常用工具的使用.docx
《常用工具的使用.docx》由会员分享,可在线阅读,更多相关《常用工具的使用.docx(23页珍藏版)》请在冰豆网上搜索。
常用工具的使用
常用工具的使用
一、管钳
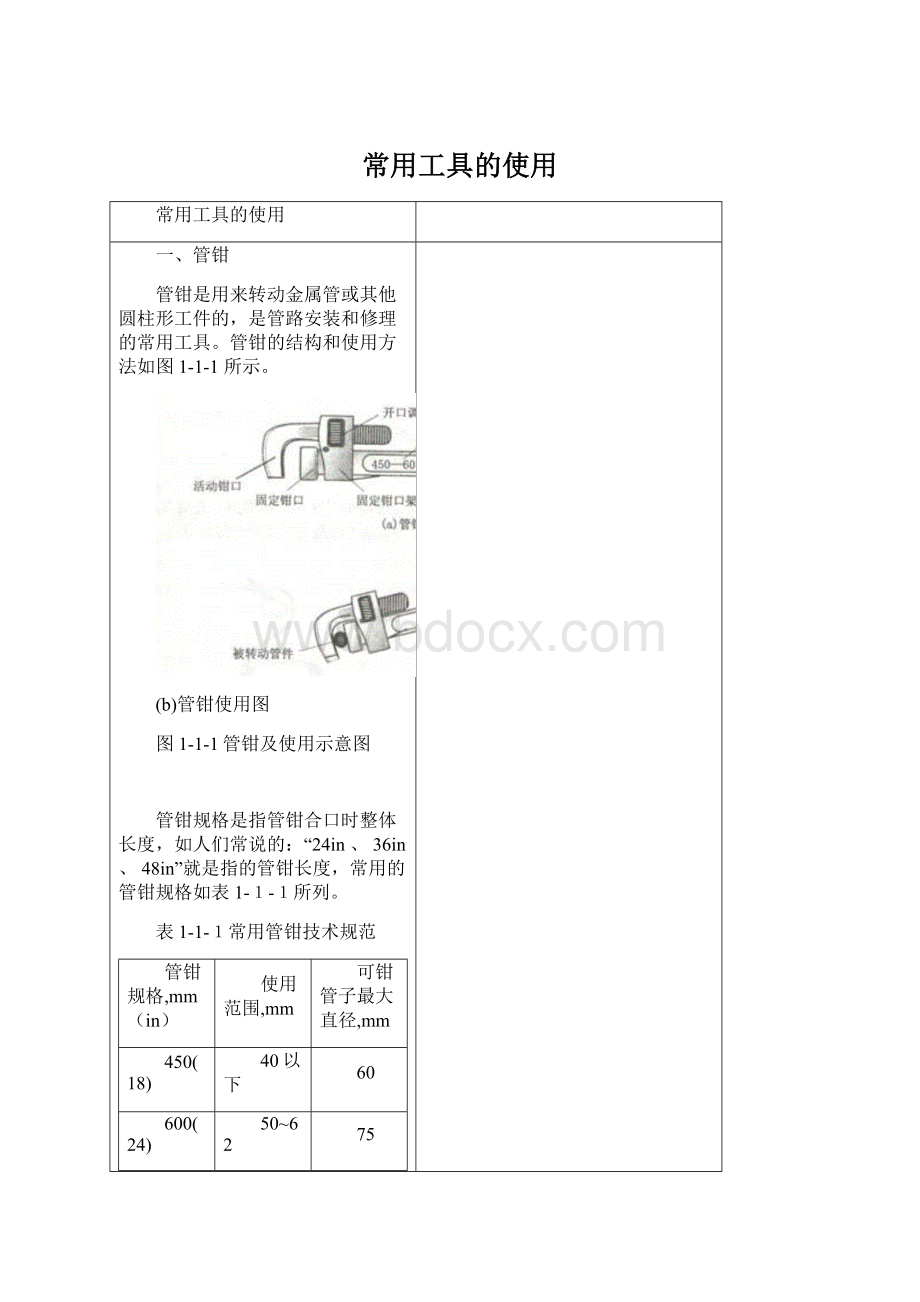
管钳是用来转动金属管或其他圆柱形工件的,是管路安装和修理的常用工具。
管钳的结构和使用方法如图1-1-1所示。
(b)管钳使用图
图1-1-1管钳及使用示意图
管钳规格是指管钳合口时整体长度,如人们常说的:
“24in、36in、48in”就是指的管钳长度,常用的管钳规格如表1-1-1所列。
表1-1-1常用管钳技术规范
管钳规格,mm(in)
使用范围,mm
可钳管子最大直径,mm
450(18)
40以下
60
600(24)
50~62
75
900(36)
62~76
85
1200(48)
76~100
110
管钳使用注意事项:
(1)要选择合适的规格;
(2)钳头开口要等于工件的直径;
(3)钳头要卡紧工件后再用力扳,防止打滑伤人;
(4)用加力杆时长度要适当,不能用力过猛或超过管钳允许强度;
(5)管钳牙和调节环要保持清洁。
二、扳手
板手主要用来紧固和拆卸零部件,通常有四种类型,即梅花扳手、套筒扳手、活动扳手和呆型扳手等。
1.梅花扳手
梅花扳手的扳头是一个封闭的梅花形,如图1-1-2所示。
当螺母和螺栓头的周围空间狭小,不能容纳普通扳手时,就采用这种扳手。
梅花扳手常用的规格有:
14~17mm、17~19mm、22~24mm、24~27mm、30~32mm等。
图1-1-2 梅花扳手示意图
梅花扳手可以在扳手转角小于60°的情况下,一次一次地扭动螺母。
使用权用时一定要选配好规格,使用权被扭螺母和梅花扳手的规格尺寸相符,不能松动打滑,否则会将梅花菱角啃坏。
使用扳手时不能用加力杆,不能用手锤敲打扳手柄,扳手头的梅花沟槽内不能有污垢。
2.套筒扳手
当螺母或螺栓头的空间位置有限,用普通扳手不能工作时,就需采用套筒扳手,如图1-1-3所示。
图1-1-3 套筒扳手组成图
使用套筒扳手的方法是:
(1)根据被扭件选规格,将扳手头套在被扭件上;
(2)根据被扭件所在位置大小选择合适的手柄;
(3)扭动前必须把手柄接头安装稳定才能用力,防止打滑脱落伤人;
(4)扭动手柄时用力要平稳,用力方向与补扭件的中心轴线垂直。
3.活动扳手
活动扳手又叫活络扳手,其开口宽度可以调节,能扳一定尺寸范围内的螺栓或螺母。
活动扳手是用来紧固和拧松螺母的一种专用工具,如图1-1-4所示。
图1-1-4 活动扳手示意图
活动扳手由头部和柄部组成,而头部则由活络扳唇、呆扳唇、扳口、蜗轮和轴销等构成。
旋动蜗轮就可调节扳口的大小。
常用的活动扳手有150mm、200mm、250mm、300mm四种规格,如表1-1-2所列。
由于它的开口尺寸可以在规定范围内任意调节,所以特别适于在螺栓规格多的场合使用。
使用时,应将扳唇紧压螺母的平面。
扳动大螺母时,手应握在接近手柄尾处。
扳动较小的螺母时,手应握在接近头部的位置。
施力时手指可随时旋调蜗轮,收紧活络扳唇,以防打滑。
表1-1-2 常用活动扳手的规格
长度,mm
100
150
200
250
300
350
375
450
600
开口最大宽度,mm
14
19
24
30
36
41
46
55
65
活动扳手的使用注意事项如下:
(1)活动扳手不可反用,以免损坏活动扳唇,也不可用钢管接长手柄来施加较大的力矩。
(2)活动扳手不可当作撬棒或手锤使用。
4.呆型扳手
呆型扳手是一种固定尺寸的专用工具,如图1-1-5所示,呆型扳手主要是干专项工作用的,在扭矩较大时,可与手锤配合使用。
图1-1-5 呆型扳手示意图
使用注意事项:
在需要较大力量时,不能打滑、砸手、更不能用过大的手锤敲击。
5.“F”型扳手
“F”型扳手是采油工人在生产实践中“发明”出来的,如图1-1-6所示,是由钢筋棍直接焊接而成的,主要应用于闸门的开关操作,是非常简单好用的专用工具。
其规格通常为前后力臂距150mm,力臂杆长100mm,总长是600~700mm。
图1-1-6 “F“型扳手及及使用示意图
“F”型扳手使用时,应把两个力臂插入阀门手轮内,在确认卡好后,可用力开关操作,注意的是:
在开压力较高的阀门时一定要按照如图1-1-6(b)所示进行操作,以防止丝杆打出伤人。
三、手钢锯
手钢锯是用来割锯金属管件等的,其结构和使用方法如图1-1-7所示。
图1-1-7 手钢锯及其使用示意图
手钢锯由锯弓和锯条组成。
按安装锯条的方式,它可分为可调式和固定式两种。
固定式锯弓只能安装一种长度的锯条,可调式锯弓通过调整可安装多种长度的锯条。
安装时锯条齿方向一定要正确。
锯条的正确选用:
锯条根据锯齿齿距的大小,分为细齿(1.1mn)、中齿(1.14mm)和粗齿(1.8m)三种,可根据所锯材料的软硬、厚薄选用。
锯割软材料(如紫铜、青铜、铅、铸铁、低碳钢和中碳钢等)或较厚的材料时,应选用粗齿锯条;锯割硬材料或较薄的材料(如工具钢、合金钢、管子、薄钢板、角铁等)时,应选用细齿锯条。
一般来说,锯割薄材料时,在锯割截面上至少应有三个锯齿同时参加锯割。
这样,就可防止锯齿被钩住或崩断。
锯条安装:
手钢锯是在前推时才起切削作用的,因此安装锯条时应使齿尖的方向朝前。
调整锯条松紧度时,蝶形螺、母不宜旋得太紧或太松,旋得太紧,锯条受力过大,在锯割中用力稍有不当,锯条就会折断;旋得太松,锯割时锯条容易扭曲,也易折断,并且锯缝也容易歪斜。
检查锯条松紧度,可用手扳动锯条,手感觉硬实即可。
四、压力钳
压力钳是套扣,切割金属管子、维修设备零件时所必需的夹传工具,如图1-1-8所示。
1.学习目标:
掌握压力钳结构、作用。
技术规范,使用方法和注意事项;
会正确使用压力钳,以保证套扣和割锯等工作的顺利进行。
图1-1-8 压力钳结构
2.压力钳的作用:
压力钳是用来夹持金属管,以便进行套扣和锯割的常用工具。
压力钳的技术规范:
见表1-1-3
表1-1-3 压力钳技术规范
型号
夹持管子最大外径〈mm)
1
70
2
90
3
110
4
150
5
200
6
250
3.压力钳的结构:
压力钳由底座、固定销、上下牙块、钳架、加紧丝杆、加力杆、导向轨、活动锁销、活动销架、插销组成。
4.压力钳的使用方法及注意事项:
(1)选择合适的压力钳,夹持大管子时,压力钳后边要加一把管钳,防止滑脱,损坏管子和钳口。
(2)夹紧管子时不应用力过猛,应逐步旋紧,防止夹扁管子或钳牙吃管子太深,夹持长管应在管子尾部用三角架支撑。
(3)注意使用前要认真检查压力钳三角架及钳休,要将三角架固定牢。
(4)使用后要在丝杆部分涂上润滑油。
五、管子割刀
管子割刀是切割各种金属管子的手工刀具。
割刀是以刀型来确定其规格的,如Ⅱ型刀切割的管径是12~50mm,Ⅲ型刀切割的管径是25~80mm,Ⅳ型刀切割的管径是50~100mm,其结构如图1-1-9所示。
图1-1-9 管子割刀结构图
使用方法:
将被割管件用管子压力钳夹牢后,旋转(推倒方向)加力杠能套进管件外,扶正,并缓慢旋紧加力丝杠,在感觉刀吃力时,边垂向绕管件旋转边均匀加力,最后直至割断管件。
使用及注意事项:
(1)根据被割管径选择割刀规范;
(2)检查割刀、加力丝杠、害。
刀架扶正轮等各部件是否完好;
(3)将被割管件用管子压力钳夹牢;
(4)将被割管件按要求的长短划好线;
(5)松开刀口,将割刀卡在管件上,使刀刃对准划线,同时用加力丝杠逐渐进刀。
绕管子转动,一直到割断管子为止。
切割时可加些冷却液。
六、管子铰版
铰版是一种在圆(管)上切削出处螺纹的专用工具,俗称套丝。
主要是由板牙和铰手两大部分组成的,如图1-1-10所示。
图1-1-10 管子铰板示意图
板牙是加工外螺纹的工具,常用的有圆板牙和圆柱管板牙两种。
圆板牙如同一个螺母,其上面有几个均匀分布的排屑孔,并依次形成刀刃。
铰手用于安装板牙,与板牙配合使用,饺手外圆上有五只螺钉,均匀分布的四只螺钉起紧固板牙作用。
其中:
上方的两只螺钉兼有调整小板牙螺纹尺寸的作用;顶端的那只螺钉起调节大板牙螺纹尺寸的作用,这只螺钉必须插入板牙的“V”形槽内。
板牙选用工件(圆棒或圆管)的外径应小于螺纹直径。
工件外径D可按下列经验公式计算,D≈0.13dt,式中,D为工件(圆棒或圆管)外径,mm;d为螺纹直径,mm;t为螺距,mm。
操作方法:
(1)装牙。
将锁紧手柄以顺时针方向转到极限位置,松开调节器手柄(调节柄)转动前盘盖,使两条A刻线对正。
然后将选择好的板牙块按1、2、3、4序号对应地装入牙架的四个牙槽内,将扳机逆时针方向转到极限位置。
(2)上板。
转动后盘盖,调节扶正爪(三爪不要过紧,起到扶正作用即可),将板牙块套入将要套扣的管件上。
(3)套扣。
普通管子25mm以上,每25.4mm套11扣;20mm以下,每25.4mm套14扣,套出的扣头应呈锥状,螺纹不秃,无毛刺。
为了保证质量,延长牙块寿命,套扣应分为二倒三板进行,每次都要调节套圈位置。
(4)退牙。
管子套到所需扣数后,要逐渐向回退牙块,边退边松扳机。
第二板套进时,应注意管头扣的深度,由深而浅使管扣呈锥状。
(5)卸牙。
按顺时针方向将扳机和大盖转到极限位置,然后取下牙块。
要注意的是:
套制过程中要浇注润滑油;遇到硬点时,应立即停止,处理后再进行;用完后要及时除去板牙上的铁削、泥尘、油污等,牙块、牙架擦净放好。
七、克丝钳
我们常用的钳子有:
克丝钳(又称钢丝钳)、尖嘴钳、断线钳等。
克丝钳有绝缘柄和裸柄两种。
绝缘柄钢丝钳为电工专用钳,常用的有150mm、175mm和200mm三种规格,如图1-1-11所示。
裸柄钢丝钳电工禁用。
图1-1-11 克丝钳 图1-1-12 尖嘴钳
使用克丝钳应注意以下事项:
1.使用前,应检查绝缘柄的绝缘是否良好。
2.用电工钳剪切带电导线时,不得用钳口同时剪切相线和零线,或同时剪切两根相线,那样均会造成线路短路。
3.钳头不可代替手锤作为敲打工具。
尖嘴钳
尖嘴钳的头部尖细,适于在狭小的工作空间操作。
尖嘴钳也有裸柄和绝缘柄两种。
裸柄尖嘴钳电工禁用,绝缘柄的耐压强度为500V,常用的有130mm、160mm、180mm、200mm四种规格,如图1-1-12所示,其握法与电工钳的握法相同。
使用尖嘴钳的注意事项如下:
(1)电器维修必须用绝缘柄尖嘴钳;
(2)使用时不能用尖嘴去撬工件以免钳嘴撬变形;
(3)刃口尖嘴钳只能剪切金属丝,不能剪钢质粗丝;
(4)带电作业前必须检查绝缘套是否漏。
八、锉刀
(一)锉削 结合实物进行平面锉削(例如,加工小锤)。
1.了解锉刀的种类(按断面形状、尺寸大小、锉齿粗细分类)、结构特点及应用范围。
如表1-1-4所示。
2.熟悉横锉、顺锉、交叉锉、推锉和滚锉的方法及应用条件。
3.正确掌握锉刀的使用方法及锉削步骤。
4.掌握直角尺、刀口尺、厚薄规的使用方法。
(二)锉削平面时容易出现以下主要问题:
1.平面中凸
锉削时锉刀前后摇摆容易产生平面中凸。
因此,在锉削时两手压力大小应随锉刀两端伸出工件的长度而变化,使锉刀两端的压力对工件中心的压力矩始终保持平衡。
2.表面不够光洁
其原因是锉刀齿粗细选择不当,嵌在锉刀齿上的屑末未消除。
因此,在锉削时应注意经常用纲丝刷顺着锉纹方向刷去切屑。
注意事项:
不使用无柄锉刀,以免把手刺伤;不要口吹铁屑,以免屑末飞入眼内;不要用手触摸加工表面,防止手上的油污沾染工件使用锉刀打滑。
表1-1-4各种钢锉示意图
形状
图
尺寸
菱形锉
4"5"6"8"
油光锉
6"8"10"12"14"
尖头单纹米尔锉
6"8"10"12"14"
圆锉
4"6"8"10"12"14"16"18"
半圆锉
4"6"8"10"12"14"16"18"
九、台虎钳
台虎钳是一种常用的夹持工具,是锯、挫维修设备零件时所必需的,重点掌握台庞钳结构及其使用方法和注意事项,做到正确熟练使用台虎钳。
掌握台虎钳的作用、结构、技术规范及其使用方法和注意事顶。
1.台虎钳的作用
台虎钳主要用于夹持工件。
2.台虎钳的规格尺寸及类型
台虎钳的规格是按钳口长度划分的,常用100mm、150mm、200mm等。
台虎钳的类型分固定式和回转式两种,现以回转式台虎钳为例予以介绍。
如图1-1-14所示
图1-1-14 台虎钳结构
3.固转式台虎钳的结构
台虎钳主要由钳台和虎钳构成,虎钳由固定钳身、活动钳身、回转盘、固定座、丝杆、丝母及手柄组成。
4.台虎锚的使用方法及注意事项
(1)使用前先将回转盘的固定小把固定好。
(2)调节钳口,顺时针旋转手柄,钳口变小,反之钳口变大,旋转手柄时要平稳。
(3)夹持工件时不要太紧,防止钳牙吃进工件表面或损坏钳身,夹持工件时,工件另一端要用支架支撑。
(4)用完后要用棉纱将钳口和钳台擦干净。
(5)不要在钳台和钳身上砸东西,谨防损坏钳台和钳身。
十、链钳
1.用途、结构与规格
①用途 用于外径尺寸较大、管壁较薄的金属管的螺纹装卸,也可用于管壁较厚的管材上扣、卸扣。
②结构 链钳主要由于柄、钳头、链条等主要部件组成(如图1-1-15所示)。
图1-7-15 链钳示意图
钳头上用销子固定有两块夹板,每块夹板的四边角均做成梯形齿,以便与管壁咬合,防止打滑,链条采用全包式,可绕过管子卡在二夹板的锁紧部位,使包合管子的外力分布均匀,更加适合薄壁管材的螺纹上扣、卸扣工作。
2.操作步骤与要求
(l)在平放管件上卸扣(或紧扣)
①将需要连接的管线用垫木垫平,管体距地面的间距以能保证链钳链条通过为宜。
②将钳头垂直摆放在所需转动的管体的螺纹连接部位,其钳头摆放方向与所需转动方向一致,然后将链条绕过管体并拉紧卡在夹板锁紧部位的卡子上。
③将钳柄向后稍拖一下,使卡板头上的梯形齿与管体紧密咬合,双手紧握钳柄向上抬起,即可转动管体,若双手下压,钳柄回位,可使卡板头梯形齿与管体咬合放松,然后再稍向后拖一下,又可使咬合紧密,上抬钳柄又可转动管体,只要这样反复多次,即可达到上、卸管线螺纹的目的。
④工作结束,下压钳柄,可使包合管子的链条松动(不要后拖钳柄),然后左手托起钳头后部使钳头抬起,右手即可将链条从夹板上取出,若咬合较紧不易取出链条时,可将钳柄敲打一下,使链条松动,即可取出。
(2)在直立或倾斜度较大放置管线时的上扣、卸扣
①面对管线站立,双脚分开与肩同宽,手持钳柄与管体中心线垂直,将钳头方向与旋转管体方向一致并紧靠在管体上面,然后把链条反方向(与转动方向相反)绕管体一周,拉紧并扣到夹板的锁紧部位。
②将钳柄稍向后拖,使齿头梯形齿紧紧咬在管体上面,然后转动手柄,若空间允许,可沿圆周方向连续推动旋转,若连续推转受到空间限制,则可将钳柄推转到最大角度时,左手托起链钳夹板,右手将钳柄板回原位,再次推转手柄,如此反复进行,即可达到上、卸螺纹的目的。
③工作结束,将钳柄往回退一下,即可放松链条,再将夹板晃动,右手托住钳头,左手取出链条。
3.注意事项及维护
①使用前必须对链钳各部位进行仔细检查,不得有裂纹和缺损,部件应齐全,各链节间连接应可靠,转动应灵活、无阻卡。
②链条包合至锁卡部位应拉紧并注意紧密扣合,防止工作过程中链条松脱,钳头下砸而碰伤手脚。
③链条包合并卡在锁紧位置向后拖钳柄使之扣合后,夹板头梯形台阶上至少应有两个以上的齿压在管体上,防止在转动钳柄时出现打滑或咬伤管体的现象。
④链条包合的咬紧部位应尽量靠近管体的紧扣或松扣部位,咬合时,链条应均匀紧贴管壁,且两夹板应垂直管体轴线,不能偏斜造成一块夹板单独受力而缩短使用寿命。
⑤链钳工作中,禁止使用加力管,防超负荷将链条拉断或压扁管体。
⑥链钳手柄不能用作撬杠,防弯曲或损坏,用完后,将链条拉在使链钳平放在工具台上或者将钳柄朝下,钳头朝上,并将链条翻搭在支架另一侧,使链钳斜靠在支架上。
⑦链钳使用后,应保持清洁、干净,除必要时对链条各销孔及轴滴油润滑外,任何部位都不能留有淤泥和油泥。
十一、卡钳
学会用生产中常用的卡钳测量圆筒的外径、内径和厚度;进一步掌握刻度尺的使用方法。
卡尺是一种间接测量工具,用它来度量尺坟时要在工件上测量,再与量具比较,才可得出数据,常用的卡钳有内、外卡钳两种。
(1)如图1-7-16(a)所示,将外卡钳的两只脚尖紧贴圆筒外壁,使两脚尖之间的距离等于圆筒的外径,用刻度尺测出这段距离。
在筒外不同的直径方向连续测量三次,然后把数据填入表格,算出外径的平均值。
图1-7-16 卡钳使用示意图
(2)如图1-7-16(b)所示,参照外卡钳的测量方法,用内卡钳测出圆筒的内径。
把三次测量的数据填入表格,算出内径的平均值。
(3)根据圆筒外径、内径的平均值,求出筒壁的厚度并把结果填入表格。
实验次数
1
2
3
平均值
圆的外径d1(厘米)
圆的内径d2(厘米)
圆筒的厚度d= (厘米)
十二、游标卡尺
游标卡尺是一种中等精度的量具,它可以直接测出工件的内外尺寸,如图1-1-17(a)所示。
常用的游标卡尺有150mm和200mm两种规格,这两种游标卡尺的精度均为0.02mm。
图1-1-17 游标卡尺示意图
游标卡尺的使用:
(1)使用游标卡尺测量工件的尺寸时,应先检查尺况,再校准零位,即主副两个尺上的零刻度线同时对正,即为合格,这样才可以使用。
(2)测量工件外径时,应先将两卡脚张开得比被测尺寸大些,而测量工件的内尺寸时,则应将两卡脚张开的比被测工件尺寸小些,然后使固定卡脚的测量面贴靠工件,轻轻用力使副尺上活动卡脚的测量面也贴紧工件,并使两卡脚测量面的连线与所测工件表面垂直,再拧紧固定螺丝,如图1-1-17(b)所示。
(3)在主尺上读出副尺零位的读数,如图1-1-17(c)所示。
(4)再在副尺上找到和主尺相重合的读数,将此读数除100即为毫米数,将上述两数值相加,即为游标卡尺测得的尺寸。
值得注意的是:
读数时要在光线较好的地方进行,不能斜视读数,绝不能读出如:
23.17mm、4.01mm、0.65mm之类的数据,因为副尺的精度为0.02mm,所测得的最后一位小数应是0.02的倍数才对。
十三、外径千分尺
外径千分尺又称为分厘卡、螺旋测微器,它是一种精度较高的量具,如图1-1-18所示。
千分尺主要是用来测量精度要求较高的工件。
其精度可达0.01mm,比游标卡尺精度高出一倍。
常用的有:
50~75mm、75~100mm等多种千分尺。
图1-1-18 千分尺及使用示意图
千分尺的使用方法如下:
(1)将千分尺的测量面擦拭干净,检查零位是否准确。
(2)将工件的被测表面擦拭干净。
(3)用单手或双手握持千分尺,先转动活动套筒,千分尺的测量面一接触工件表面就转动棘轮,当测力控制装置发出嗒嗒声时,停止转动,此时即可读数。
(4)读数时,要先从内测试刻度尺刻线上读取毫米数或半毫米数,再从外测试刻度尺(即活动套筒)与固定套筒上中线对齐的刻线上读取格数(每一格为0.01mm),将两个数值相加,就是测量值。
需要注意的是:
不可用千分尺测量粗糙工件表面,使用后测量面要擦拭干净,并加润滑油防锈,然后放入盒中保存。
 升级会员
升级会员 