LF炉温度控制曲线.docx
《LF炉温度控制曲线.docx》由会员分享,可在线阅读,更多相关《LF炉温度控制曲线.docx(14页珍藏版)》请在冰豆网上搜索。
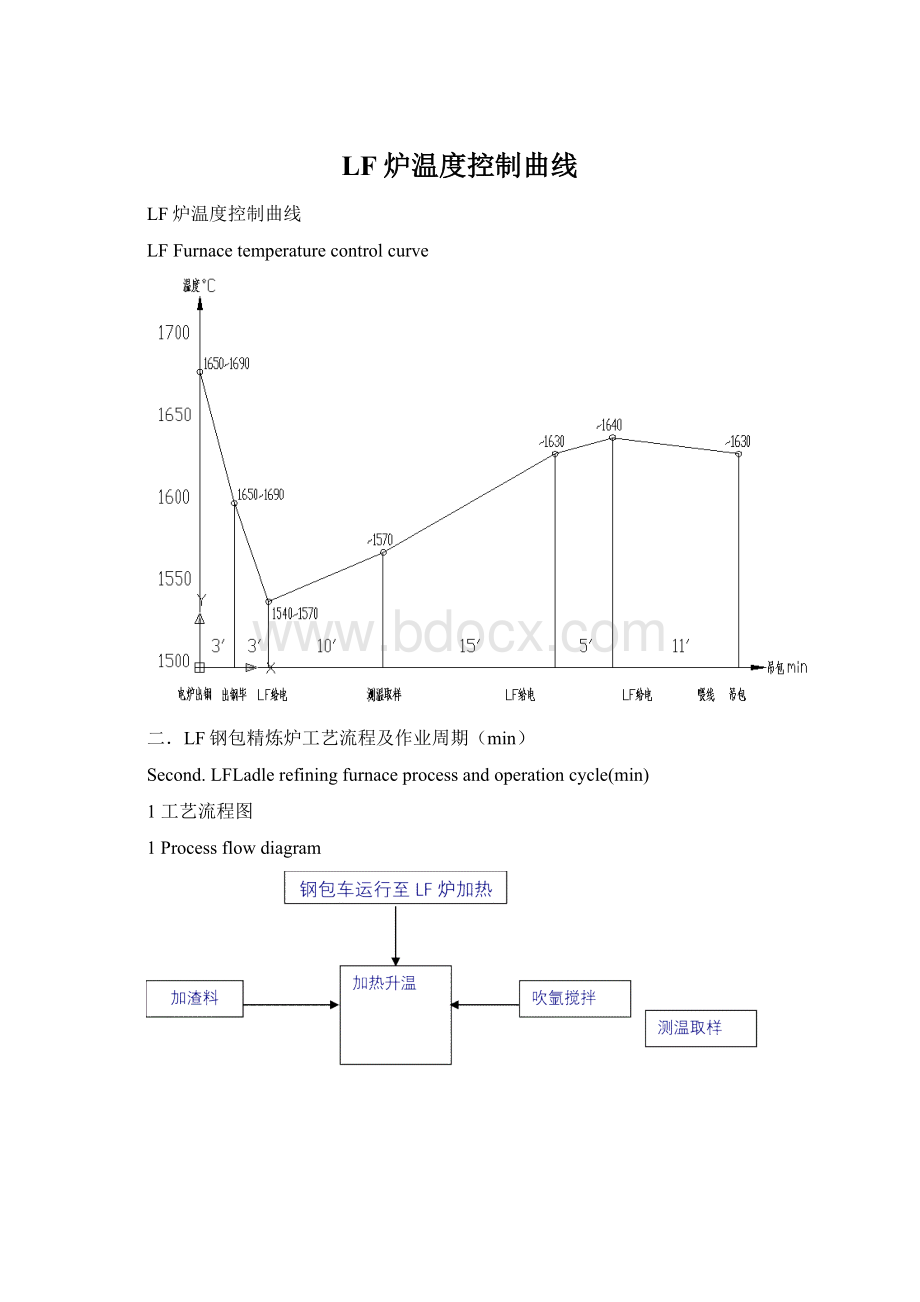
LF炉温度控制曲线
LF炉温度控制曲线
LFFurnacetemperaturecontrolcurve
二.LF钢包精炼炉工艺流程及作业周期(min)
Second.LFLadlerefiningfurnaceprocessandoperationcycle(min)
1工艺流程图
1Processflowdiagram
2作业周期(min)
2Operationcycle(min)
No.
Item
Ladleservicetime(min)
Remarks
a.
电炉出钢、初炼钢水兑入精炼钢包、粗合金化、加保护渣
Electricarcfurnacetapping,initialsmeltingmoltensteelrefiningladle,blendedcrudealloying,plusprotectiveslag
b.
测温取样
Temperaturemeasuringandsampling
0.5
c.
钢包车载包运行至加热工位
Ladlecarpackageruntotheheatingstation
0.5
d.
水冷炉盖下降到位,送电加热,补加渣料0.5~1%。
Watercooledfurnacelidfallinplace,tosendelectricheating,addingslag0.5~1%.
5
e.
停电、测温取样
Poweroff,temperaturemeasuringandsampling
0.5
f.
送电、补加合金料,S高时仍需补加0.5~1%渣料,待渣料化匀,用还原剂还原,分批加入撒匀,以确保炉内埋弧渣良好,渣中(FeO<0.5%)。
Powertransmission,addingalloymaterial,Sisstillneededtobeaddedin0.5~1%slag,theslagofuniform,withareductantbatchaddition,sprinkle,toensurethatthefurnacesubmergedarcslag,slag(FeO<0.5%).
15
g.
渣白,停电,测温取样。
Slagwhite,poweroff,temperaturemeasuringandsampling.
0.5
h.
根据钢水温度,调整电压、电流,用少许还原剂保持白渣(保温等样)。
Accordingtothetemperatureofthemoltensteel,adjustthevoltage,current,withareducingagenttomaintainwhiteslag(heatpreservationandthelike).
4
i.
测温,取样
Temperaturemeasurement,sampling
0.5
j.
[S]进入规格,微调成份,停电提升电极、炉盖
[S]intothespecification,fine-tuningingredients,poweroffascensionelectrode,thefurnacecover
5
k.
钢包车开出、喂丝软吹(不裸露钢液)
Ladlecarout,threadfeedingsoftblow(notbaresteelliquid)
8
l.
吊包至后处理工位。
Cranepacketstopost-processingworkstation.
0.5
小计
Total
40
No.
Item
Ladleservicetime(min)
Remarks
m.
电炉出钢、初炼钢水兑入精炼钢包、粗合金化、加保护渣
Electricarcfurnacetapping,initialsmeltingmoltensteelmixrefiningladle,blendedcrudealloying,plusprotectiveslag.
n.
测温取样
Temperaturemeasuringandsampling
0.5
o.
钢包车载包运行至加热工位
Ladlecarpackageruntotheheatingstation.
0.5
p.
水冷炉盖下降到位,送电加热,补加渣料0.5~1%。
Watercooledfurnacelidfallinplace,tosendelectricheating,addingslag0.5~1%.
5
q.
停电、测温取样
Poweroff,temperaturemeasuringandsampling
0.5
r.
送电、补加合金料,S高时仍需补加0.5~1%渣料,待渣料化匀,用还原剂还原,分批加入撒匀,以确保炉内埋弧渣良好,渣中(FeO<0.5%)。
Powertransmission,addingalloymaterial,ifSishigh,stillneededtobeaddedin0.5~1%slag,theslagofuniform,withareductantbatchaddition,sprinkle,toensurethatthefurnacesubmergedarcslag,slag(FeO<0.5%).
15
s.
渣白,停电,测温取样。
Slagwhite,poweroff,temperaturemeasuringandsampling.
0.5
t.
根据钢水温度,调整电压、电流,用少许还原剂保持白渣(保温等样)。
Accordingtothetemperatureofthemoltensteel,adjustthevoltage,current,withareducingagenttomaintainwhiteslag(heatpreservationandthelike).
4
u.
测温,取样
Temperaturemeasurement,sampling
0.5
v.
[S]进入规格,微调成份,停电提升电极、炉盖
[S]intothespecification,fine-tuningingredients,powerofftoascensionelectrode,thefurnacecover.
5
w.
钢包车开出、喂丝软吹(不裸露钢液)
Ladlecarout,threadfeedingsoftblow(notbaresteelliquid)
8
x.
吊包至后处理工位。
Cranepacketstopost-processingworkstation.
0.5
小计
Total
40
三.LF-90t精炼炉工艺操作描述
Third.LF-90tFinerfurnaceprocessoperationdescription
1LF炉精炼阶段
1LFFurnacerefiningstage
电弧炉出钢,根据生产工艺确定精炼包钢水装入量,通过冶炼浇铸跨行车吊包座包于90tLF炉钢包车上,人工接通氩气管,钢包车载包运行至加热工位(定位精度±5mm),水冷炉盖下降封闭钢包,三相电极下降,送电加热。
送电过程中使用正常的吹氩氩量进行搅拌,通过加料系统补加渣料。
由于热平衡,送电初期钢液温度继续下降,3~4min开始升温。
精炼期加还原剂还原,分批加入,少批量,多批次撒匀。
同时将试样速送至化验室进行快速分析。
Arcfurnacetapping,accordingtotheproductionprocesstoidentifyrefiningsteelwaterloading,throughsmeltingcastingcranepacketspacketstocross90tLFfurnacesteelcar,artificialtracheaonargonladlecarpackage,runningtotheheatingstation(positioningaccuracyof5mm),water-coolingfurnacecoversealingladledrop,three-phaseelectrodedecreases,sendelectricheating.Transmissionprocessusingnormalargonblowingargonstirringvolume,byaddingslagmaterialfeedingsystem.Theheatbalanceofpowertransmission,initialtemperatureofmoltensteelcontinuedtodecline,3~4minbegantoheatup.Refiningperiodisreducedbyaddingreducingagent,batchaddition,littlebatch,batchsprinkle.Atthesametimesampleswillbesenttothelaboratoryforrapidanalysisspeed.
根据化验分析值与钢种目标值之间的差值,计算出需要加入合金的种类和物料质量,在规定时间内将规定牌号和数量的合金料经称量送至LF炉受料斗,启动受料斗闸门,合金料即可加入钢包,达到合金调整之目的。
第二阶段送电还原后停电,测温、取样,合金成分进入钢种规格后,然后调整电压、电流保温,测温,温度达到要求,喂CaSi丝,终脱[O],脱[S],以改变氧化物、硫化物的形态和分布。
喂丝速度在喂丝机上按工艺要求设定,喂丝机控制柜上设有显示喂入长度的计数器和速度控制器,以一定速度加入至预定长度后会自动停止喂丝,此阶段采用较小的吹氩量进行“软吹”。
[S]进入规格,可根据需要微调个别合金元素,升电极,提起水冷炉盖。
Accordingtotheanalysisofvalueandthedifferencebetweenthesteeltargetvalue,calculatestheneedtojointhealloytypeandmaterialquality,inthespecifiedtimewillbestipulatedandquantityofalloymaterialbyweightingsenttoLFfurnacehopper,startedreceivinghoppergate,alloymaterialcanbeaddedtosteel,alloyadjustmentpurposes.Secondphasepowertransmissionreductionaftertheblackout,temperaturemeasurement,sampling,alloycompositionintothesteelspecifications,andthenadjustthevoltage,currentinsulation,temperaturemeasurement,temperaturereachestherequest,CaSiwirefeeding,endoff[O],and[S],tochangetheoxide,sulfidemorphologyanddistribution.Wirefeedingspeedinwirefeedingmachineaccordingtotherequirementofprocesssetting,wirefeedingmachinecontrolcabinetisprovidedwithadisplayoffeedinglengthcounterandaspeedcontroller,atcertainspeedtojointoapredeterminedlengthwillautomaticallystopfeeding,thisstagebyusingasmalleramountof"softblowingargonblowing".[S]intothespecifications,accordingtotheneedtofine-tunetheindividualalloyingelements,orelectrode,mentionsthewater-coolingfurnacecover.
2开出加热工位至后处理工序阶段
2Opentheheatingstationtopost-treatmentprocessstages
钢包车开出加热工位至后处理工序,至此LF炉一个冶炼周期完成。
Buggyladlemoveoutofheatingstationtopostprocessingprocess,thusacompleteLFfurnacesmeltingcycle.
四.主要技术参数
Fourth.Maintechnicalparameters
序号名称数值备注
S.N.NameNumericalNote
1额定容量80t
Ratedcapacity80t
平均钢水容量80t
Averagemoltensteelcapacity80t
精炼最小钢水容量70t
Minimumcapacityofrefiningmoltensteel70t
最大钢水容量90t
Themaximumcapacityofmoltensteel90t
2钢包
2Ladle
包壳上口直径Φ3200mm
ShellopeningdiameterΦ3200mm
自由空间高度800mm
Freespaceheight800mm
3钢包车
3Buggyladle
最大承载200t
Maximumload200t
行走速度2-25m/min(可调)
Walkingspeed2-25m/min(adjustable)
驱动方式机械式,电机-减速器
DrivemodeMechanicaltype,motorreducer
轨道中心距3500mm
Centerdistanceofthetrack3500mm
调速方式变频调速
SpeedcontrolmodeVariablefrequencyspeedregulation
停车定位精度±5mm
Parkingpositioningaccuracy±5mm
4电极升降装置
4Electrodeliftingdevices
电极直径Φ450mm高功率电极
ElectrodediameterΦ450mmHighpowerelectrode
电极分布园Φ740mm
ElectrodedistributiongardenΦ740mm
电极最大行程2800mm
Electrodebiggesttravel2800mm
电极升降速度
Electrodeliftingspeed
自动5/3.6m/min上升/下降
Auto5/3.6m/minup/down
手动:
6/4.5m/min上升/下降
Manual6/4.5m/minup/down
5短网
5Shortnet
阻抗绝对值2.4mΩ
Impedanceabsolutevalue2.4mΩ
三相阻抗不平衡≤4%(静态)
Three-phaseimpedanceimbalance≤4%(Static)
水冷电缆4200mm2共六根每相两根
Water-cooledcable4200mm2Atotalofsixroots,perphasetwo
6水冷炉盖密排管式水冷炉盖,附集烟罩
6WatercooledfurnacelidDenserowofpipetypewater-coolingfurnacecover,withasmokecover
烟气排放量200000Nm3/h(混风后烟气温度<500℃)
Fluegasemissions200000Nm3/hThefluegastemperaturemixedwithwindislessthan500℃
7桥架及炉盖提升装置
7Bridgeshelfandfurnacecoverascensiondevice
提升高度400mm
liftheight400mm
提升方式液压缸+重载板式链
ThewaytoimproveHydrauliccylinder+heavyplatechain
升降速度30~40mm/s
Liftingspeed30~40mm/s
8电极接长站
8Electrodejoinslongstanding
规格Ф450mm
SpecificationsФ450mm
工作方式电极自重夹紧(手动操作)
ModeofoperationElectrodeself-respectclamping(manual)
9氩气系统
9Argonsystem
氩气供气压力1.6MPa(氩气汇流排入口压力)
Argongassupplypressure1.6MPa(argonconverge-wiresinletpressure)
氩气工作压力0.20.8MPa(钢包入口压力)
Argonworkpressure0.20.8MPa(Ladleinletpressure)
氩气耗量
Argonconsumption
最大600Nl/min
Maximum600Nl/min
通常50~150Nl/min
Usual50~150Nl/min
事故状态氩气压力1.6MPa
Inaccidentstateargongaspressure1.6MPa
10压缩空气系统(动力用气)
10Compressedairsystem(usegas)
压力≥0.4MPa
Pressure≥0.4MPa
耗量10Nm3/h
Consumption10Nm3/h
11LF炉冷却水装置
11LFFurnacecoolingwaterunit
进水温度≤35℃
Inletwatertemperature≤35℃
回水温度≤55℃
Returnwatertemperature≤55℃
进水压力0.3~0.5MPa无压回水
Inletwaterpressure0.3~0.5MPaNopressurereturnwater
耗量:
水冷炉盖130m3/h无压回水Consumption:
Watercoolingfurnacecover130m3/hNopressurereturnwater
设备本体耗量120m3/h无压回水
Equipmentontologyconsumption120m3/hNopressurereturnwater
变压器冷却水40m3/h无压回水
Transformercoolingwater40m3/hNopressurereturnwater
液压站冷却水10m3/h无压回水
Hydraulicpressurestationcoolingwater10m3/hNopressurereturnwater
事故应急水100m3/h0.2MPa,持续30min
Accidentemergencywater100m3/h0.2MPa,continue30min
12液压系统
12Hydraulicsystem
工作压力12MPa
Workpressure12MPa
工作介质水-乙二醇
Workingmediumwater-glycol
13精炼炉变压器
13Finerfurnacetransformer
额定容量16000kVA可长期过载20%
Ratedcapacity16000kVAallowlong-termoverload20%
一次电压35kV
Primaryvoltage35kV
二次电压330~280~190V
Secondaryvoltage330~280~190V
11级有载电动调压
11stageloadelectricvoltageregulating
二次电流36926A
Secondarycurrent36926A
14钢包烘烤终点温度≥1000℃
14Ladleheatingendtemperature≥1000℃
15钢水平均升温速度≥4.5℃/min
15Averagetemperatureraisevelocityofmoltensteel≥4.5℃/min
 升级会员
升级会员 