三种速生建筑材树种制造中纤板的制浆工艺和磨片选型1.docx
《三种速生建筑材树种制造中纤板的制浆工艺和磨片选型1.docx》由会员分享,可在线阅读,更多相关《三种速生建筑材树种制造中纤板的制浆工艺和磨片选型1.docx(30页珍藏版)》请在冰豆网上搜索。
三种速生建筑材树种制造中纤板的制浆工艺和磨片选型1
第
13卷 第
3期
木材工业
Vol.13 No.3
1999年
5月CHINAWOODINDUSTRYMay1999
三种速生建筑材树种制造中纤板
的制浆工艺和磨片选型
曹忠荣
3
黄洛华 曲岩春
摘要 研究了供制造中密度纤维板用的三种速生建筑材的制浆工艺和磨片齿形。
试材树种为杉木、火炬松及湿地松
;磨
片齿形有中细齿、粗齿及中齿三种
;木片蒸煮汽压固定为
014~0165MPa,蒸煮时间分别为
3,6,9及
12min,磨盘间隙
011mm。
研究结果表明
三种齿形制浆所得中长纤维
(留于
32~115目)占总纤维量的
50%~70%,尤以中齿形磨片制
浆
效果更好
;在
3~12min的蒸煮时间内
纤维分离效果及制板后板的平面抗拉强度无明显差异
因此以采用
3min的
蒸煮时间较为合理。
关键词 速生建筑材
;中密度纤维板
;纤维分离
;磨片型式
DefiberingProcessesandDeterminationof
RefiningPlatePatternfor3PlantationBuildingUseSpecies
(ResearchInstituteofWoodIndustry,ChineseAcademyofForestry,Beijing100091)
CaoZhongrong HuangLuohua QuYanchunUsedforManufacturingMediumDensityFiberboard
Abstract Defiberingprocessesof3plantationbuildingusespeciesusedformanufacturingmediumdensity
fiberboard(MDF)wereinvestigatedandappropriaterefiningplatepatternwasdetermined.Experimental
conditionswereasfollows:
1)specieswereChinesefir(Cunninghamialanceolata),loblollypine
(Pinusteada)andslashpine(Pinuselliottii);2)3refiningplatepatternswereclassifiedasmedium2fine,
mediumandcoarse;3)chipsweresteamedunderfixedpressureof0.4~0.65MPafor3,6,9and12minre2
spectively;4)refiningplategapwasadjustedtoabout0.1mm.Experimentresultsshowed:
medium2long
fibers(retainedon32~115mesh)contentwas50%~70%,butmediumplatepatternproducedbetter
fiber,cookingtimehadnosignificanteffectonfiberqualityandinternalbondsothat3minwasenoughfor
cooking.
Keywords Plantationbuildingusespecies;Mediumdensityfiberboard(MDF);Defibering;Refiningplate
pattern
建筑材在国内木材消费构成中约占
50%~60%,对三种速生建筑材
(杉木、火炬松及湿地松
)的制浆工
在建筑材的林木培育和加工过程中
产生大量的间伐艺和磨盘齿形适应性进行了研究
旨在为工业化生产
小径材、枝丫材、截头和板皮等剩余物。
将这些剩余物提供必要的技术参数。
用于制造中密度纤维板
(简称中纤板或
MDF)是高效
利用优质建筑材资源、提高木材综合利用率的现代化1 材料和方法
技术之一
符合我国“人造板工业产业政策”中有关发111 试材
展有适度规模的中密度纤维板等产品的精神。
本研究杉木
(Cunninghamialanceolata)采自江西省分宜
收稿日期
1998212231县大岗山林场
火炬松
(Pinusteada)采自湖南省汨罗
本文系
“九五”国家科技攻关专题《中密度纤维板工艺及关键设备配
套技术研究》的部分内容。
市桃林林场
湿地松
(P.elliottii)采自广东省阳江市阳
3中国林科院木材工业研究所研究员
北京
100091
·3·
113 纤维制备
用奥地利Sprout2Waldron公司生产的、磨盘直径
为30cm的实验室用磨浆机制浆。
蒸煮器的木片装锅
量3000g(绝干量),蒸煮汽压为014~0165MPa,蒸煮
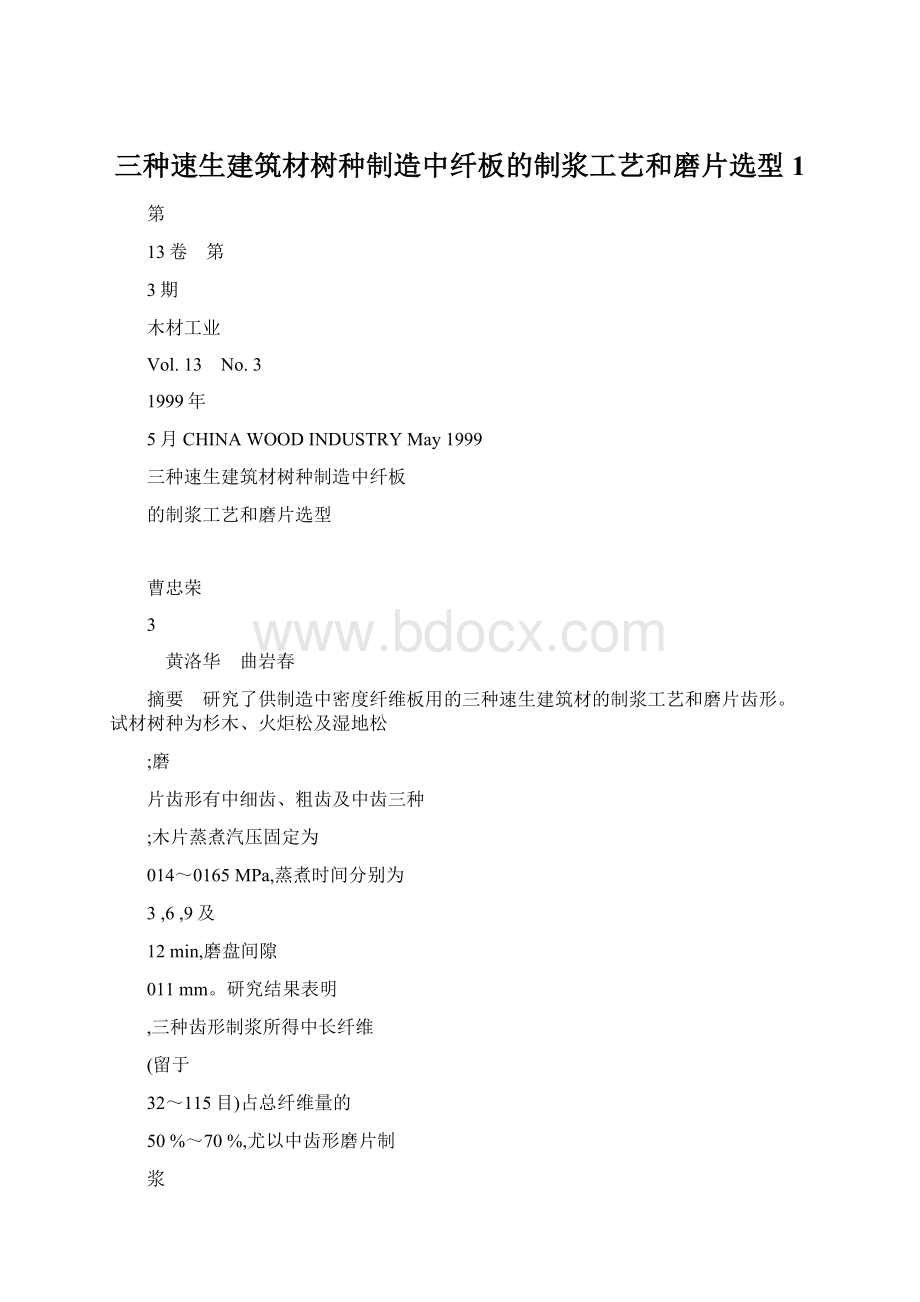
时间分别为3,6,9及12min,磨盘间隙为011mm,磨
片的齿形见图1。
制浆后的纤维用滤水度仪和干纤维
筛分仪分别测定纤维滤水度和筛分值。
为改善中纤板的防水性能,在制浆时添加约
115%的固体石蜡。
114 纤维干燥与施胶
湿纤维用气流干燥机干燥至含水率不高于30%,
装袋存放供制板用。
试验用脲醛树脂胶为光华木材厂中纤板生产用
胶,施胶量均为10%。
使用氯化铵作固化剂,用量为
018%。
施胶后纤维含水率控制在8%~12%。
脲醛树脂胶的主要性能:
固体含量/% 51148
pH值719526156417
游离甲醛/%0119
115 成型与热压
施胶干燥后的纤维按计算密度称量,在幅面为30
cm×30cm的成型框中手工铺坯,经预压机预压后的
板坯用80t电加热压机压制成9mm厚的中纤板。
热
压工艺为:
温度170℃,压力315~116MPa,时间
1175min+2125min(合计为4min)。
116 性能测定
中纤板的性能按GB1171811~10289的规定并结
合实验室条件测定密度、平面抗拉强度、静曲强度、吸
水厚度膨胀率等。
2 结果和讨论
211 不同制浆条件的纤维滤水度和筛分值
制浆后的纤维质量通常用纤维滤水度和纤维筛分
值表示,测定结果列于表2。
虽然纤维滤水度和纤维筛分值都可反映制浆后的
纤维质量,但两者的侧重点有所不同:
滤水度只反映纤
维的粗细程度,而筛分值则反映纤维的长短、粗细及纤
维配比的情况。
因此,后者更能反映纤维的总体质量,
也更具实用价值。
从表2与图2可知,不论采用何种齿形,三种树种
纤维的滤水度都是随着木片蒸煮时间的延长呈稍
113 纤维制备
用奥地利Sprout2Waldron公司生产的、磨盘直径
为30cm的实验室用磨浆机制浆。
蒸煮器的木片装锅
量3000g(绝干量),蒸煮汽压为014~0165MPa,蒸煮
时间分别为3,6,9及12min,磨盘间隙为011mm,磨
片的齿形见图1。
制浆后的纤维用滤水度仪和干纤维
筛分仪分别测定纤维滤水度和筛分值。
为改善中纤板的防水性能,在制浆时添加约
115%的固体石蜡。
114 纤维干燥与施胶
湿纤维用气流干燥机干燥至含水率不高于30%,
装袋存放供制板用。
试验用脲醛树脂胶为光华木材厂中纤板生产用
胶,施胶量均为10%。
使用氯化铵作固化剂,用量为
018%。
施胶后纤维含水率控制在8%~12%。
脲醛树脂胶的主要性能:
固体含量/% 51148
pH值719526156417
游离甲醛/%0119
115 成型与热压
施胶干燥后的纤维按计算密度称量,在幅面为30
cm×30cm的成型框中手工铺坯,经预压机预压后的
板坯用80t电加热压机压制成9mm厚的中纤板。
热
压工艺为:
温度170℃,压力315~116MPa,时间
1175min+2125min(合计为4min)。
116 性能测定
中纤板的性能按GB1171811~10289的规定并结
合实验室条件测定密度、平面抗拉强度、静曲强度、吸
水厚度膨胀率等。
2 结果和讨论
211 不同制浆条件的纤维滤水度和筛分值
制浆后的纤维质量通常用纤维滤水度和纤维筛分
值表示,测定结果列于表2。
虽然纤维滤水度和纤维筛分值都可反映制浆后的
纤维质量,但两者的侧重点有所不同:
滤水度只反映纤
维的粗细程度,而筛分值则反映纤维的长短、粗细及纤
维配比的情况。
因此,后者更能反映纤维的总体质量,
也更具实用价值。
从表2与图2可知,不论采用何种齿形,三种树种
纤维的滤水度都是随着木片蒸煮时间的延长呈稍
May1999 CHINAWOODINDUSTRYVol.13 No.3
江林场。
杉木、火炬松及湿地松的主要化学组分与
pH
值见表
1。
表
1 三种建筑材树种的主要化学组分与
pH值
Tab.1 MainchemicalcompositionandpHvalueof3
plantationbuildingusespecies
综纤维素
α2纤维素
聚戊糖
木质素
热水抽
树种
%%%%出物
%
pH值
杉木
6213341118101933411831775125
火炬松
7119942178131822818441604122
湿地松
6816544147121252814221805115
112 备料
试验用杉木均为板皮边料
可直接用鼓式削片机
削片。
火炬松和湿地松为小径材
需先用圆锯剖料
再
用鼓式削片机削片。
削片后测定木片含水率为
:
杉木
39%,火炬松
1114%,湿地松
1117%。
A1中细齿形
B1粗齿形
C1中齿形
图
1 三种磨片齿形
Fig.1 3refiningplatepatterns
粘度/mPa·s(25℃)
固化时间s(100℃)
·4·
第
13卷 第
3期 木材工业
1999年
5月
表
2 三种木材制浆的纤维滤水度和纤维筛分值
Tab.2 Drainagedegneeandscreenanalgisi
offiberstested
蒸 纤维筛分值
%
留于
32纤维
磨片煮和
115
时目筛分滤水
齿形间
16~32目
60~115目
累加值
度/s
min>16目
32~60目
<115目%
杉木纤维
3
34169151822311216102101355419613137
中细639182121002116716113101384918013126
齿形
919126151642818922177131446713013150
1218188181172613121108151566515613133
3301493213727151913301306912111128
图
2 蒸煮时间与纤维滤水度的试验结果
63017927148251681114441616416012101Fig.2 Cookingtimeanddrainagedegree
粗齿形
9231522911327143131416151691971211916目的粗纤维量一般趋于减少
而小于
115目的细小
122114824185281431517391516910112144
324145281072114315189101166913911122
纤维量一般呈增多的趋势。
对不同树种和不同的磨片
62114629169241781610581027015211136齿形
这种减少或增加的幅度及其粗纤维或细小纤维
中齿形
92112827191241601619791246914811160
122417228114231621511881346619411171
的含量均无规律性。
但中长纤维
(指留存于
32目和
火炬松纤维115目之间的筛分累加值
)的含量是纤维筛分值的重
329192221461815317139111705813812140
18173
20167
28110
28117
19184
18164
16190
14100
14139
63100
66167
671481213525103251031719211110
2515524175
有4组,占1111%;超过60%的有30组,占8313%。
由此可见,中长纤维含量在50%以上的占绝大多数,
中细626123221692018619128101946218312131
要考察指标
本试验所得结果较为理想。
由不同树种、
齿形
924156131852610319194151625918212184蒸煮时间及磨片齿形组合的
36组数据中
中长纤维含
1216132111582410726108211956117312179量低于
50%的仅为
2组
占
516%;在
50%~60%的
327101201782219916167121556014411197
62011019120261401714012109
粗齿形
91913312114
1218113
3201926719811136
表明本试验的制浆效果良好。
62119417124101526715411171图
3为不同蒸煮时间下三种磨片齿形所制浆料的
中齿形
920134241152410516183141636510311187
1222189261102312913196131766313511199
中长纤维含量。
从图
3所示
蒸煮时间为
3min时
杉
湿地松纤维木、火炬松及湿地松浆的中长纤维含量分别为
31418917191201322319422194621171215163119%、62127%及
64117%,与其它蒸煮时间的制浆
中细611123131642512825188231976418012124结果基本相当。
因此
从中长纤维含量表明
3min的
齿形
922129191082111819178171676010412125
129152121671211622139431264712212146木片蒸煮时间对这三个树种都是适宜的。
315150211152115620154211256312512101
粗齿形
610162191312013220173291026013612127
914117171042215920194251266015712131
128154131272015023192331775716912140
32314725118211352015791436711011163
中齿形
620102231222210121168131076619111173
921131241682113822129101346813511192
1242145221572017421117151076414812110
有增大的趋势
反映了延长蒸煮时间促进了木片的软
化作用。
但同时亦表明在蒸煮汽压为
014~0165MPa
的条件下
蒸煮时间从
3min延长到
12min,对提高纤
维滤水度无显著作用。
因此
从纤维滤水度看
蒸煮时
间
3min已可满足纤维分离的要求。
总的来说
本试
验的纤维滤水度较生产所需值低
这与磨浆机等的使图
3 不同蒸煮时间所制浆的中长纤维含量比较
用条件有关
以后尚需结合生产条件
对相关的制浆工Fig.3 Comparisonofmedium2longfiber
艺参数作必要的验证和调整
以求获得更佳的纤维分contentsatvariouscookingtime
离效果。
从纤维筛分值看
随木片蒸煮时间的延长
大于图
4为在不同的木片蒸煮时间条件下
三个树种
·5·
May1999 CHINAWOODINDUSTRYVol.13 No.3
用三种齿形制浆所得的中长纤维含量的比较。
从图
4
可见
用中齿形磨片的制浆效果较其它齿形要好些或
相当
其中杉木中长纤维含量平均为
68108%,好于中
细齿形
与粗齿形相当
;火炬松的中长纤维含量平均为
66100%,优于中细齿形和粗齿形
;湿地松的中长纤维
含量平均为
66171%,同样优于中细齿形和粗齿形。
另外
从三种磨片齿形的结构和制造来看
中齿形较为
简单。
因此
对本试验的三个树种均采用中齿形磨片
进行制浆。
图
4 三种齿形所制浆的中长纤维含量的比较
refinedwithvariousplatepatterns
Fig.4 Comparisonofmedium2longfibercontents
212 三种树种中纤板的物理力学性能
本试验用的三种树种在不同制浆条件下所制的中
纤板物理力学性能见表
3。
考核的项目有静曲强度、平面抗拉强度
(内结合强
度)、吸水厚度膨胀率等。
此外
还针对产品的不同用
途
附加了弹性模量、正面及侧面握螺钉力等。
从表
3看
杉木中纤板的平面抗拉强度
0142~
0152MPa,静曲强度
2913~4410MPa,吸水厚度膨胀
率
616%~1318%。
12组测定结果中
除中细齿形、蒸
煮
3min的一组外
其余均达到国际
GB11718-89的
要求
;火炬松中纤板的平面抗拉强度为
0150~0176
MPa,静曲强度
2918~
4410MPa,吸水厚度膨胀率
717%~1311%。
12组测定结果中
也只有中细齿形、
蒸煮
3min的一组未达标
;湿地松中纤板的平面抗拉
强度在
0156~1104MPa,静曲强度
3012~4417MPa,
吸水厚度膨胀率
617%~1217%。
12组测定结果中
有中细齿形、蒸煮
3min及中细齿形、蒸煮
6min两组
未能达标。
未达标的项目全部是吸水厚度膨胀率
这
可能与施加固体石蜡不均匀等因素有关。
上述分析结
果表明
杉木、火炬松及湿地松三个树种均可用于制造
中密度纤维板。
·6·
表
3 三种树种中纤板的物理力学性能
Tab.3 PhysicalandmechanicalpropertiesofMDFtested
蒸煮
物理力学性能
磨片
时间
平面抗静曲吸水厚度
齿形密度
拉强度
强度
膨胀率
ming/cm3
MPaMPa%
杉木中纤板
中细
齿形
3
6
9
12
0178
0179
0178
0178
0142
0144
0151
0142
2913
3110
3212
3212
1318
1014
1118
916
粗齿形
3
6
9
12
0180
0177
0178
0178
0148
0147
0146
0144
4410
3618
4012
4112
616
711
618
714
中齿形
3
6
9
12
0178
0177
0177
0178
0152
0149
0151
0148
3416
3710
3616
3816
810
812
811
918
火炬松中纤板
中细
齿形
3
6
9
12
0178
0178
0180
0179
0150
0154
0155
0162
3214
3816
3616
3514
1311
1112
1118
1114
粗齿形
3
6
9
12
0176
0178
0176
0176
0160
0152
0152
0154
2918
4410
3318
3519
816
810
1114
1016
中齿形
3
6
9
12
0176
0175
0178
0178
0162
0176
0175
0171
3317
3416
3519
3813
811
913
916
717
湿地松中纤板
中细
齿形
3
6
9
12
0176
0176
0178
0178
0182
0166
0172
0178
3516
3012
3817
3614
1212
1217
1117
1210
粗齿形
3
6
9
12
0176
0178
0179
0178
0156
0175
0169
0171
3410
4417
3716
4010
1114
617
811
716
中齿形
3
6
9
12
0180
0178
01
 升级会员
升级会员 