产需要,设定好旋切厚度和铡皮宽度。
9.放木头进行试切,具体调试方法参考下表:
具体问题
解决措施
旋出来的实际厚度跟设定的不一样。
如果偏薄,把“厚度修正系数”(P03.06)增大。
如果偏厚,把“厚度修正系数”(P03.06)减小。
具体值=厚度修正系数×设定值/实际值。
再通过“向上”,“向下”键实现微调。
如果前面厚,越往后越薄。
把“最小开距离”(P03.09)减小。
如果前面薄,越往后越厚。
把“最小开距离”(P03.09)增大。
如果前面正常,后面1到2米变薄或变厚。
如果变薄,把“尾刀修正系数1”(P03.21)增大,如果变厚,把“尾刀修正系数1”(P03.21)减小。
如果前面正常,后面很短的一截变薄或变厚
先要判断是是否由于惯性造成。
如果不是惯性造成的变薄,把“尾刀修正系数2”(P03.31)增大,如果不是惯性造成的变厚,把“尾刀修正系数2”(P03.31)减小。
如果是惯性造成的偏薄,把“双滚延时时间”(P03.46)减小。
如果是惯性造成的偏厚,把“双滚延时时间(P03.46)增大。
如果后面正常,前面出现薄或厚。
如果薄,把“厚度均匀度修正”(P03.41)减小。
如果厚,把“厚度均匀度修正”(P03.41)增大。
如果铡出来的宽度误差比较大。
1.看刀停的是否稳,适当调整“刀位接近开关
2.把“变频下刀频率”(P03.29)增大。
3.把“下刀加速时间”(P01.19),“下刀减速时间”(P01.20)减少。
(在变频器不跳故障前提下)
如果铡出来的宽度跟设定的不符。
如果偏宽,把“宽度修正系数”(P03.06)变小,或直接在变频器面板的“向下”键修改,如果偏窄,把“宽度修正系数”(P03.06)变大,或直接在变频器面板“向上”键修改。
调试过程:
一般是先把皮子的均匀度调节好之后。
再整体去修正皮子的厚度。
(设备每次重新上电,都会有一个自学习过程,待自学习过程结束,系统程序才正常)。
一体机专用变频器功能参数说明:
一.旋切机参数说明:
1.旋切机控制端子参数说明(一般这些参数不允许修改):
参数号
功能说明
出厂值
P02.00
快进启动开关(对应D1端子)
4
P02.01
快退启动开关(对应D2端子)
5
P02.02
厚度切换开关(对应D3端子)
24
P02.03
故障复位开关(对应D4端子)
10
P02.04
前限接近开关(对应D5端子)
16
P02.05
滚筒编码器信号A(对应D6端子)
33
P02.06
进刀编码器信号A(对应D7端子
35
P02.07
进刀编码器信号B(对应D8端子)
36
P02.08
启动停止上升沿控制
1
P02.09
铡皮机REV信号控制(对应YO,CME
18
P02.10
接触器开关控制(对应T1端子)
17
P02.11
铡皮机FWD信号控制(对应T2端子)
16
2.旋切机用户参数说明:
参数号
功能说明
范围
出厂值
P03.04
旋切厚度1
00.00~10.00
01.50
P03.05
旋切厚度2
00.00~10.00
01.60
P03.06
厚度修正系数
0.000~2.000
1.000
P03.41
厚度均匀度修正
0.100~10.000
1.000
P03.08
最大开距离
0000.0~2000.0
320.00
P03.09
最小开距离
01.0~99.9
30.0
P03.25
尾刀效果起始值1
000.0~999.9
80.0
P03.21
尾刀修正系数1
0~400
200
P03.30
尾刀效果起始值2
000.0~999.9
40.0
P03.31
尾刀修正系数2
0~400
200
P03.40
尾刀偏置宽度
0000~10000
0
P03.42
铡皮实际宽度
36000
800
3.旋切机厂家参数说明:
参数号
功能说明
范围
出厂值
P00.05
最高输出频率
50.00~400.00
70.00
P00.11
运行加速时间
000.0~600.0
001.0
P00.12
运行减速时间
000.0~600.0
001.0
P00.13
上限输出频率
00.00~P00.05
70.00
P01.04
停机制动启始频率
00.00~10.00
10.00
P01.05
停机制动电压
00~15
15
P01.06
停机制动时间
00.0~20.0
00.3
P01.18
快进快退频率
00.00~P00.13
50.00
P01.19
快进快退加速时间
000.0~600.0
01.0
P01.20
快进快退减速时间
000.1~600.0
01.0
P03.02
是否大齿轮选择
0:
正常1:
大齿轮
0
P03.07
提前停机比例系数
00.0~20.0
0.0
P03.10
进刀电机传动比
01.00~99.99
15.00
P03.11
螺纹间距
00.0~65.0
08.0
P03.12
滚筒直径
000.0~999.9
099.0
P03.13
滚筒间距
000.0~050.0
003.0
P03.14
滚筒开距离
000.0~200.0
050.0
P03.15
提前减速距离
000.0~999.9
010.0
P03.16
滚筒编码器脉冲数
0~9999
0400
P03.17
进刀编码器脉冲数
0~9999
0400
P03.19
自动退刀频率
00.00~P00.13
50.00
P03.20
滚筒电机传动比
1.00~99.99
15.00
P03.22
滚筒编码器是否作用
0:
不起作用
1:
起作用
0
P03.23
是否停滚筒
0:
停滚筒
1:
不停滚筒
0
P03.24
低速限制频率
00.00~P00.13
10.00
P03.39
二次启动时间
00.00~01.00
00.15
P03.44
尾刀铡使能
0.1~6000.0
0.1
P03.46
双滚延时时间
0.000~1.000
0.000
P04.41
恢复出厂值:
把“00”改为“11”。
恢复出厂值后,系统参数将恢复到厂家参数。
用户修改后的参数要重新设回去。
二.铡皮机参数说明:
1.控制端子参数说明(一般这些参数不允许修改):
参数号
功能说明
出厂值
P02.00
正转启动和停止(对应D1端子)
32
P02.01
尾刀成张控制(对应D2端子)
33
P02.03
刀位接近开关(对应D4端子)
16
P03.07
铡皮机功能选择
(0和1直接从P03.29修改宽度,
3是直接从面板上修改宽度)
0:
不需要编码器的一体机
1:
需要编码器的一体机
2:
单铡功能
3:
当P03.18为0时,不加编码器的面板直接修改宽度,当P03.18为1时,加编码器的面板直接修改宽度
2.铡皮机用户参数说明:
参数号
功能说明
范围
出厂值
P03.46
宽度设定
000.0~6550.0
890.0
P03.06
宽度修正系数
0.100~10.000
1.000
3.铡皮机厂家参数说明:
参数号
功能说明
范围
出厂值
P00.04
最高输出频率
50.00~400.00
60.00
P00.12
上限输出频率
00.00~P00.04
60.00
P01.04
停机制动启始频率
00.00~10.00
10.00
P01.05
停机制动电压
00~15
15
P01.06
停机制动时间
00.0~20.0
00.3
P01.19
下刀加速时间
00.1~60.0
00.4
P01.20
下刀减速时间
00.1~60.0
00.2
P03.03
刀位接近逻辑
0:
常开1:
常闭
0
P03.29
变频下刀频率
00.00~P00.12
30.00
P04.31
停机监视内容
00~22
13
P04.35
运行监视内容
00~22
12
P04.40
恢复出厂值:
把“00”改为“11”。
恢复出厂值后,系统参数将恢复到厂家参数。
用户修改后的参数要重新设回去。
一体机专用变频器显示内容切换说明:
一.旋切机显示内容切换说明:
按移位键可以循环显示监控参数
1停机监控状态2运行监控状态
二.铡皮机显示内容切换说明:
按移位键可以循环显示监控参数
1..停机监控状态2运行监控状态
一体机专用变频器信号及故障查询说明:
一.旋切机信号及故障查询说明:
P05.05输入输出信号用于查看控制端子信号是否进入变频器
P05.23第一次故障记录记录变频器所报故障记录
P05.24第二次故障记录记录变频器所报故障记录
P05.25第三次故障记录记录变频器所报故障记录
P05.26第四次故障记录记录变频器所报故障记录
P05.27过流值记录当变频器报过流时的当前电流大小
P05.28过压值记录当变频器报过压时的当前母线电压大小
P05.29当前故障记录记录变频器当前故障记录
P05.05参数显示如下:
如果对应的控制端有信号进入,那么其对应图形的上端就会发亮。
主要用于查看外部信号是否进入变频器。
二.铡皮机信号及故障查询说明:
P05.05输入输出信号用于查看控制端子信号是否进入变频器
P05.19VF1输入值用于查看电位器的信号是否进入变频器
P05.23第一次故障记录记录变频器所报故障记录
P05.24第二次故障记录记录变频器所报故障记录
P05.25第三次故障记录记录变频器所报故障记录
P05.26第四次故障记录记录变频器所报故障记录
P05.27过流值记录当变频器报过流时的当前电流大小
P05.28过压值记录当变频器报过压时的当前母线电压大小
P05.29当前故障记录记录变频器当前故障记录
P05.05参数显示如下:
如果对应的控制端有信号进入,那么其对应图形的上端就会发亮。
主要用于查看外部信号是否进入变频器。
一体机专用变频器操作键盘图样说明:
一.旋切机操作键盘图样说明:
二.铡皮机操作键盘图样说明:
一体机专用变频器键盘功能说明:
一.旋切机键盘功能说明:
二.铡皮机键盘功能说明:
一体机专用变频器故障及解决措施:
一.旋切机故障及解决措施
现象
故障代码
解决方法
当旋切到木头最小直径时,进刀电机停止,不会正常向后退。
OC,OC1,OC2
OU,OU1,OU2
观察是否报上述故障代码。
增加加减速时间。
参数代码为:
P00.11、P00.12。
当使用快速前进后退开关时,设备无反应,或者在设备运行时突然停止。
OC,OC1,OC2
OU,OU1,OU2
当设备无反应时:
先检查参数P05.05,查看快速前进后退开关信号是否进到变频器内。
如没有信号进来,则是开关或线路有误。
当在设备运行时突然停止,并报上述故障代码,则增加快速前进后退加减速时间,参数代码为:
P01.19和P01.20
当进刀电机后退到最大开口距离时,不会正常向前进。
OC,OC1,OC2
OU,OU1,OU2
如果报上述故障时,则增加加减速时间,参数代码为:
P00.11、P00.12。
按面板操作开关设备无反应。
如果设备报故障,则按复位键。
如果设备未报故障,则检查参数P05.05,查看信号是否进到变频器内。
如没有信号进来,则是开关或线路有误。
如果出现计长错误。
(旋切到最小直径时,显示完全不对)
可能是编码器出问题或者编码器脉冲数未设对。
如果设备空机正常,木头旋到后面时,自动停机了。
OC1
查看刀缝是否偏小,刀是否不锋利了。
设备可能需要加油。
适当增加加减速时间。
参数代码为:
P00.11、P00.12。
如果操作设备,设备只能往后退,不能向前走。
观察前限接近开关是否一致亮着。
查看P05.05信号的D5信号上端是否一致亮着。
如果是则前限接近开关坏。
当设备未按照程序正常执行时,则先查看信号是否进到变频器内。
先要保证所有进到变频器的信号是有的,并且跟变频器端子所设的参数匹配。
如果报警,一般为加减速时间问题。
可以适当增大加减速时间。
二.铡皮机故障及解决措施:
现象
故障代码
解决方法
下刀电机不会动作。
无故障代码
查看刀使能开关是否打开。
有OCOC1OC2
OUOU1OU2故障代码
增加加减速时间参数,参数代码为:
P01.19、P01.20
下刀电机一动作就报故障代码
OC、OC1
铡刀安装的太下,跟橡胶管顶住。
导致电机堵转。
电流急剧变大。
适当向上调整铡刀位置。
一体机专用变频器接线图:
一体机专用变频器
使
用
指
南
旋切机密码
P03.33
产品序列号
P03.35
变频器密码(厂家密码)
P03.36
产品代号(变频器运行时间)
如果P03.36设为0,锁码不起作用!
如果锁码起作用,解码为=产品序列号*2+23。
9600矢量电机参数表
P00.17
P00.23
P00.24
P00.25
P00.26
P00.27
P00.28
电机功率
定子电阻
定子电感
转子电阻
转子电感
互感
空载激磁电流
2.2
2.790
252.4
1.820
252.4
240.6
2.7
3.7
1.136
174.5
0.950
174.5
167.7
4.5/4.2
5.5
0.700
130.0
0.665
130.0
124.5
5.3
7.5
0.610
111.2
0.584
111.2
106.9
6.3
11
0.409
80.2
0.220
80.2
77.6
8.9
15
0.273
60.0
0.200
60.0
57.8
11.6
18.5
0.200
55.2
0.130
55.2
53.7
12.8
22
0.150
34.2
0.120
34.2
32.8
20.0
30
0.110
33.2
0.098
33.2
32.2
20.7
37
0.086
31.6
0.084
31.6
30.8
21.9
45
0.069
27.3
0.078
27.3
26.3
25.5
55
0.052
24.1
0.060
24.1
23.5
30.0
75
0.037
19.4
0.040
19.4
18.9
37.0
旋切机专用变频器单编码器接线图:
旋切机专用变频器双编码器接线图:
 升级会员
升级会员 