危害分析程序表格已填写.docx
《危害分析程序表格已填写.docx》由会员分享,可在线阅读,更多相关《危害分析程序表格已填写.docx(18页珍藏版)》请在冰豆网上搜索。
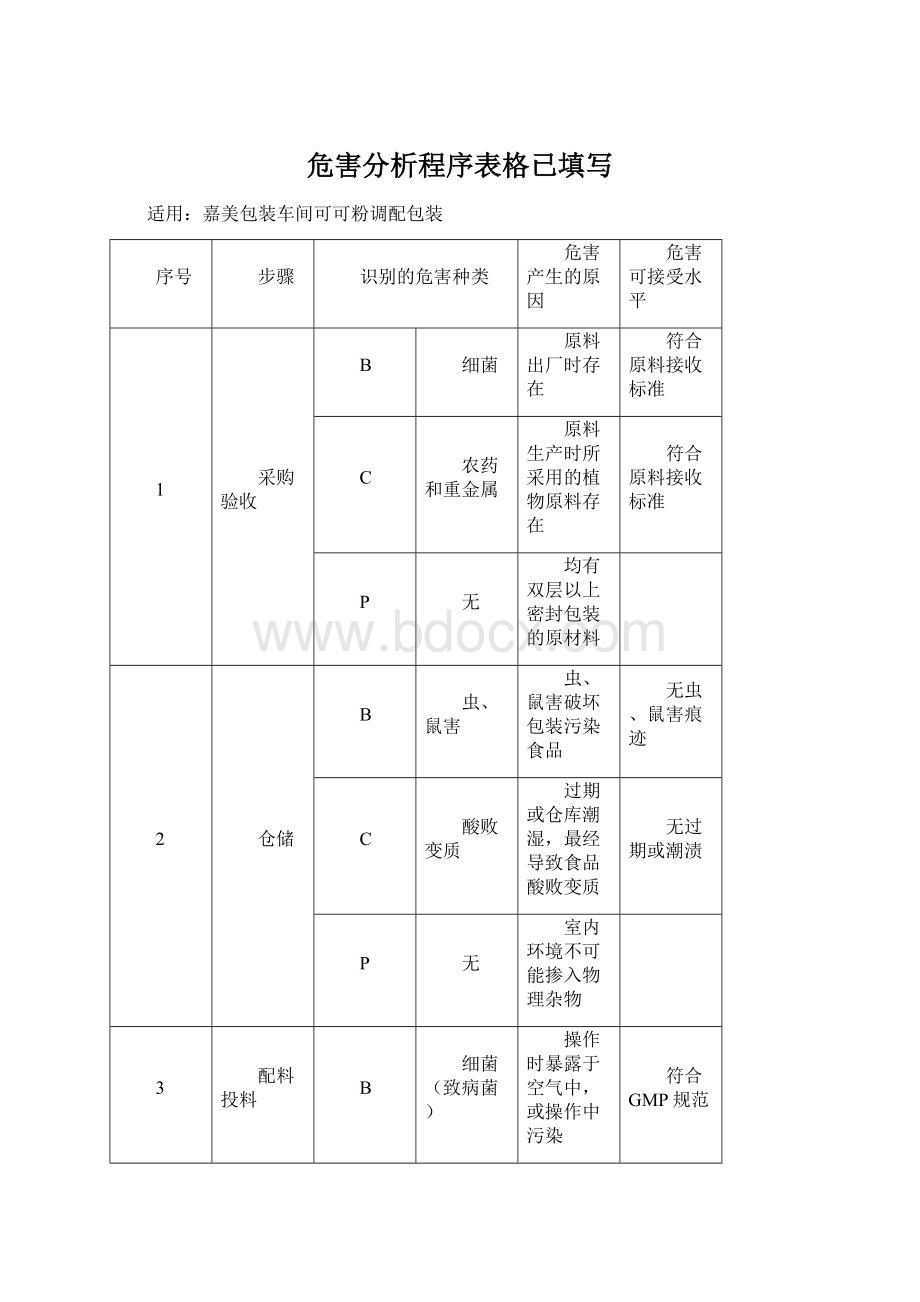
危害分析程序表格已填写
适用:
嘉美包装车间可可粉调配包装
序号
步骤
识别的危害种类
危害产生的原因
危害可接受水平
1
采购验收
B
细菌
原料出厂时存在
符合原料接收标准
C
农药和重金属
原料生产时所采用的植物原料存在
符合原料接收标准
P
无
均有双层以上密封包装的原材料
2
仓储
B
虫、鼠害
虫、鼠害破坏包装污染食品
无虫、鼠害痕迹
C
酸败变质
过期或仓库潮湿,最经导致食品酸败变质
无过期或潮渍
P
无
室内环境不可能掺入物理杂物
3
配料投料
B
细菌(致病菌)
操作时暴露于空气中,或操作中污染
符合GMP规范
C
无
配料均为食品,且工作环境中无其他可添加物
P
无
室内环境不可能掺入物理杂物
4
搅拌混匀
B
无
不锈钢搅拌器,密封搅拌。
C
无
不锈钢搅拌器,密封搅拌。
P
无
不锈钢搅拌器,密封搅拌。
5
半成品检验
B
细菌(致病菌)
操作时暴露于空气中,或操作中污染
符合GMP规范
C
无
室内环境不可能掺入物理杂物
P
无
室内环境不可能掺入物理杂物
6
输送
B
细菌(致病菌)
操作时暴露于空气中,或操作中污染
符合GMP规范
C
无
室内环境不可能掺入物理杂物
P
无
室内环境不可能掺入物理杂物
7
自动称量包装
B
细菌(致病菌)
操作时暴露于空气中,或操作中污染
符合产品接收准则
C
无
室内环境不可能掺入物理杂物
P
无
室内环境不可能掺入物理杂物
B:
代表生物危害;C代表化学危害;P代表物理危害
序号
步骤
识别的危害种类
危害产生的原因
危害可接受水平
8
成品检验
B
无
产品已经封装,与外界隔离,且操作过程短。
C
无
产品已经封装,与外界隔离,且操作过程短。
P
无
产品已经封装,与外界隔离,且操作过程短。
9
装箱
B
无
产品已经封装,与外界隔离,且操作过程短。
C
无
产品已经封装,与外界隔离,且操作过程短。
P
无
产品已经封装,与外界隔离,且操作过程短。
10
成品仓储
B
虫、鼠害
虫、鼠害破坏包装污染食品
无虫、鼠害痕迹
C
酸败变质
过期或仓库潮湿,最经导致食品酸败变质
无过期或潮渍
P
无
室内环境不可能掺入物理杂物
11
销售
B
无
产品已经封装,与外界隔离,且操作过程短。
C
无
产品已经封装,与外界隔离,且操作过程短。
P
无
产品已经封装,与外界隔离,且操作过程短。
B
C
P
B
C
P
P
C
B
B:
代表生物危害;C代表化学危害;P代表物理危害
制表:
审核:
批准:
时间:
适用:
嘉美包装车间可可粉调配包装
序号
步骤名称
已确定的危害种类
危害级别
危害评价分级的依据
1
采购验收
B
细菌
D
采用直接食用食品级原料,且水活度低,没有细菌繁殖条件。
C
农药和重金属
C
原料均最终来源于植物,易受农药和重金属污染,并产生不可忽略的后果如对人体健康造成直接不利影响。
P
无
2
仓储
B
虫、鼠害
D
虫、鼠害侵扰,造成食品污染,后果不可忽略但发生的可能性极低。
C
酸败变质
D
过期或潮湿仓储所致,后果不可忽略但发生的可能性极低。
P
无
3
配料投料
B
细菌(致病菌)
D
空气暴露或操作引入,由于原料水活度低,及过程短,可忽略。
C
无
P
无
4
搅拌混匀
B
无
C
无
P
无
5
半成品检验
B
细菌(致病菌)
D
同配料投料
C
无
P
无
6
输送
B
细菌(致病菌)
同配料投料
C
无
P
无
7
自动称量包装
B
细菌(致病菌)
D
空气暴露或包装袋引入,因产品水活度低,过程短,可忽略。
C
无
P
无
注:
危害种类:
B代表生物危害;C代表化学危害;P代表物理危害。
危害分级:
极高风险(A),高风险(B),中等(C),低风险(D)
序号
步骤名称
已确定的危害种类
危害级别
危害评价分级的依据
8
成品检验
B
无
C
无
P
无
9
装箱
B
无
C
无
P
无
10
成品仓储
B
虫、鼠害
D
虫、鼠害侵扰,造成食品污染,后果不可忽略但发生的可能性极低。
C
酸败变质
D
过期或潮湿仓储所致,后果不可忽略但发生的可能性极低。
P
无
11
销售
B
无
C
无
P
无
B
C
P
B
C
P
B
C
P
注:
危害种类:
B代表生物危害;C代表化学危害;P代表物理危害。
危害分级:
极高风险(A),高风险(B),中等(C),低风险(D)
制表:
审核:
批准:
时间:
适用:
嘉美包装车间可可粉调配包装
序号
步骤名称
已确定的危害种类
控制措施
控制措施评价
前提方案
HACCP计划
1
2
3
4
1
采购验收
B
细菌
《采购控制程序》控制货源,按《产品检验规范》查收产品,并抽样送检。
是
是
否
否
是
C
农药和重金属
是
是
是
是
是
2
仓储
B
虫、鼠害
是
是
否
否
是
C
酸败变质
《仓储过程控制程序》
是
是
否
否
是
3
配料投料
B
细菌(致病菌)
《可可粉调配包装作业方案》、《员工卫生作业规范》、《基础设施和维护方案》
是
是
否
否
是
4
搅拌混匀
--
------------
5
半成品检验
B
细菌(致病菌)
《产品检验规范》
是
是
否
否
是
6
输送
B
细菌(致病菌)
《可可粉调配包装作业方案》、《员工卫生作业规范》、《基础设施和维护方案》
是
是
否
否
是
7
称量包装
B
细菌(致病菌)
是
是
是
否
是
8
成品检验
--
------------
9
装箱
--
------------
10
成品仓储
B
虫、鼠害
《虫、鼠害防治规范》
是
是
是
否
是
C
酸败变质
《仓储过程控制程序》
是
是
是
否
是
11
销售
--
-------------
注:
1:
控制有效性;2:
监视可行性;3:
处于最后位置;4:
失效后危害风险达中级以上。
B:
代表生物危害;C代表化学危害;P代表物理危害
制表:
审核:
批准:
时间:
适用:
嘉美包装车间可可粉调配包装
序号
步骤名称
已确定的危害种类
控制措施
控制措施评价
前提方案
HACCP
计划
1
2
3
4
B
C
P
B
C
P
B
C
P
B
C
P
B
C
P
B
C
P
P
C
B
注:
1:
控制有效性;2:
监视可行性;3:
处于最后位置;4:
失效后危害风险达中级以上。
B:
代表生物危害;C代表化学危害;P代表物理危害
制表:
审核:
批准:
时间:
适用:
嘉美包装车间可可粉调配包装
序号
步骤名称
已确定的危害种类
控制措施管理方案
危害级别
危害可接受水平
1
采购验收
B
细菌
《采购控制程序》、《产品检验规范》、《HACCP计划》
D
符合原料接收标准
C
农药和重金属
C
符合原料接收标准
2
仓储
B
虫、鼠害
无虫、鼠害痕迹
C
酸败变质
《仓储过程控制程序》
D
无过期或潮渍
3
配料投料
B
细菌(致病菌)
《可可粉调配包装作业方案》、《员工卫生作业规范》、《基础设施和维护方案》
D
符合GMP规范
4
搅拌混匀
--
------------
5
半成品检验
B
细菌(致病菌)
《产品检验规范》
D
符合GMP规范
6
输送
B
细菌(致病菌)
《可可粉调配包装作业方案》、《员工卫生作业规范》、《基础设施和维护方案》
D
符合GMP规范
7
称量包装
B
细菌(致病菌)
D
符合产品接收准则
8
成品检验
--
------------
9
装箱
--
------------
10
成品仓储
B
虫、鼠害
《虫、鼠害防治规范》
D
无虫、鼠害痕迹
C
酸败变质
《仓储过程控制程序》
D
无过期或潮渍
11
销售
--
-------------
注:
危害种类:
B代表生物危害;C代表化学危害;P代表物理危害。
危害分级:
极高风险(A),高风险(B),中等(C),低风险(D)
制表:
审核:
批准:
时间:
适用:
制表:
审核:
批准:
时间:
序号
步骤名称
已确定的危害种类
危害级别
控制措施的管理方案
危害的可接受水平
P
C
B
P
C
B
P
C
B
P
C
B
B:
代表生物危害;C代表化学危害;P代表物理危害
验证时间:
验证原因:
第 页共 页
验证内容
验证结果
验证人签名
危害分析的输入
体系运行没有发现不受控制的危害
□符合
□不符合报告 份
产品特性描述
□符合
□不符合报告 份
布置图
□符合
□不符合报告 份
流程图、过程步骤和控制措施描述
□符合
□不符合报告 份
来自外部的要求
□符合
□不符合报告 份
危害初步清单
识别了直接消费的终产品危害可接受水平
□符合
□不符合报告 份
与食品安全有关的所有部门参与识别
□符合
□不符合报告 份
包括了所有过程、产品、场所、设备
□符合
□不符合报告 份
识别了合理预期发生的所有食品安全危害
□符合
□不符合报告 份
危害的种类和原因识别准确
□符合
□不符合报告 份
危害执行清单
应由公司控制的危害没有遗漏
□符合
□不符合报告 份
危害评价分级的依据可信
□符合
□不符合报告 份
对危害风险进行分级,有准则且合理
□符合
□不符合报告 份
控制措施识别和评价
每种危害都有有效的控制措施
□符合
□不符合报告 份
控制措施进行了评价
□符合
□不符合报告 份
规定了控制措施的管理方案
□符合
□不符合报告 份
危害分析工作单
综合了危害分析各步骤的成果
□符合
□不符合报告 份
包括了所有流程和产品,表述清晰
□符合
□不符合报告 份
记录者有相关人员签名包括审核批准
□符合
□不符合报告 份
验证结论及验证人签名:
 升级会员
升级会员 