本体检验批.docx
《本体检验批.docx》由会员分享,可在线阅读,更多相关《本体检验批.docx(18页珍藏版)》请在冰豆网上搜索。
本体检验批
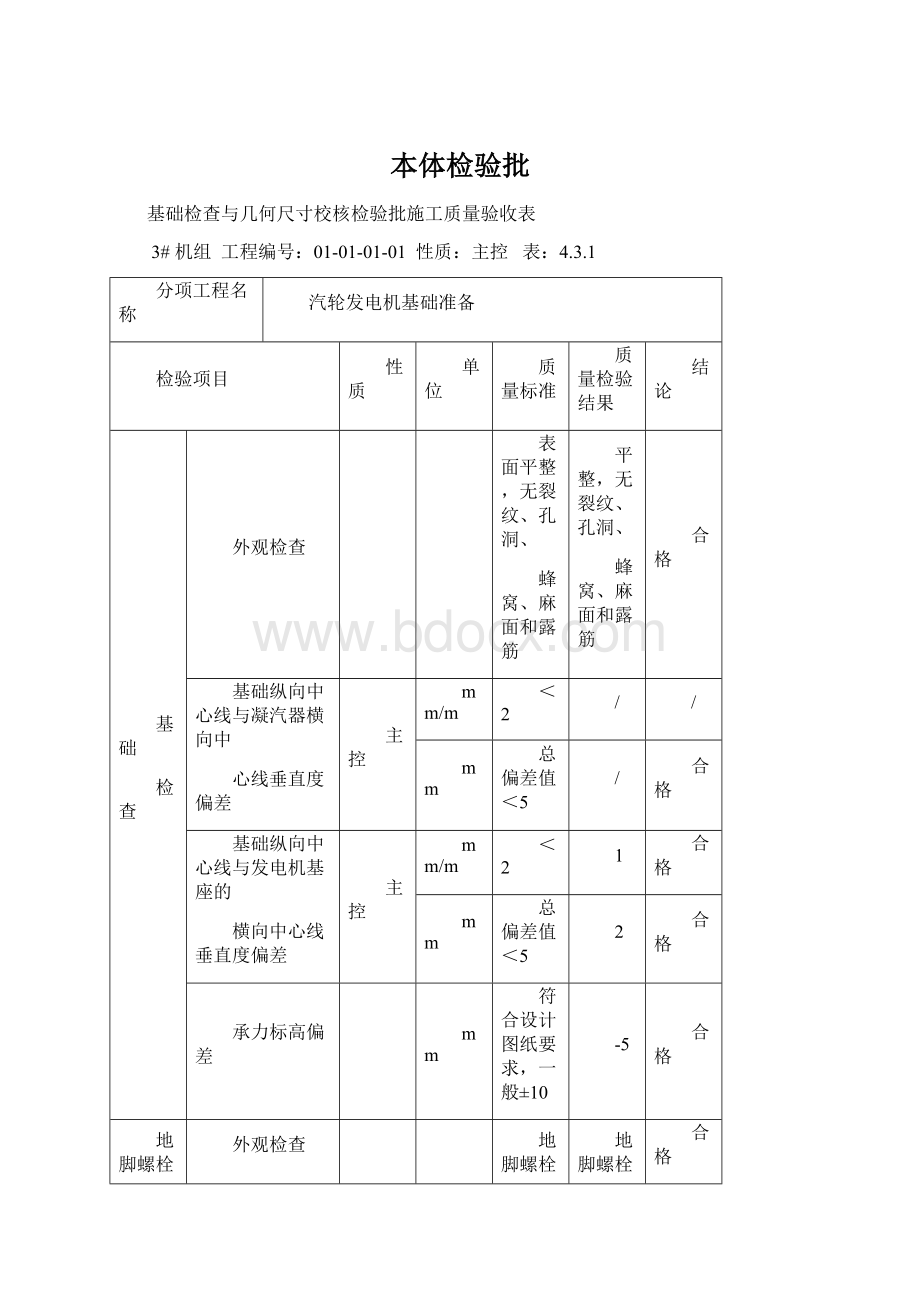
基础检查与几何尺寸校核检验批施工质量验收表
3#机组工程编号:
01-01-01-01性质:
主控表:
4.3.1
分项工程名称
汽轮发电机基础准备
检验项目
性质
单位
质量标准
质量检验结果
结论
基础
检查
外观检查
表面平整,无裂纹、孔洞、
蜂窝、麻面和露筋
平整,无裂纹、孔洞、
蜂窝、麻面和露筋
合格
基础纵向中心线与凝汽器横向中
心线垂直度偏差
主控
mm/m
<2
/
/
mm
总偏差值<5
/
合格
基础纵向中心线与发电机基座的
横向中心线垂直度偏差
主控
mm/m
<2
1
合格
mm
总偏差值<5
2
合格
承力标高偏差
mm
符合设计图纸要求,一般±10
-5
合格
地脚螺栓孔
外观检查
地脚螺栓孔内,清理干净
地脚螺栓孔内,清理干净
合格
螺栓孔中心与基础中心线偏差
主控
mm
<10或<0.1da
5
合格
螺栓孔壁垂直偏差
mm
<L/200,且<10b
4
合格
预埋
地脚
螺栓
螺栓中心与基础纵横中心线偏差
mm
符合图纸要求,且<2
/
/
螺栓标高偏差
mm
考虑机组轴系扬度,一般
+5~+10
/
/
垂直偏出
mm
≤L/450
/
/
预留基础控洞尺寸复核
mm
符合设计和设备的实际需要,不影响气缸或轴承座的膨胀滑动
满足设备的实际安装需要,不影响汽缸及轴承座的膨胀滑动
合格
预埋的各锚固板
锚固板中心与基础纵横中心向偏差
mm
<3
/
/
锚固板标高偏差
mm
±3
/
/
定位固定板垂直度偏差
mm/m
<3
/
/
高中压联合汽门预埋支架
支架中心偏差
mm
<2
1
合格
支架(牛腿)标高偏差
mm
±3
2
合格
同一汽门支架顶面水平相关标高差
mm
≤1
1
合格
基础与厂房及有关运转平台的隔振缝隙
清理干净,无杂物
清理干净,无杂物
合格
验收结论:
验收单位
签字
施工单位
年月日
监理单位
年月日
基础承力面凿毛检验批施工质量验收表
3#机组工程编号:
01-01-01-03性质:
表:
4.3.2
分项工程名称
汽轮发电机基础准备
检验项目
性质
单位
质量标准
质量检验结果
结论
基础清理
干净,无油漆、污垢、油垢
干净,无油漆、污垢、油垢
合格
垫铁布置
符合制造厂要求,无设计要求是按DL5011规定
按厂家图纸
布置
合格
凿毛时基础强度
>70%设计强度
80%
合格
凿毛深度
凿去表面灰浆层露出混凝土层
已凿去表面灰浆层露出混凝土层
合格
凿平尺寸
mm
超出垫铁边缘10~30
15
合格
垫铁与混凝土接触
接触密实,四角无翘动
接触密实,四角无翘动
合格
凿毛后基础水平度
水泡居中
水泡居中
合格
安放调整小千斤顶或临时垫铁的部分
应平整、无凹坑
平整、无凹坑
合格
验收结论:
验收单位
签字
施工单位
年月日
监理单位
年月日
二次灌浆内挡板检验批施工质量验收表
3#机组工程编号:
01-01-01-04性质:
表:
4.3.3
分项工程名称
汽轮发电机基础准备
检验项目
性质
单位
质量标准
质量检验结果
结论
安装孔几何尺寸
mm
确保汽缸和定子就位
能保证汽缸和定子就位
合格
厚度
mm
3~5
3
合格
材料
钢板
钢板
合格
位置
沿基础内孔壁四周平齐,不影响汽缸及轴承座的膨胀
沿基础内孔壁四周平齐,不影响汽缸及轴承座的膨胀
合格
上边缘高度
mm
低于台板上平面10~20
20
合格
内挡板装设
四周贴合严密,无明显变形
四周贴合严密,无明显变形
合格
验收结论:
验收单位
签字
施工单位
年月日
监理单位
年月日
地脚螺栓检查检验批施工质量验收表
3#机组工程编号:
01-01-01-05性质:
表:
4.3.4
分项工程名称
汽轮发电机基础准备
检验项目
性质
单位
质量标准
质量检验结果
结论
外观
无油漆、污垢
无油漆、污垢
合格
螺栓与螺母配合
灵活、无卡涩
灵活、无卡涩
合格
螺栓长度、直径
符合图纸要求
与厂家图纸一致
合格
地脚
螺栓
螺栓在螺栓孔内或螺
栓套管内四周间隙
mm
>5
最小6
合格
螺栓拧紧后
扣
应露出2~3
3
合格
托板与基础混凝土面接触
托板平正无倾斜,接触密实,
垫板下螺母应点焊或锁紧
托板平正无倾斜,接触密实,垫板下螺母锁紧
合格
合金钢地脚螺栓材质
符合制造厂要求
/
/
验收结论:
验收单位
签字
施工单位
年月日
监理单位
年月日
垫铁配制检验批施工质量验收表
3#机组工程编号:
01-01-02-01性质:
主控表:
4.3.5
分项工程名称
汽轮发电机基础垫铁(垫块)配制安装
检验项目
性质
单位
质量标准
质量检验结果
结论
垫铁材质
钢板
钢板
合格
长宽尺寸
mm
符合制造厂要求或DL5011
的规定
200x100
合格
外观
平整,无毛刺和卷边,四周
边缘应用45°倒角
平整,无毛刺和卷边,四周
边缘45°倒角
合格
薄边厚度
mm
>10
12
合格
斜度
1/10~1/25
1/18
合格
接触面加工粗糙度
合格
验收结论:
验收单位
签字
施工单位
年月日
监理单位
年月日
垫铁安装检验批施工质量验收表
3#机组工程编号:
01-01-02-02性质:
主控表:
4.3.6
分项工程名称
汽轮发电机基础垫铁(垫块)配制安装
检验项目
性质
单位
质量标准
质量检验结果
结论
接触
面间隙
台版与垫铁
主控
mm
0.05塞尺局部塞入宽度、深
度均﹤1/4边长
0.05塞尺不入
合格
垫铁与垫铁
主控
mm
斜垫铁错开面积
≤25%垫铁面积
25%垫铁面积
合格
垫铁与基础边距
mm
>10
12
合格
每叠垫铁总厚度
mm
80左右
75
合格
超过三块垫铁的叠比ab
主控
<20%
0
合格
埋置垫铁标高
符合制造厂要求
/
/
垫铁水平度偏差
mm/m
<0.1
0.05
合格
埋置垫铁位置对螺孔中心的偏差
mm
<3
/
/
a每叠垫铁一般不超过三块,个别特殊情况允许达到五块,其中只允许一对斜垫铁,斜垫铁一对视为两块。
b叠比计算公式为:
叠比=
垫铁超过三块的叠数
X100%。
垫铁的总数
验收结论:
验收单位
签字
施工单位
年月日
监理单位
年月日
轴承座台板检查安装检验批施工质量验收表
3#机组工程编号:
01-02-01-01性质:
主控表:
4.3.10
分项工程名称
台板检查安装
检验项目
性质
单位
质量标准
质量检验结果
结论
台板滑动面外观检查
主控
应平整、光洁、无毛刺、裂
纹、各滑动面上应涂擦耐高
温的粉剂涂料,或按制造厂
要求处理
平整、光洁,无毛刺、裂纹、各滑动面上涂擦耐高温的粉剂涂料
合格
台板上浇灌孔洞、放气孔、润
滑注油孔检查
应齐全、畅通、无杂物
齐全、畅通,无杂物
合格
台板与地脚螺栓垫圈
应平整、无歪斜
平整,无歪斜
合格
台板底面与基础表面距离
mm
80左右
75
合格
台板滑动面接触间隙检查
主控
mm
<0.05
0.03塞尺不入
合格
台板底面与固定器球面接触
主控
mm
<0.05
/
/
台板底面与垫铁接触
<0.05
0.03塞尺不入
合格
台板底面与混凝土垫铁接触
<0.05
/
/
台板找平
主控
mm
位置符合图纸要求标高允许
偏差±1,偏差值方向应
一致,水平符合制造厂要求
位置与图纸要求一致,标高偏差1,偏差值方向一致,水平与图纸要求一致
合格
验收结论:
验收单位
签字
施工单位
年月日
监理单位
年月日
轴承座(箱)清理检查检验批施工质量验收表
3#机组工程编号:
01-02-02-01性质:
主控表:
4.3.14
分项工程名称
轴承座(箱)及轴瓦检查
检验项目
性质
单位
质量标准
质量检验结果
结论
清理检查
干净,无铸砂、裂缝、锈污
及杂物,内表面于不溶于汽轮
机油的漆类无脱落:
溶于汽
轮机油的漆类必须除掉,油
通道清洁、无焊瘤、毛刺、
重皮
干净,无铸砂、裂纹、锈污及杂物,内表面不溶于汽轮机油的漆类无脱落;溶于汽轮机油的漆类已除掉,油通道清洁、无焊瘤、毛刺、重皮
合格
渗油实验
主控
无渗漏
无渗漏
合格
压力油进油孔法兰结合面
整圈连续接触无间断痕迹
整圈连续接触无间断痕迹
合格
设备法兰栽丝孔
不得穿透壳壁
未穿透壳壁
合格
轴承座(箱)与轴承盖水平结合面间隙
主控
mm
<0.05
0.03塞尺不入
合格
轴承座滑动面
主控
平整,光洁,无毛刺和机械
损伤,各滑动面上应涂擦耐高
温的粉剂涂料,或按制造厂要
处理求
平整,光洁,无毛刺和机械损伤、各滑动面上涂擦耐高温的粉剂涂料
合格
轴承座(箱)与台板结合面放气
孔、注油孔
应畅通,无堵赛
畅通,无堵塞
合格
轴承座(箱)与台板接触面间隙
主控
mm
<0.05
0.03塞尺不入
合格
滑销间隙
主控
mm
0.04~0.06
0.06
合格
滑销、销槽尺寸偏差值
mm
0.03
0.01
合格
验收结论:
验收单位
签字
施工单位
年月日
监理单位
年月日
轴瓦检查检验批施工质量验收表
3#机组工程编号:
01-02-02-02性质:
主控表:
4.3.15
分项工程名称
轴承座(箱)及轴瓦检查
检验项目
性质
单位
质量标准
质量检验结果
结论
轴瓦
清理
油道、油孔清洁畅通,无铁
屑、杂物
油道、油孔清洁畅通,无铁屑、杂物
合格
油孔位置
正确
正确
合格
乌金
无夹渣、气孔、凹坑及裂纹
无夹渣、气孔、凹坑及裂纹
合格
乌金
脱胎
一般
轴瓦
每段脱胎长度
主控
mm
≤乌金周长的1.5%
无脱胎
合格
脱胎总长度
主控
mm
≤乌金周长的5%,且在90°
承力面范围内不应有脱胎
无脱胎
合格
三油楔和可倾瓦
主控
应无脱胎
无脱胎
合格
上下油瓦装配
不允许错口
不错口
合格
轴瓦中分面间隙
mm
<0.05
0.03塞尺不入
合格
轴瓦与轴承座结合面
接触面积
主控
>75%,且均匀
>75%,且均匀
合格
中分面处局部间隙
主控
mm
<0.03
0.03塞尺不入
合格
进油口四周接触
主控
密实、均匀,油口处整圈接触
密实、均匀,油口处整圈接触
合格
乌金与轴颈
接触角
符合制造厂要求,
一般30°~45°
45°
合格
接触面
主控
>75%,且均匀
>75%,且均匀
合格
接触点形状
呈斑点状
呈斑点状
合格
顶轴
油囊
几何尺寸
主控
mm
符合制造厂要求,一般深度为0.20~0.40,油囊面积应为轴颈投影面积的
1.5%~2.5%(较大的数值用于较大的轴颈)
/
/
油囊四周与轴颈接触
主控
严密
/
/
顶轴油路、油孔
主控
正确、畅通
/
/
验收结论:
验收单位
签字
施工单位
年月日
监理单位
年月日
轴瓦垫块检验批施工质量验收表
3#机组工程编号:
01-02-02-03性质:
表:
4.3.16
分项工程名称
轴承座(箱)及轴瓦检查
检验项目
性质
单位
质量标准
质量检验结果
结论
垫块与洼窝
接触面
主控
>70%,且均匀
>70%,且均匀
合格
局部间隙
mm
0.05塞尺局部塞入深度≤
10
0.05塞尺不入
合格
垫块与瓦体
接触面
>60%,且均匀
>60%,且均匀
合格
侧部总间隙
mm
符合制造厂要求
/
/
垫片
材质
不锈钢
不锈钢
合格
数量
一般
片
≤3
3
合格
特殊
片
≤5
/
/
外观
平整,无毛刺,卷边,且是
整片
平整,无毛刺,卷边,且是整片
合格
垫片孔径
比油孔直径稍大
比油孔直径稍大
合格
验收结论:
验收单位
签字
施工单位
年月日
监理单位
年月日
 升级会员
升级会员 