特殊过程控制记录表.docx
《特殊过程控制记录表.docx》由会员分享,可在线阅读,更多相关《特殊过程控制记录表.docx(11页珍藏版)》请在冰豆网上搜索。
特殊过程控制记录表
特殊过程控制记录表
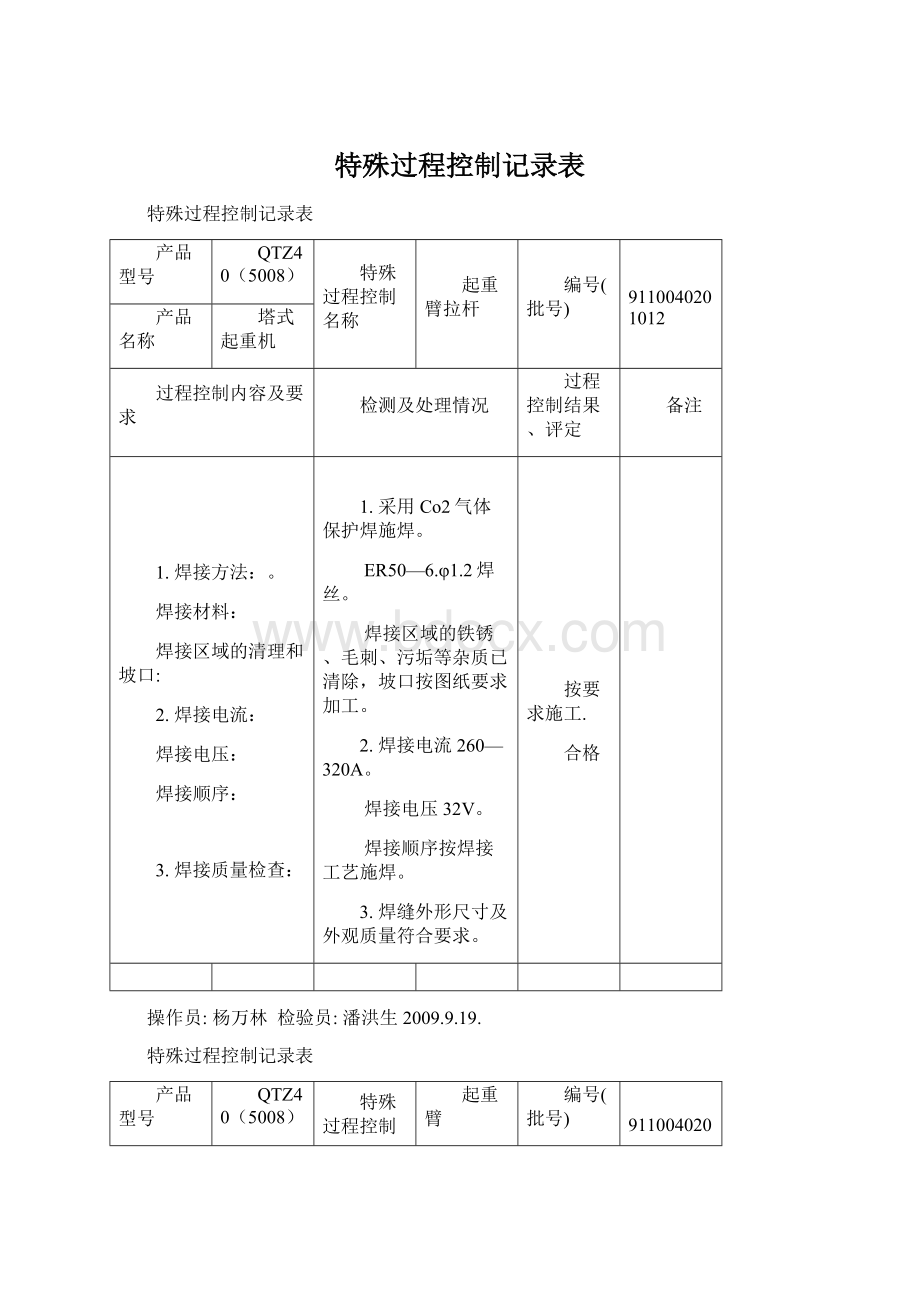
产品型号
QTZ40(5008)
特殊过程控制名称
起重臂拉杆
编号(批号)
9110040201012
产品名称
塔式起重机
过程控制内容及要求
检测及处理情况
过程控制结果、评定
备注
1.焊接方法:
。
焊接材料:
焊接区域的清理和坡口:
2.焊接电流:
焊接电压:
焊接顺序:
3.焊接质量检查:
1.采用Co2气体保护焊施焊。
ER50—6.φ1.2焊丝。
焊接区域的铁锈、毛刺、污垢等杂质已清除,坡口按图纸要求加工。
2.焊接电流260—320A。
焊接电压32V。
焊接顺序按焊接工艺施焊。
3.焊缝外形尺寸及外观质量符合要求。
按要求施工.
合格
操作员:
杨万林检验员:
潘洪生2009.9.19.
特殊过程控制记录表
产品型号
QTZ40(5008)
特殊过程控制名称
起重臂
编号(批号)
9110040204012
产品名称
塔式起重机
过程控制内容及要求
检测及处理情况
过程控制结果、评定
备注
1.焊接方法:
焊接材料:
焊接区域的清理和坡口:
2.焊接电流:
焊接电压:
焊接顺序:
3.焊接质量检查:
1.采用Co2气体保护焊施焊。
ER50—6.φ1.2焊丝。
焊接区域的铁锈、毛刺、污垢等杂质已清除,坡口按图纸要求加工。
2.焊接电流240—280A。
焊接电压30V。
焊接顺序按焊接工艺施焊。
3.焊缝外形尺寸及外观质量符合要求。
符合要求
合格
操作员:
李海检验员:
潘洪生2009.9.26.
特殊过程控制记录表
产品型号
QTZ40(5008)
特殊过程控制名称
平衡臂拉杆
编号(批号)
9110040201012
产品名称
塔式起重机
过程控制内容及要求
检测及处理情况
过程控制结果、评定
备注
1.焊接方法:
焊接材料:
焊接区域的清理和坡口:
2.焊接电流:
焊接电压:
焊接顺序:
3.焊接质量检查:
1.采用Co2气体保护焊施焊。
ER50—6.φ1.2焊丝。
焊接区域的铁锈、毛刺、污垢等杂质已清除,坡口按图纸要求加工。
2.焊接电流260—320A。
焊接电压32V。
焊接顺序按焊接工艺施焊。
3.焊缝外形尺寸及外观质量符合要求。
按要求施工
合格
操作员:
杨万林检验员:
潘洪生2009.9.18.
特殊过程控制记录表
产品型号
QTZ40(5008)
特殊过程控制名称
底架
编号(批号)
9110040209012
产品名称
塔式起重机
过程控制内容及要求
检测及处理情况
过程控制结果、评定
备注
1.焊接方法:
焊接材料:
焊接区域的清理和坡口:
2.焊接电流:
焊接电压:
焊接顺序:
3.焊接质量检查:
1.采用Co2气体保护焊施焊。
ER50—6.φ1.2焊丝。
焊接区域的铁锈、毛刺、污垢等杂质已清除,坡口按图纸要求加工。
2.焊接电流240—320A。
焊接电压32V。
焊接顺序按焊接工艺施焊。
3.焊缝外形尺寸及外观质量符合要求。
按要求施工
合格
操作员:
杨联民检验员:
潘洪生2009.9.30.
特殊过程控制记录表
产品型号
QTZ40(5008)
特殊过程控制名称
小车
编号(批号)
9110041310012
产品名称
塔式起重机
过程控制内容及要求
检测及处理情况
过程控制结果、评定
备注
1.焊接方法:
焊接材料:
焊接区域的清理和坡口:
2.焊接电流:
焊接电压:
焊接顺序:
3.焊接质量检查:
1.采用Co2气体保护焊施焊。
ER50—6.φ1.2焊丝。
焊接区域的铁锈、毛刺、污垢等杂质已清除,坡口按图纸要求加工。
2.焊接电流240—280A。
焊接电压30V。
焊接顺序按焊接工艺施焊。
3.焊缝外形尺寸及外观质量符合要求。
按要求施工
合格
操作员:
唐高峰检验员:
潘洪生2009.9.23.
特殊过程控制记录表
产品型号
QTZ40(5008)
特殊过程控制名称
下支座
编号(批号)
9110041310012
产品名称
塔式起重机
过程控制内容及要求
检测及处理情况
过程控制结果、评定
备注
1.焊接方法:
焊接材料:
焊接区域的清理和坡口:
2.焊接电流:
焊接电压:
焊接顺序:
3.焊接质量检查:
1.采用Co2气体保护焊施焊。
ER50—6.φ1.2焊丝。
焊接区域的铁锈、毛刺、污垢等杂质已清除,坡口按图纸要求加工。
2.焊接电流260—320A。
焊接电压32V。
焊接顺序按焊接工艺施焊。
3.焊缝外形尺寸及外观质量符合要求。
按要求施工
合格
操作员:
唐高峰检验员:
潘洪生2009.10.16.
特殊过程控制记录表
产品型号
QTZ40(5008)
特殊过程控制名称
套架
编号(批号)
9110040201012
产品名称
塔式起重机
过程控制内容及要求
检测及处理情况
过程控制结果、评定
备注
1.焊接方法:
焊接材料:
焊接区域的清理和坡口:
2.焊接电流:
焊接电压:
焊接顺序:
3.焊接质量检查:
1.采用Co2气体保护焊施焊。
ER50—6.φ1.2焊丝。
焊接区域的铁锈、毛刺、污垢等杂质已清除,坡口按图纸要求加工。
2.焊接电流240—300A。
焊接电压32V。
焊接顺序按焊接工艺施焊。
3.焊缝外形尺寸及外观质量符合要求。
按要求施工
合格
操作员:
杨万林检验员:
潘洪生2009.9.27.
特殊过程控制记录表
产品型号
QTZ40(5008)
特殊过程控制名称
塔顶
编号(批号)
9110040201012
产品名称
塔式起重机
过程控制内容及要求
检测及处理情况
过程控制结果、评定
备注
1.焊接方法:
焊接材料:
焊接区域的清理和坡口:
2.焊接电流:
焊接电压:
焊接顺序:
3.焊接质量检查:
1.采用Co2气体保护焊施焊。
ER50—6.φ1.2焊丝。
焊接区域的铁锈、毛刺、污垢等杂质已清除,坡口按图纸要求加工。
2.焊接电流240—320A。
焊接电压32V。
焊接顺序按焊接工艺施焊。
3.焊缝外形尺寸及外观质量符合要求。
按要求施工
合格
操作员:
杨万林检验员:
潘洪生2009.9.18.
特殊过程控制记录表
产品型号
QTZ40(5008)
特殊过程控制名称
上支座
编号(批号)
9110041310012
产品名称
塔式起重机
过程控制内容及要求
检测及处理情况
过程控制结果、评定
备注
1.焊接方法:
焊接材料:
焊接区域的清理和坡口:
2.焊接电流:
焊接电压:
焊接顺序:
3.焊接质量检查:
1.采用Co2气体保护焊施焊。
ER50—6.φ1.2焊丝。
焊接区域的铁锈、毛刺、污垢等杂质已清除,坡口按图纸要求加工。
2.焊接电流260—320A。
焊接电压32V。
焊接顺序按焊接工艺施焊。
3.焊缝外形尺寸及外观质量符合要求。
按要求施工
合格
操作员:
唐高峰检验员:
潘洪生2009.10.12.
特殊过程控制记录表
产品型号
QTZ40(5008)
特殊过程控制名称
平衡臂
编号(批号)
9110040201012
产品名称
塔式起重机
过程控制内容及要求
检测及处理情况
过程控制结果、评定
备注
1.焊接方法:
焊接材料:
焊接区域的清理和坡口:
2.焊接电流:
焊接电压:
焊接顺序:
3.焊接质量检查:
1.采用Co2气体保护焊施焊。
ER50—6.φ1.2焊丝。
焊接区域的铁锈、毛刺、污垢等杂质已清除,坡口按图纸要求加工。
2.焊接电流260—320A。
焊接电压32V。
焊接顺序按焊接工艺施焊。
3.焊缝外形尺寸及外观质量符合要求。
接要求施工
合格
操作员:
杨万林检验员:
潘洪生2009.9.10.
特殊过程控制记录表
产品型号
QTZ40(5008)
特殊过程控制名称
塔身标准节
编号(批号)
9110040209012
产品名称
塔式起重机
过程控制内容及要求
检测及处理情况
过程控制结果、评定
备注
1.焊接方法:
焊接材料:
焊接区域的清理和坡口:
2.焊接电流:
焊接电压:
焊接顺序:
3.焊接质量检查:
1.采用Co2气体保护焊施焊。
ER50—6.φ1.2焊丝。
焊接区域的铁锈、毛刺、污垢等杂质已清除,坡口按图纸要求加工。
2.焊接电流260—320A。
焊接电压32V。
焊接顺序按焊接工艺施焊。
3.焊缝外形尺寸及外观质量符合要求。
按要求施工
合格
操作员:
杨联民检验员:
潘洪生2009.9.12.
特殊过程控制记录表
产品型号
QTZ40(5008)
特殊过程控制名称
回转塔身
编号(批号)
9110040210012
产品名称
塔式起重机
过程控制内容及要求
检测及处理情况
过程控制结果、评定
备注
1.焊接方法:
焊接材料:
焊接区域的清理和坡口:
2.焊接电流:
焊接电压:
焊接顺序:
3.焊接质量检查:
1.采用Co2气体保护焊施焊。
ER50—6.φ1.2焊丝。
焊接区域的铁锈、毛刺、污垢等杂质已清除,坡口按图纸要求加工。
2.焊接电流260—320A。
焊接电压32V。
焊接顺序按焊接工艺施焊。
3.焊缝外形尺寸及外观质量符合要求。
按要求施工
合格
操作员:
唐高峰检验员:
潘洪生2009.9.25.
特殊过程控制记录表
产品型号
QTZ40(5008)
特殊过程控制名称
吊钩
编号(批号)
9110041310012
产品名称
塔式起重机
过程控制內容及要求
检测及处理情况
过程控制結果、评定
备注
1.焊接方法:
焊接材料:
焊接区域的清理和坡口:
2.焊接电流:
焊接电压:
焊接顺序:
3.焊接质量检查:
1.采用Co2气体保护焊施焊。
ER50—6.φ1.2焊丝。
焊接区域的铁锈、毛刺、污垢等杂质已清除,坡口按图纸要求加工。
2.焊接电流240—280A。
焊接电压30V。
焊接顺序按焊接工艺施焊。
3.焊缝外形尺寸及外观质量符合要求。
按要求施工
合格
操作员:
唐高峰检验员:
潘洪生2009.9.24.
 升级会员
升级会员 