thjdme1型光机电一体化实训考核装置指导书.docx
《thjdme1型光机电一体化实训考核装置指导书.docx》由会员分享,可在线阅读,更多相关《thjdme1型光机电一体化实训考核装置指导书.docx(28页珍藏版)》请在冰豆网上搜索。
thjdme1型光机电一体化实训考核装置指导书
第一章THJDME-1型光机电一体化实训考核装置
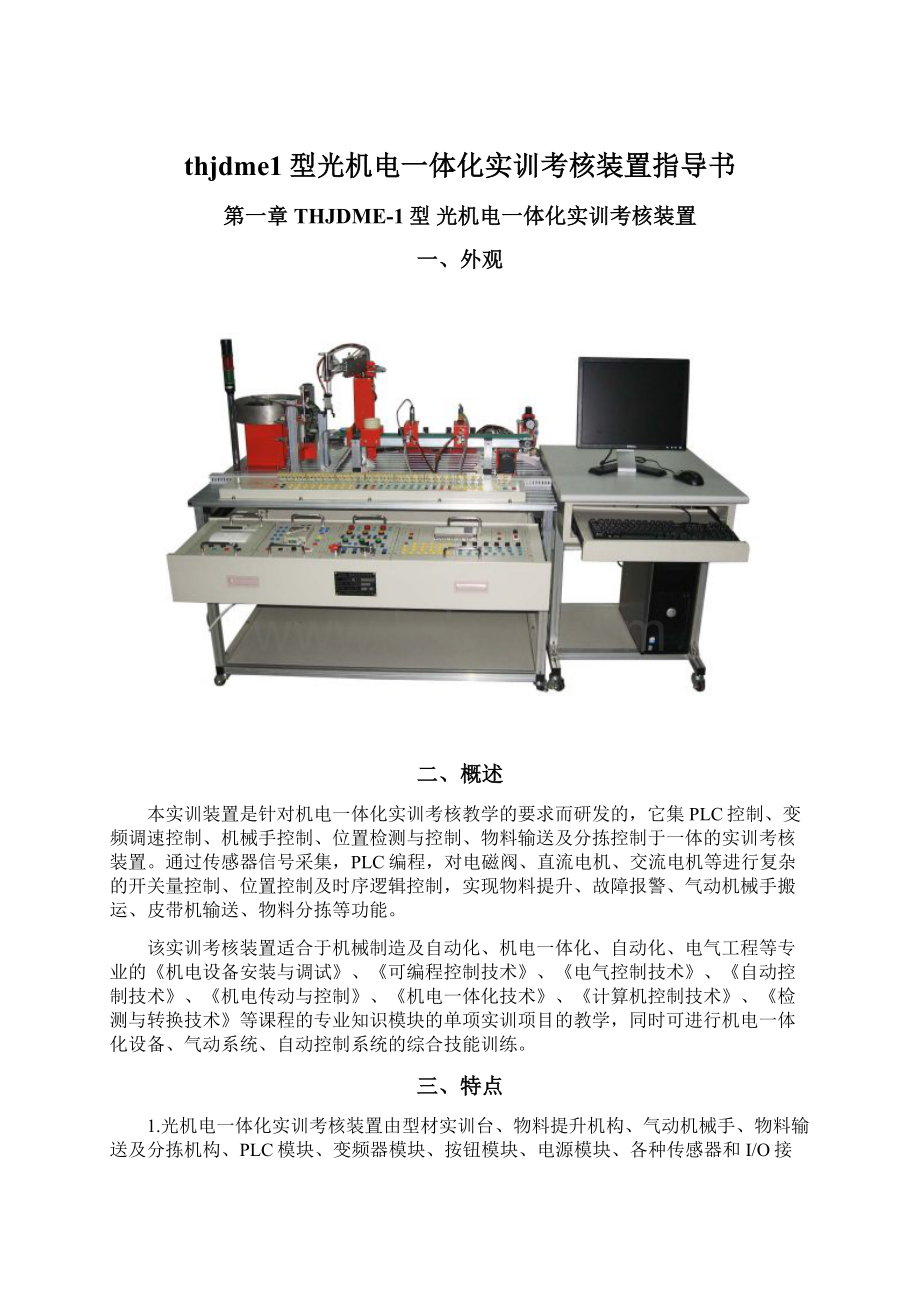
一、外观
二、概述
本实训装置是针对机电一体化实训考核教学的要求而研发的,它集PLC控制、变频调速控制、机械手控制、位置检测与控制、物料输送及分拣控制于一体的实训考核装置。
通过传感器信号采集,PLC编程,对电磁阀、直流电机、交流电机等进行复杂的开关量控制、位置控制及时序逻辑控制,实现物料提升、故障报警、气动机械手搬运、皮带机输送、物料分拣等功能。
该实训考核装置适合于机械制造及自动化、机电一体化、自动化、电气工程等专业的《机电设备安装与调试》、《可编程控制技术》、《电气控制技术》、《自动控制技术》、《机电传动与控制》、《机电一体化技术》、《计算机控制技术》、《检测与转换技术》等课程的专业知识模块的单项实训项目的教学,同时可进行机电一体化设备、气动系统、自动控制系统的综合技能训练。
三、特点
1.光机电一体化实训考核装置由型材实训台、物料提升机构、气动机械手、物料输送及分拣机构、PLC模块、变频器模块、按钮模块、电源模块、各种传感器和I/O接口板等组成。
整体结构采用开放式和拆装式设计,学生可以自由组装和调试送料检测机构、物料搬运机构、物料分拣机构和自动生产线等机电一体化实训设备。
2.该装置融机械结构组装、气动应用、电气控制、电机控制、传感检测、可编程控制技术于一体,综合性强。
3.PLC模块、变频器模块、按钮模块、常用装置模块等可任意调换和组合,进行机电设备安装与调试、PLC控制程序的编写与运行、变频器调速系统的组装与调试、PLC控制系统的安装与调试、光机电一体化设备的组装与调试等专业知识与技能的实训教学。
4.该实训考核装置PLC模块的I/O端子、变频器的接线端子、各常用模块与PLC的连接端子,均与安全插座连接,使用带安全插头的导线进行电路连接;各指令开关、光电开关、传感器和指示元件的电路,则通过端子排进行连接。
插拔线连接电路与端子排连接电路相结合,既保证学生基本技能的训练、形成和巩固,又保证电路连接的快速、安全可靠。
四、技术参数
1.输入电源:
三相四线(或三相五线)~380V±10%50Hz
2.工作环境:
温度-10℃~40℃相对湿度≤85%(25℃)海拔<4000m
3.装置容量:
≤
4.外形尺寸:
120cm×72cm×120cm
5.安全保护:
具有漏电压、漏电流保护,安全符合国家标准
五、系统组成
1.光机电一体化实训考核装置由型材实训台、物料提升机构、气动机械手、物料输送及分拣机构、PLC模块、变频器模块、按钮模块、电源模块、各种传感器、物料、I/O接口板和气管等组成。
2.电源模块由三相电源总开关(带漏电和短路保护)、熔断器、单相电源输出、三相电源输出、电源插座、开关电源(提供DC24V)等组成。
3.按钮模块由急停按钮、转换开关、复位按钮、自锁按钮、指示灯等组成。
4.变频器模块由欧姆龙3G3JV-AB004变频器及接线柱组成。
5.PLC模块可选用西门子或三菱或欧姆龙系列的可编程控制器,其中西门子主机为CPU224AC/DC/RLY内置数字量I/O(14路数字量输入/10路数字量输出)+数字量扩展模块EM223(8路数字量输入/8路数字量输出);三菱主机为FX1N-40MR-001内置开关量I/O(24路开关量输入/16路继电器输出);欧姆龙主机CPM2AH-40CDR-A内置开关量I/O(24路开关量输入/16路继电器输出),机箱内装有24V/5A的开关电源为系统提供直流电源。
6.物料提升机构由单出杆气缸、电磁阀、磁性开关、警示灯、直流减速电机、机械结构件等组成。
7.气动机械手机构由单出杆气缸、双出杆气缸、旋转气缸、气爪、磁性开关、缓冲阀、电磁阀、机械结构件等组成。
8.物料输送及分拣机构由三相交流电机、皮带、单出杆气缸、磁性开关、电磁阀、电感式传感器、电容式传感器、光电传感器、机械结构件等组成。
六、实训项目
1.气动技术应用实训(气动方向控制回路、摆动控制回路、气动系统安装与调试等)
2.自动检测技术使用实训(光电传感器的应用、电容传感器的应用等)
3.可编程控制器编程实训(PLC基本指令应用、PLC功能指令的应用等)
4.变频器应用实训(变频器参数设置、变频运行操作等)
5.电气与PLC技术应用实训(电动机起停控制、电动机调速控制、皮带输送机控制等)
6.自动控制技术教学与实训(工作流程控制等)
7.机电一体化及电气设备安装技术应用实训(接近开关应用、传动装置同轴度的调整、传感器安装与位置调整、上料装置的安装与调试、皮带输送机的安装与调整、物件分拣设备的安装与调试、机械手的自动控制、皮带输送机的自动控制、自动生产线的安装与调试、机电一体化设备的自动控制等)
8.系统维护与故障检测实训
七、注意事项
1.使用时先将气泵打开,运行一段时间后自动关闭。
将实训平台上的导气管接入气泵中。
2.本实训平台PLC单元带有DC24V直流电源输出端子,上电后检查电源输出是否正常。
3.将三相交流电源通过三相电源线连到模型上,打开空气开关,即可给模型电源模块上电。
4.接线完毕,检查无误后,才可通电,严禁带电插拔。
5.实训始终,模型上要保持整洁,不可随意放置杂物,特别是导电的工具和多余的导线等,以免发生短路等故障。
6.实训完毕,应及时关闭电源开关,并及时清理实训台面,整理好连接导线并放置规定的位置。
7.若发生不能上电,请检查电源模块上保险丝是否完好。
8.若不能排除故障请联系售后服务,在无把握时请勿随意改动模型结构。
第二章THJDME-1型光机电一体化实训考核装置机构说明
一、整机工作流程
二、工作原理
按下启动按扭SB1后,系统正常标志绿色指示灯亮,PLC启动送料电机驱动放料盘旋转,物料由送料槽滑到物料提升位置,物料检测光电传感器开始检测;如果送料电机运行4秒钟后,物料检测光电传感器仍未检测到物料,则说明送料机构已经无物料,这时停机并报警,同时红色指示灯亮。
当物料检测光电传感器检测到有物料,将给PLC发出信号,由PLC驱动上料单向电磁阀上料,机械手臂伸出手爪下降抓物料,然后手爪提升臂缩回,手臂向右旋转到右限位,手爪下降将物料放到传送带上,传送带输送物料,传感器则根据物料性质(金属和非金属),分别由PLC控制相应电磁阀使气缸动作,对物料进行分拣。
最后机械手返回原位重新开始下一个流程。
按下停止按钮SB2,系统停止,绿色指示灯灭;上料单元及机械手立即复位,传送带传送完最后一个物料后停止。
三、送料机构
1.放料转盘:
转盘中共放两种物料,一种金属物料、一种非金属物料。
2.驱动电机:
电机采用24V直流减速电机,转速10r/min,转矩30kg/cm;用于驱动放料转盘旋转。
3.物料滑槽:
放料转盘旋转,物料互相推挤趋向入料口,物料则从入料口顺着滑槽落到提升台上。
4.提升台:
将物料和滑槽有效分离,并确保每次只提升一个物料。
5.物料检测传感器:
物料检测为光电漫反射型传感器,主要为PLC提供一个输入信号,如果有物料在提升台上,就会驱动提升气缸提升物料;如果运行中,光电传感器没有检测到物料并保持4秒钟,则让系统停机然后报警。
6.磁性传感器:
用于气缸的位置检测。
检测气缸伸出和缩回是否到位,为此在前点和后点上各一个,当检测到气缸准确到位后将给PLC发出一个信号。
磁性传感器接线时注意。
蓝色接GND,棕色经过负载接PLC输入端。
(棕色接“+”,蓝色接“-”)。
7.提升气缸:
提升气缸使用的是单向电控气阀。
当电控气阀得电,物料提升台上升,当电控气阀断电,则物料提升台下降。
四、机械手搬运机构
1.整个搬运机构能完成四个自由度动作,手臂伸缩、手臂旋转、手爪上下、手爪紧松。
2.手爪提升气缸:
提升气缸采用双向电控气阀控制,气缸伸出或缩回可任意定位。
3.磁性传感器:
检测手爪提升气缸处于伸出或缩回位置。
(接线注意棕色接“+”、蓝色接“-”)。
4.手爪:
抓取物料由单向电控气阀控制,当单向电控气阀得电,手爪夹紧磁性传感器有信号输出,指示灯亮,单控气阀断电,手爪松开。
5.旋转气缸:
机械手臂的正反转,由双向电控气阀控制。
6.接近传感器:
机械手臂正转和反转到位后,接近传感器信号输出。
(接线注意棕色接“+”、蓝色接“-”、黑色接输出)。
7.双杆气缸:
机械手臂伸出、缩回,由双向电控气阀控制。
气缸上有装有两个磁性传感器,检测气缸伸出或缩回位置。
(接线注意棕色接“+”、蓝色接“-”)。
8.调速阀:
调节旋转气缸的转动速度和力度,同时也可调节提升气缸的伸缩速度和力度。
9.缓冲器:
旋转气缸高速正转和反转到位时,起缓冲速作用。
五、物料传送和分拣机构
1.落料光电传感器:
检测是否有物料到传送带上,并给PLC一个输入信号。
(接线注意棕色接“+”、蓝色接“-”、黑色接输出)。
2.落料口:
物料落料位置定位。
3.金属料槽:
放置金属物料。
4.塑料料槽:
放置非金属物料。
5.电感式传感器:
检测金属材料,检测距离为2~5mm(接线注意接“+”、蓝色接“-”、黑色接输出棕色)。
6.电容式传感器:
用于检测非金属材料,检测距离为3~8mm(接线注意接“+”、蓝色接“-”、黑色接输出棕色)。
7.三相低速电动机:
驱动传送带转动,由变频器控制。
8.推料气缸:
将物料推入料槽,由单向电控气阀控制。
六、气动原理
本装置气动主要分为两部分:
1.气动执行元件部分有单出杆气缸、单出双杠气缸、旋转气缸。
2.气动控制元件部分包括单控电磁换向阀、双控电磁换向阀、磁性限位传感器。
七、气缸、气爪、电控阀使用
1.
气缸示意图
注:
气缸的正确运动使物料到达相应的位置,只要交换进出气的方向就能改变气缸的伸出(缩回)运动,气缸两侧的磁性开关可以识别气缸是否已经运动到位。
2.双向电磁阀示意图
注:
双向电控阀用来控制气缸进气和出气,从而实现气缸的伸出、缩回运动。
3.
单向电磁阀示意图
单向电磁阀示意图
注:
单向电控阀用来控制气缸单向运动,实现气缸的伸出、缩回运动。
与双向电控阀区别在双向电控阀初始位置是任意的可以控制两个位置,而单控初始位置是固定的只能控制一个方向。
4.气动手爪控制示意图:
注:
上图中手爪夹紧由单向电控气阀控制,当电控气阀得电,手夹紧.当电控气阀断电后,手爪张开。
第三章THJDME-1型光机电一体化实训考核装置电气控制说明
一、电气电路组成
本装置电气部分主要有电源模块、按钮模块、可编程控制器模块、变频器模块、三相减速电动机、接线端子排等组成。
所有的电气元件均连接到接线端子排上,通过接线端子排连接到安全插孔,由安全接插控连接到各个模块,提高实训考核装置的安全性。
二、模块说明及示意图
1.公用模块
电源模块:
三相电源总开关(带漏电和短路保护)、保险丝。
单相电源插座用于给外部设备供电,模块之间电源采用安全导线连接。
按钮模块:
提供多种不同功能的按钮和指示灯(DC24V)。
变频器模块:
欧姆龙3G3JV-AB004控制传送带电机转动。
所有功能端全部引出。
2.可选模块
PLC模块:
(1)三菱主机为FX1N-40MR-001内置开关量I/O(24路开关量输入/16路继电器输出);
(2)西门子主机为CPU224AC/DC/RLY内置数字量I/O(14路数字量输入/10路数字量输出)+数字量扩展模块EM223(8路数字量输入/8路数字量输出);(3)欧姆龙主机CPM2AH-40CDR-A内置开关量I/O(24路开关量输入/16路继电器输出),机箱内装有24V/5A的开关电源为系统提供直流24V电源。
三、
端子接线图
四、变频器的基本使用
1、实训目的
通过完成变频器使用实训,掌握3G3JV系列变频器的参数设置和使用方法。
2、实训内容
1.参数设置
2.端子排控制电机运行
3、实训步骤
系统上电
3.1.1把220V电源线接到变频器电源插座上。
3.1.2将电源开关打开,变频器上电。
变频器使用
3.2.1设置变频器为端子排操作模式,检测电机运行状态。
根据以上设置步骤,设置下列参数
a)恢复变频器为工厂设置值。
n01=8恢复到出厂设定
n32= 电机额定电流
b)V/F 模式设定
n10=255 最大电压
n11=最大电压频率
n13=220中间输出频率电压
n14=最低输出频率
n15=1最低输出频率电压
c)V/F 运转指令选择
n02=1 控制电路的端口区控制有效
n03=1 频率指令1(n21)有效
n05=1 控制电路的端口区控制
n06=1 控制台的STOP/RESET键无效
n16= 加速时间
n17= 减速时间
n21= 运行频率
以上各参数的详细含义请查看光盘中PDF文档说明
完成设置后按“确定”键,使“FREF”灯点亮。
连接导线
3.3.1根据下表所示,连接实训导线。
变频器输入端子
自锁按钮S1
功能
S1
S1常开端一端
启动信号
SC
S1常开端另一端
公共端
3.3.2导线连接完成后,按下“S1”自锁按钮,变频器启动,以设置的频率百分比运行,调节变频器旋钮可调整输出频率。
4.变频器端子功能表
变频器输入
输出端子
名称
功能
S1
正转/停止
ON时正转、OFF时停止
S2
多功能输入端子1
在N36设定(反转/停止)
S3
多功能输入端子2
在N37设定(外部异常:
A接点)
S4
多功能输入端子3
在N38设定(异常复位)
S5
多功能输入端子4
在N39设定(多段速度指令1)
SC
顺序输入公共端
S1~S5用公共端
FS
频率指令电源
频率指令用电源
FR
频率指令输入
频率指令用输入端子
FC
频率指令公共端
频率指令用公共端
RP
NC
NC
R+
NC
NC
R-
NC
NC
S+
NC
NC
S-
NC
NC
AM
模拟监控器输出
在N44设定(输出频率)
AC
模拟监控器输出公共端
AM公共端
MA
多功能接点输出A
在n40设定
MB
多功能接点输出B
MC
多功能接点输出公共端
MA,MB用公共端
5.变频器标准接线图
五、系统控制实训
1、实训目的
通过完成综合控制实训,掌握顺序控制、左移指令的综合运用。
2、实训内容
完成综合控制实训,观察系统运行情况。
3、实训步骤
系统上电
3.1.1把380V电源线接到电源插座上。
3.1.2将空气开关打到“开”位置,系统电源模块上电。
3.1.3PLC模块、变频器模块需要供电时,通过安全护套线接入交流220V电源。
3.1.4装置平台上系统需要供电时,由PLC模块提供DC24V电源。
平台接线区,三处直流供电区需短接。
系统连线:
根据下表所示,连接实训导线
输入部分:
序号
端子功能描述
三菱
西门子
欧姆龙
备注
1.
SB1系统启动
X0
0000
2.
SB2系统停止
X1
0001
3.
SQP11上料下限位光电传感器
X2
0002
4.
SQP12上料上限位光电传感器
X3
0003
5.
SCK11上料气缸下降限位传感器
X4
0004
6.
SCK12上料气缸提升限位传感器
X5
0005
7.
SQP21旋转左限位传感器
X6
0006
8.
SQP22旋转右限位传感器
X7
0007
9.
SCK21气动手臂伸出传感器
X10
0008
10.
SCK22气动手臂缩回传感器
X11
0009
11.
SCK23手爪提升限位传感器
X12
0010
12.
SCK24手爪下降限位传感器
X13
0011
13.
SCK25气动手爪传感器
X14
0100
14.
SQP31传送带入料光电传感器
X15
0101
15.
SQP32推料一电感式传感器
X16
0102
16.
SQP33推料二电容式传感器
X17
0103
17.
SCK31推料一伸出限位传感器
X20
0104
18.
SCK32推料一缩回限位传感器
X21
0105
19.
SCK33推料二伸出限位传感器
X22
0106
20.
SCK34推料二缩回限位传感器
X23
0107
输出部分:
序号
端子功能描述
三菱
西门子
欧姆龙
备注
1.
S1变频器运行
Y0
1000
2.
M转盘电机
Y1
1001
3.
HL正常绿色指示灯
Y2
1002
4.
BJ报警红色指示灯及信号
Y3
1003
5.
YV1提升物料
Y4
1004
6.
YV21旋转气缸反转
Y5
1005
7.
YV22旋转气缸正转
Y6
1006
8.
YV31气动手臂伸出
Y7
1007
9.
YV32气动手臂缩回
Y10
1100
10.
YV41手爪提升气缸下降
Y11
1101
11.
YV42手爪提升气缸上升
Y12
1102
12.
YV5手爪夹紧
Y13
1103
13.
YV6推料气缸一
Y14
1104
14.
YV7推料气缸二
Y15
1105
电源及公共端部分(系统低入高出):
序号
端子功能描述
三菱
西门子
欧姆龙
备注
1.
总电源交流220V输出(U、V、W任意相)
经过急停按钮的常闭触点,连接到PLC挂箱、变频器挂箱的交流220V输入的L端
2.
总电源交流220V输出(N零线)
连接到PLC挂箱、变频器挂箱的交流220V输入的N端
3.
PLC模块的DC输出+24V端
输出COM1~COM5
输入1M~4M输出2L~5L
输入COM
输出COM1~COM5
4.
PLC模块的DC输出GND端
输入COM
5.
变频器公共端SC
输出COM0
输出1L
输出COM0
6.
SB1、SB2常开公共端
PLC模块的DC输出GND端
7.
PLC模块的DC输出+24V端
端子接口板:
信号输入区2处+24V、输出区1处+24V(相邻的相同端子已连接)
8.
PLC模块的DC输出GND端
端子接口板:
信号输入区2处GMD、输出区1处GND(相邻的相同端子已连接)
9.
变频器U、V、W输出
交流电机的U、V、W输入
编制程序
3.2.1根据使用的PLC主机,在上位机上运行相应的编程软件。
3.2.2下载程序到PLC中,将PLC至“RUN”状态。
4、控制要求
按下启动按扭SB1后,系统正常标志绿色指示灯亮,PLC启动送料电机驱动放料盘旋转,物料由送料槽滑到物料提升位置,物料检测光电传感器开始检测;如果送料电机运行4秒钟后,物料检测光电传感器仍未检测到物料,则说明送料机构已经无物料,这时停机并报警,同时红色指示灯亮。
当物料检测光电传感器检测到有物料,将给PLC发出信号,由PLC驱动上料单向电磁阀上料,机械手臂伸出手爪下降抓物料,然后手爪提升臂缩回,手臂向右旋转到右限位,手爪下降将物料放到传送带上,传送带输送物料,传感器则根据物料性质(金属和非金属),分别由PLC控制相应电磁阀使气缸动作,对物料进行分拣。
最后机械手返回原位重新开始下一个流程。
按下停止按钮SB2,系统停止,绿色指示灯灭;上料单元及机械手立即复位,传送带传送完最后一个物料后停止。
5.系统运行样例程序,参考配套技术光盘。
六、
三菱PLC控制原理图
七、
西门子PLC控制原理图
八、
欧姆龙PLC控制原理图
附录一:
THJDME-1型光机电一体化实训考核装置元件接线图
附录二:
THJDME-1型光机电一体化实训考核装置装配图
 升级会员
升级会员 