模块二典型零件机械加工钳工方向.docx
《模块二典型零件机械加工钳工方向.docx》由会员分享,可在线阅读,更多相关《模块二典型零件机械加工钳工方向.docx(26页珍藏版)》请在冰豆网上搜索。
模块二典型零件机械加工钳工方向
模块二典型零件的机械加工(钳工方向)
项目五电火花成型加工冲压模
工作任务:
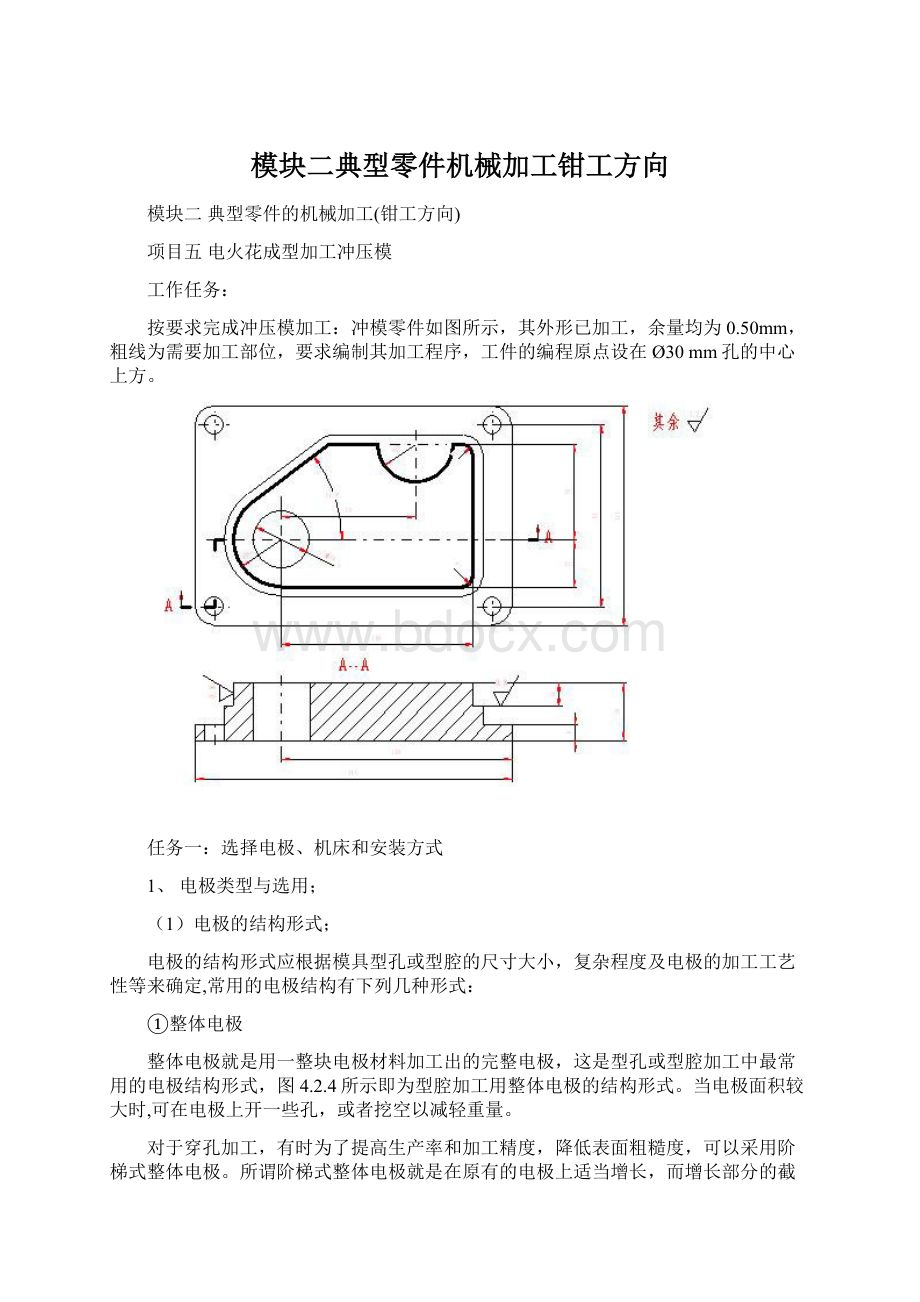
按要求完成冲压模加工:
冲模零件如图所示,其外形已加工,余量均为0.50mm,粗线为需要加工部位,要求编制其加工程序,工件的编程原点设在Ø30 mm孔的中心上方。
任务一:
选择电极、机床和安装方式
1、电极类型与选用;
(1)电极的结构形式;
电极的结构形式应根据模具型孔或型腔的尺寸大小,复杂程度及电极的加工工艺性等来确定,常用的电极结构有下列几种形式:
①整体电极
整体电极就是用一整块电极材料加工出的完整电极,这是型孔或型腔加工中最常用的电极结构形式,图4.2.4所示即为型腔加工用整体电极的结构形式。
当电极面积较大时,可在电极上开一些孔,或者挖空以减轻重量。
对于穿孔加工,有时为了提高生产率和加工精度,降低表面粗糙度,可以采用阶梯式整体电极。
所谓阶梯式整体电极就是在原有的电极上适当增长,而增长部分的截面尺寸适当均匀减小(f=0.1~0.3mm),呈阶梯形。
如图4.2.5所示,L1为原有电极的长度,L2为增长部分的长度(为型孔深度的1.2~2.4倍)。
加工时利用电极增长部分来粗加工,蚀除掉大部分金属,只留下很少余量,让原有的电极进行精加工。
阶梯电极有许多优点:
能充分发挥粗加工的作用,大幅度提高生产效率,使精加工的加工余量降低到最小,特别适宜小斜度型孔的加工,易保证模具的加工质量,并且可减少电规准的转换次数。
a)无固定板式;b)有固定板式
图4.2.4整体电极结构形式图4.2.5阶梯式整体电极
1-冲油孔;2-石墨电极;3-电极固定板
②组合电极
在冲模加工中常遇到需要在同一凹模上加工出几个型孔,对于这样的凹模可以用单个电极分别加工各孔,也可以采用组合电极加工,即把多个电极组合装夹在一起。
如图4.2.6所示,一次完成凹模各型孔的电火花穿孔加工。
采用组合电极加工时,生产率高,各型孔间的位置精度也较为准确,但必须保证组合电极各电极间的定位精度,并且每个电极的轴线要垂直于安装表面。
图4.2.6组合电极图4.2.7分解式电极
1)分解式电极当工件形状比较复杂,则可将电极分解成简单的几何形状,分别制造成电极,以相应的加工基准,逐步将工件型腔加工成形。
采用分解式电极成形加工,可简化电加工工艺。
但是,必须统一加工基准,否则将增加加工误差,如图4.2.7所示。
分解式电极多用在形状复杂的异型孔和型腔的加工。
2)镶拼式电极对形状复杂而制造困难的电极,可分解成几块形状简单的电极来加工,加工后镶拼成整体的电极来电加工型孔,该电极即为镶拼式电极。
如图4.2.8所示,是将E字形硅钢片冲模所用的电极分成三块,加工完毕后再镶拼成整体。
这样即可保证电极的制造精度,得到了尖锐的凹角,而且简化了电极的加工,节约了材料,降低了制造成本。
但在制造中应保证各电极分块之间的位置准确,配合要紧密牢固。
图4.2.8镶拼式电极
(2)电极尺寸的确定。
(一)寸的确定
电极横截面尺寸是根据凹模(或凸模)的尺寸及公差,凸模、凹模配合间隙和放电间隙的大小确定的。
电火花放电间隙的大小与电极材料、模具材料、电规准的选择、设备的精度及工作液等有关。
为了保证模具加工后的表面粗糙度,最后必须用精规准修出,因此在确定电极尺寸时,应先按相应的条件得到放电间隙值。
在凸模、凹模零件图上标注的公差时,根据模具的设计基准不同,有不同的标注方法。
因此,电极截面尺寸的确定也要按以凹模设计为基准,还是凸模设计为基准两种情况来讨论。
1)按凹模尺寸和公差确定电极横截面尺寸如图4.2.9所示凹模型孔不同部位的尺寸公差标注。
其相应部位电极横截面尺寸的计算公式如下:
式中S——单面放电间隙;
δ——电极制造公差,通常取模具公差Δ的1/2~2/3,并按“入体原则”标注。
2)按凸模尺寸和公差确定电极横截面尺寸图4.2.10所示为凸模尺寸及公差标注,由于凹模、凸模配合间隙的不同又存在三种情况:
①凸模、凹模单边配合间隙等于放电间隙(Z/2=S):
电极横截面尺寸和凸模截面尺寸完全相同,电极公差取凸模公差1/2~3/2。
②凸模、凹模单边配合间隙小于放电间隙(Z/2<S):
电极应按凸模四周每边均匀缩小一个值(S-Z/2),电极横截面尺寸计算公式如下:
图4.2.9凹模尺寸及公差标注图4.2.10凸模尺寸及公差标注
③凸模、凹模配合间隙大于放电间隙(Z/2>S),电极应按凸模四周每边均匀放大一个值(Z/2-S),电极横截面尺寸计算公式如下:
式中S——单面放电间隙;
Z/2——凸模、凹模单边间隙;
δ——电极制造公差,取模具公差Δ的1/2~2/3。
由以上相应公式设计计算出的电极横截面尺寸适合一般型孔的电火花加工,对加工型腔的电极还应考虑精加工及抛光加工余量。
图4.2.11穿孔加工用电极长度图4.2.12加工型腔电极纵截面尺寸
1-电极;2-凹模
(二)电极长度的确定
在电极长度确定方面,穿孔加工与型腔加工是不同的,穿孔加工只计算电极长度,而型腔加工还须考虑各纵截面的形状和尺寸。
1)穿孔加工电极长度的确定图4.2.11所示为穿孔加工用电极长度。
电极长度按下式计算:
式中L——电极总长度;
L1——精加工用的电极长度;
L2——粗中加工用的电极长度;
t——电极长度损耗(用铸铁电极,当加工钢模具时,t=0.9T1;当加工硬质合金模具时,t=1.7T1。
用钢电极,当加工钢模具时,t=1.1T1;当加工硬质合金模具时,t=2.1T1);
T1——凹模有效刃口厚度;
T2——凹模中有较大斜度的漏料部分厚度;
βT——粗中加工的电极端面损耗比。
当凹模的刃口为全刃口,没有斜度较大的漏料部分时,电极长度仅计算L1部分,即L=L1,但此时凹模有效刃口厚度T1应为T。
以上计算所得的电极长度是电火花穿孔加工时的工作部分长度,需要夹持时,还要加上夹持部分长度。
若采用同一只电极加工几副模具时,其电极的长度应加长,每多加工一副模具应比原来的长度约增加0.4~0.8倍。
但电极总长度一般不应超过110~120mm,否则将会给加工带来困难。
2)型腔加工电极纵截面尺寸的确定型腔加工电极纵截面的形状和尺寸,应根据型腔底部的形状和尺寸并考虑放电间隙而确定。
对型腔底部不同部位的尺寸,其电极的尺寸计算也有所不同。
图4.2.12所示为加工型腔时,电极纵截面尺寸,尺寸的计算如下:
式中:
S为单面放电间隙;H、R1、R2、B为型腔要求尺寸;H′、R1′、R2′、B′为电极尺寸。
以上的计算方法仅适合型腔加工中低损耗加工的电极设计,并且精加工或抛光余量应另行考虑。
2、机床
(1)机床的功能与型号
图4.2.1所示的电火花成形加工机床通常包括:
床身、立柱、工作台及主轴头等主机部分;液压泵(油泵)、过滤器、各种控制阀、管道等工作液循环过滤系统;脉冲电源、伺服进给(自动进给调节)系统和其他电气系统等电源箱部分。
1.床身和立柱
床身和立柱是基础结构,由它确保电极与工作台、工件之间的相互位置精度。
位置精度的高低对加工有直接的影响,如果机床的精度不高,加工精度也难以保证。
因此,不但床身和立柱的结构应该合理,有较高的刚度,能承受主轴负重和运动部件突然加速运动的惯性力,还应能减小温度变化引起的变形。
2.工作台
工作台主要用来支承和装夹工件。
在实际加工中,高性能伺服电机通过转动纵横向精密滚珠丝杠,移动上下滑板,改变工作台上工件与电极的相对位置。
工作台上装有工作液箱,用以容纳工作液,使电极和工件浸泡在工作液里,起到冷却、排屑、消电离等作用。
工作台也是操作者装夹找正时经常移动的部件。
(a)结构组成(b)外观
1-床身;2-过滤器;3-工作台;4-主轴头;5-立柱;6-液压泵;7-电源箱
图4.2.1电火花成形加工机床
3.主轴头
主轴头是电火花成形加工机床的一个关键部件,在结构上由伺服进给机构(步进电动机、直流电动机或交流伺服电动机作进给驱动)、导向和防扭机构、辅助机构三部分组成。
用以控制工件与工具电极之间的放电间隙。
主轴头的好坏直接影响加工的工艺指标,如生产率、几何精度以及表面粗糙度,因此对主轴头有如下要求:
1)有一定的轴向和侧向刚度及精度;
2)有足够的进给和回升速度;
3)主轴运动的直线性和防扭转性能好;
4)灵敏度要高,无爬行现象;
5)具备合理的承载电极质量的能力。
电火花加工机床成形加工时,主轴头最重要的附件是平动头,它是实现单电极型腔电火花加工所必备的工艺装备。
在加工大间隙冲模和零件上的异形孔时,平动头经常得到应用。
平动头包括两部分,一是由电动机驱动的偏心机构,二是平动轨迹保持机构。
通过偏心机构和平动轨迹保持机构,平动头将伺服电动机的旋转运动转化成工具电极上每一个质点都在水平面内围绕其原始位置做平面圆周平移运动(如图4.2.2所示),各个小圆的外包络线就形成加工表面,小圆的圆周半径(即平动量Δ),通过平动头偏心量来调节可由零逐步扩大,S为放电间隙。
采用平动头加工的特点是:
用一个工具电极就能由粗至精直接加工出工件(由粗加工转至精加工时,放电规准、放电间隙要减小),在加工过程中,工具电极的轴线偏移工件的轴线,这样,除了处于放电区域的部分外,在其他地方工具电极与工件之间的间隙都大于放电间隙,这有利于电蚀产物的排出,提高加工稳定性,但由于有平动轨迹半径的存在,因此,无法加工出有清角直角的型腔。
平动头的结构形式有多种,常使用的有:
停机手动调偏心量平动头、不停机调偏心量平动头、数控平动头,其结构见电火花成形机床手册。
图4.2.2平动加工时电极的运动轨迹图4.2.3冲、抽油方式
4.电火花加工机床的工作液和循环过滤系统
电火花加工时工作液的作用有以下几方面:
1)放电结束后恢复放电间隙的绝缘状态(消电离),以便下一个脉冲电压再次形成火花放电。
为此,要求工作液有一定的绝缘强度。
2)使电蚀产物较易从放电间隙中悬浮、排泄出去,免得放电间隙严重污染,导致火花放电点不分散而形成有害的电弧放电。
3)冷却工具电极和降低工件表面瞬时放电产生的局部高温,否则表面会因局部过热而产生结炭、烧伤并形成电弧放电。
4)工作液还可压缩火花放电通道,增加通道中压缩气体、等离子体的膨胀及爆炸力,以抛出更多熔化和气化了的金属,增加蚀除量。
工作液循环过滤系统中,冲油的循环方式比抽油的循环方式更有利于改善加工的稳定性,所以大都采用冲油方式,如图4.2.3所示。
电火花成形加工中随着深度的增加,排屑困难,应使间隙尺寸、脉冲间隔和冲液流量加大。
5.电火花成型机床的脉冲电源
脉冲电源的作用是把工频交流电转换成一定频率的单向脉冲电流,供给火花放电间隙所需要的能量来蚀除金属。
脉冲电源的电参数包括脉冲宽度、脉冲间隔、脉冲频率、峰值电流、开路电压等。
脉冲电源对电火花加工的生产率、表面质量、加工速度、加工过程的稳定性和工具电极损耗等技术经济指标有很大的影响。
现在普及型(经济型)的电火花加工机床都采用高低压复合的晶体管脉冲电源;中、高档的电火花加工机床都采用微机数字化控制的脉冲电源,而且内部存有电火花加工工艺规准数据库,可以通过微机设置和调用各档电加工粗、中、精加工工艺规准参数。
6.电火花加工机床的伺服进给
电火花加工与切削加工不同,属于“不接触加工”。
正常电火花加工时,工具和工件间有一放电间隙S。
如果间隙过大,脉冲电压击不穿间隙间的绝缘工作液,则不
 升级会员
升级会员 