SMT工艺要求.docx
《SMT工艺要求.docx》由会员分享,可在线阅读,更多相关《SMT工艺要求.docx(21页珍藏版)》请在冰豆网上搜索。
SMT工艺要求
附录K
工艺文件编码
T
D
C
U
R
R
E
N
C
S
0
TCL王牌制造系统SMT通用工艺标准日期:
2003年4月29日
生产线
SMT
设备型号
CP40L+
工序号
操作人数
工时定额(秒)
辅助材料
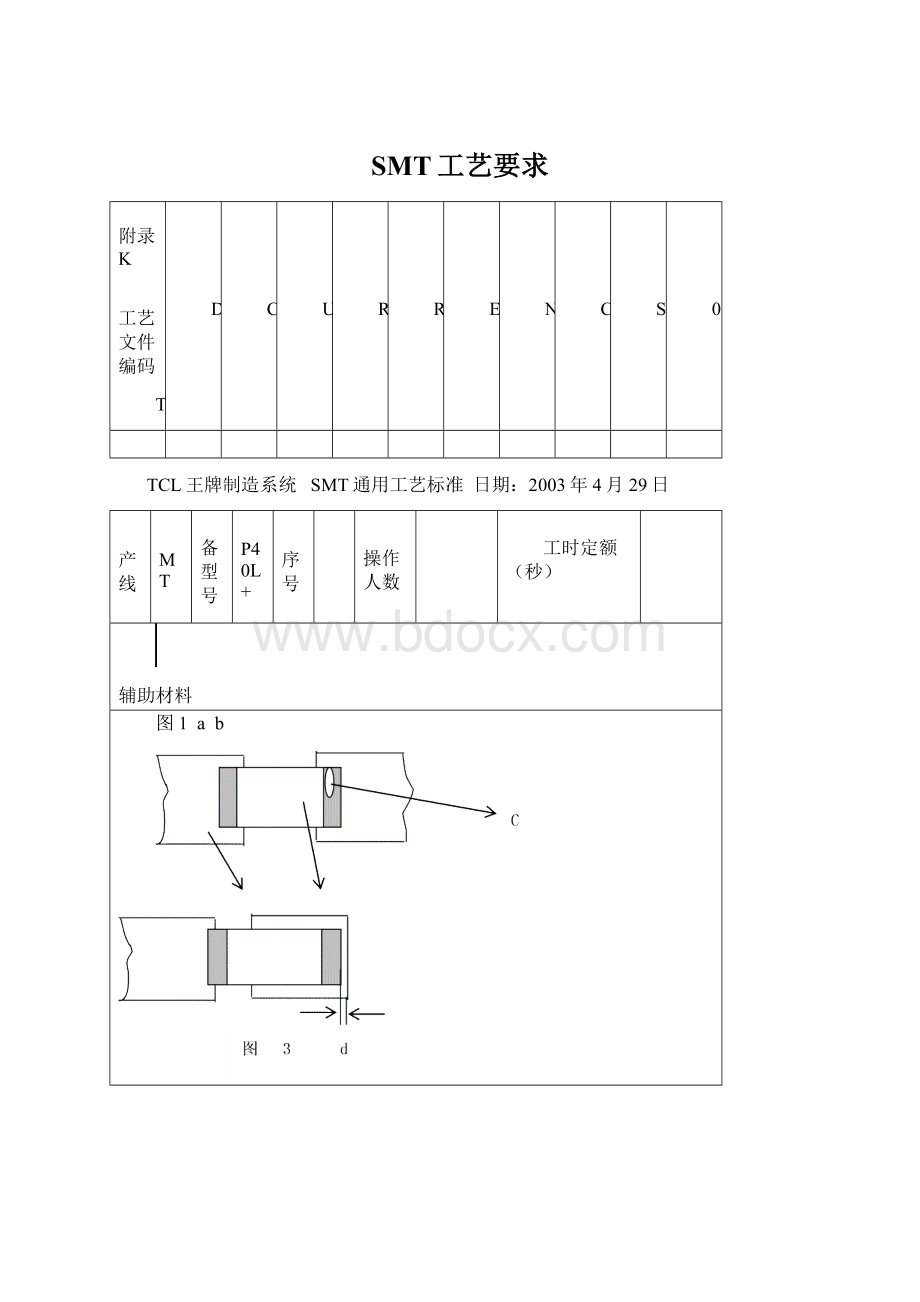
图1ab
普通片状元件标准如图1所示
a.焊盘b.普通片状元件c.片状元件电极
在生产中可能存在的质量问题有:
元件偏移、点胶过量、元件损伤、元件不贴板、元件贴反、元件漂浮
1、元件偏移
若d大于0mm即目视能够看出间隙如图2
若d小于mm即目视间隙不明显如图3
拟制
赵锋
审核
标准化
批准
第页共页
格式GH12
附录K
工艺文件编码
T
D
C
U
R
R
E
N
C
S
0
TCL王牌制造系统SMT通用工艺标准日期:
2003年4月29日
生产线
SMT
设备型号
CP40L+
工序号
操作人数
工时定额(秒)
辅助材料
图2
裂痕
2、多胶
贴片后胶水从片状元件的电极处溢出到焊盘上如图1所示。
a.溢出的贴片胶水
3、元件损伤
包括元件表面有裂纹、元件破损、元件电极氧化、元件电极脱落
如图2、3、4、5
拟制
赵锋
审核
标准化
批准
第页共页
格式GH12
附录K
工艺文件编码
T
D
C
U
R
R
E
N
C
S
0
TCL王牌制造系统SMT通用工艺标准日期:
2003年4月29日
生产线
SMT
设备型号
CP40L+
工序号
操作人数
工时定额(秒)
SMT贴片工艺
4、元件贴反
元件有标识的一面贴在板底表面(仅对于无方向性但表面有标识的片状电阻器或电容器)给即时目视辨认带来困难,须避免。
5、有方向的元件,其方向贴反,这类问题对于产品的品质有严重影响,必须避免。
6、元件漂浮;元件离开板面铜箔,当元件离开铜箔为不合格,如图1所示。
拟制
赵锋
审核
标准化
批准
第页共页
格式GH12
附录K
工艺文件编码
T
D
C
U
R
R
E
N
C
S
0
TCL王牌制造系统SMT通用工艺标准日期:
2003年4月29日
生产线
SMT
设备型号
CP40L+
工序号
操作人数
工时定额(秒)
辅助材料
图2
图1
d
8、元件引脚变形:
合格的元件引脚如图1所示,其中引脚与元件体的轴线平行或垂直即=90度,所有引脚都在同一平面内且与元件底部的距离d应为0mm。
、元件引脚变形如图2,引脚的轴线不处于平行或垂直位置(0)即目视能看到引脚歪曲及弯曲。
拟制
赵锋
审核
标准化
批准
第页共页
格式GH12
附录K
工艺文件编码
D
C
U
R
R
E
N
C
S
0
TCL王牌制造系统SMT通用工艺标准日期:
2003年4月29日
生产线
SMT
设备型号
CP40L+
工序号
操作人数
工时定额(秒)
辅助材料
10、元件损坏
引脚折断,目视能看到引脚较短(已折断)如图2所示。
、引脚氧化:
目视能看出元件引脚已氧化,色泽暗淡,缺乏金属光泽。
如图3所示
、元件表面裂纹:
目视能看出元件表面有明显的裂纹。
如图4所示
拟制
赵锋
审核
标准化
批准
第页共页
格式GH10
附录K
工艺文件编码
T
D
C
U
R
R
E
N
C
S
0
TCL王牌制造系统SMT通用工艺标准日期:
2003年4月29日
生产线
SMT
设备型号
DP20
工序号
操作人数
工时定额(秒)
辅助材料
1、点胶标准:
如图1所示(以0805尺寸元件为例)
2、要求:
检查PCB表面,不能有焊盘氧化、板材破损等不良。
胶水不用时储存在4-10OC的冰箱里,使用前必须在常温下放置3小时方可使用。
从制造日期起三个月之内用完。
胶点直径为—mm,两个胶点中心距离大约为元件宽度或略小。
点好的PCB板需在1小时之内完成贴片工序,24小时之内完成固化过程。
当胶点不良可用软纸擦掉,再用无水乙醇洗净PCB板面后,方可从新点胶使用。
拟制
赵锋
审核
标准化
批准
第页共页
格式GH12
附录K
工艺文件编码
T
D
C
U
R
R
E
N
C
S
0
TCL王牌制造系统SMT通用工艺标准日期:
2003年4月29日
生产线
SMT
设备型号
DP20
工序号
操作人数
工时定额(秒)
辅助材料
若d小于mm即目视间隙不明显(包括与焊盘和其它元件电极的距离)如图4
若d大于元件宽的1/2即元件的一半在焊盘外如图5
若d大于元件宽的1/2即元件的一半在焊盘外如图6
d
拟制
赵锋
审核
标准化
批准
第页共页
格式GH12
附录K
工艺文件编码
T
D
C
U
R
R
E
N
C
S
0
TCL王牌制造系统SMT通用工艺标准日期:
2003年4月29日
生产线
SMT
设备型号
DP20
工序号
操作人数
工时定额(秒)
辅助材料
a
c
图2
7、有引脚元件
贴片标准是:
引脚的脚跟应准确定位在焊盘范围内。
如图2所示。
(a)元件引脚(b)焊盘(c)脚跟
生产中存在的品质问题有:
元件引脚偏移,如下图例3、4、5、6
拟制
赵锋
审核
标准化
批准
第页共页
格式GH12
附录K
工艺文件编码
T
D
C
U
R
R
E
N
C
S
0
TCL王牌制造系统SMT通用工艺标准日期:
2003年4月29日
生产线
SMT
设备型号
DP20
工序号
操作人数
工时定额(秒)
辅助材料
、所有引脚不处于同一平面0)即目视能看到引脚翘起。
如图3所示
9、多胶
贴片胶水溢出到焊盘上如图1所示。
a元件引脚b焊盘c胶水
拟制
赵锋
审核
标准化
批准
第页共页
格式GH12
附录K
工艺文件编码
D
C
U
R
R
E
N
C
S
0
TCL王牌制造系统SMT通用工艺标准日期:
2003年4月29日
生产线
SMT
设备型号
DP20
工序号
操作人数
工时定额(秒)
辅助材料
3、当胶点距焊盘边缘mm为不良,不良点胶现象如图2、3、4、5、6所示。
拟制
赵锋
审核
标准化
批准
第页共页
格式GH12
附录K
工艺文件编码
T
D
C
U
R
R
E
N
C
S
0
TCL王牌制造系统SMT通用工艺标准日期:
2003年4月29日
生产线
SMT
设备型号
DP20
工序号
操作人数
工时定额(秒)
辅助材料
要求:
贴片元件扭力矩测试数据如下表
贴片元件扭力矩(Ncm)
理想值极限值
R/C0805
R/C1206
R/C1210
SOT23
SOD80
注意:
1、对于不同元件测试扭力矩时,应使用与元件宽度相对应的扭力器调批与之相配。
拟制
赵锋
审核
标准化
批准
第页共页
格式GH12
附录K
工艺文件编码
T
D
C
U
R
R
E
N
C
S
0
TCL王牌制造系统SMT通用工艺标准日期:
2003年4月29日
生产线
SMT
设备型号
DP20
工序号
操作人数
工时定额(秒)
辅助材料
2、设置扭力器刻度为理想值,转动扭力器调批。
扭力器在力的作用下元件没有扭松,说明胶水的粘合
力性能良好。
当在力的作用下元件转动,这时应将扭力器刻度设置为极限值,再次选用同类型元件
施加力,如果元件没有被扭动,则胶水的粘合力能够接受。
如果元件被扭动,说明胶水的粘合力
不好,则PCB贴片元件胶水粘合力不合格。
3、每天测试2次,每隔3个小时测1次;试产更换机型时页要测试。
将测试结果填写在旧历局测试
表里。
拟制
赵锋
审核
标准化
批准
第页共页
格式GH12
附录K
工艺文件编码
T
D
C
U
R
R
E
N
C
S
0
TCL王牌制造系统SMT通用工艺标准日期:
2003年4月29日
生产线
SMT
设备型号
DP20
工序号
操作人数
工时定额(秒)
辅助材料
工艺要求:
一、存储
1、锡膏不用时应存储在4~10℃的冰箱里。
并且按照生产日期贴上不同的色彩的标签加以区分。
2、锡膏使用前放置在室温下4小时,待锡膏回温解冻后,方可打开瓶盖使用。
OKOK
拟制
赵锋
审核
标准化
批准
第页共页
格式GH12
附录K
工艺文件编码
T
D
C
U
R
R
E
N
C
S
0
TCL王牌制造系统SMT通用工艺标准日期:
2003年4月29日
生产线
SMT
设备型号
DP20
工序号
操作人数
工时定额(秒)
辅助材料
3、使用前必须用搅拌器将锡膏搅匀(搅拌15分钟以上)或用较硬没有开过刀刃的不锈钢平铲,用手搅动
将锡膏搅拌均匀(30分钟以上)。
搅拌的最终锡膏效果,如图OK所示。
二、注意:
1、遵循先进先出的原则,不能使用过期的锡膏。
2、打开锡膏表层有起硬皮、变硬不能使用,必须更换一瓶新的锡膏。
3、锡膏里不能有任何硬块、硬粒。
4、用完的锡膏瓶不能放在工装台上,应立刻回收好。
5、绿色标签为距失效期有2个月以上;兰色标签为距失效期不足1个月或已经打开过盖的锡膏;红色标
签为已到失效期的锡膏。
6、SMT车间专人负责,每隔7天将锡膏标签更换一次。
拟制
赵锋
审核
标准化
批准
第页共页
格式GH12
附录K
工艺文件编码
T
D
C
U
R
R
E
N
C
S
0
TCL王牌制造系统SMT通用工艺标准日期:
2003年4月29日
生产线
SMT
设备型号
DP20
工序号
操作人数
工时定额(秒)
辅助材料
拟制
赵锋
审核
标准化
批准
第页共页
格式GH12
 升级会员
升级会员 