技师焊工职业培训技能要求及相关知识.docx
《技师焊工职业培训技能要求及相关知识.docx》由会员分享,可在线阅读,更多相关《技师焊工职业培训技能要求及相关知识.docx(9页珍藏版)》请在冰豆网上搜索。
技师焊工职业培训技能要求及相关知识
技师焊工职业培训技能要求及相关知识
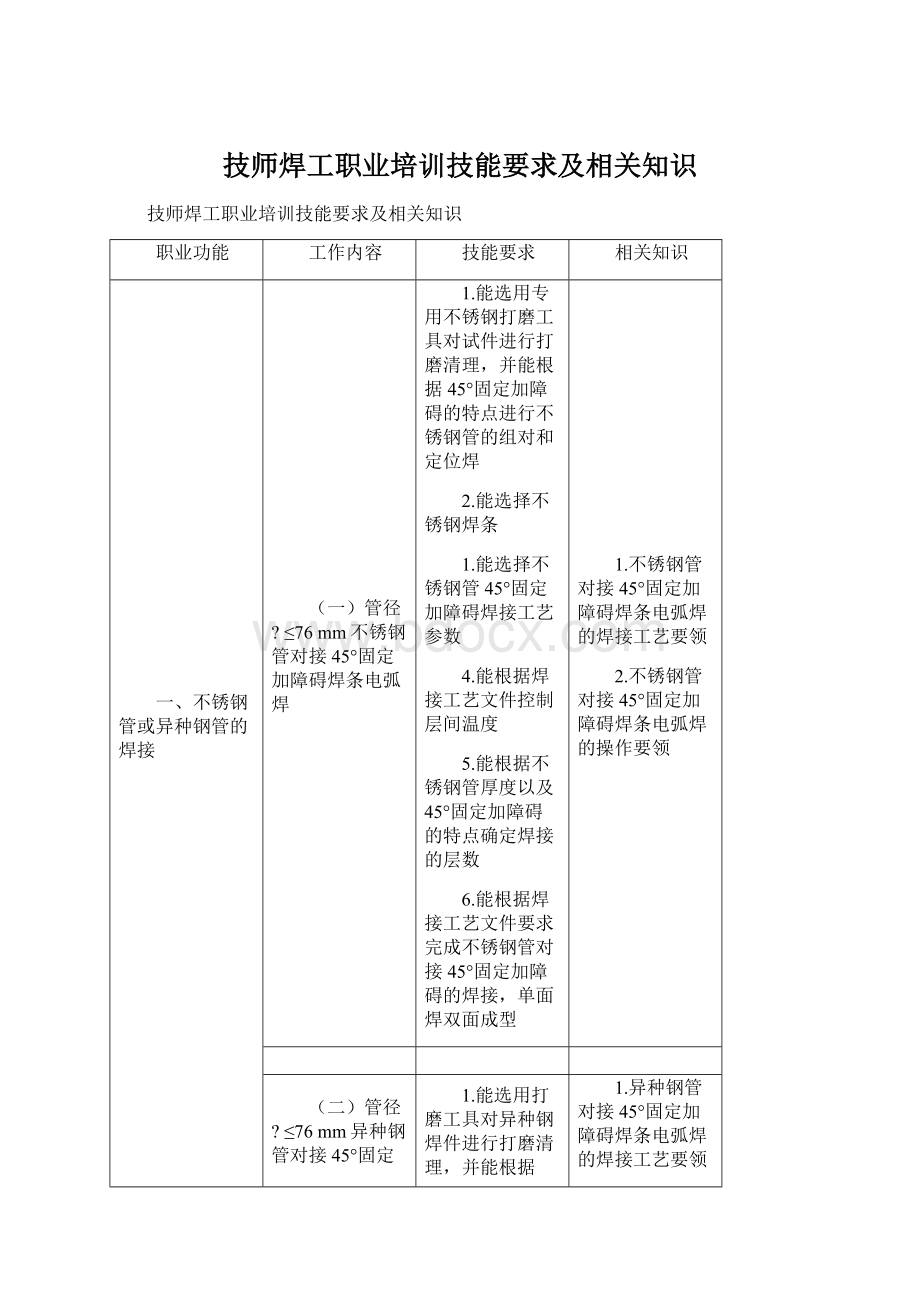
职业功能
工作内容
技能要求
相关知识
一、不锈钢管或异种钢管的焊接
(一)管径?
≤76mm不锈钢管对接45°固定加障碍焊条电弧焊
1.能选用专用不锈钢打磨工具对试件进行打磨清理,并能根据45°固定加障碍的特点进行不锈钢管的组对和定位焊
2.能选择不锈钢焊条
1.能选择不锈钢管45°固定加障碍焊接工艺参数
4.能根据焊接工艺文件控制层间温度
5.能根据不锈钢管厚度以及45°固定加障碍的特点确定焊接的层数
6.能根据焊接工艺文件要求完成不锈钢管对接45°固定加障碍的焊接,单面焊双面成型
1.不锈钢管对接45°固定加障碍焊条电弧焊的焊接工艺要领
2.不锈钢管对接45°固定加障碍焊条电弧焊的操作要领
(二)管径?
≤76mm异种钢管对接45°固定加障碍焊条电弧焊
1.能选用打磨工具对异种钢焊件进行打磨清理,并能根据45°固定加障碍的特点进行异种钢管的组对和定位焊
2.能选择异种钢焊条
1.能选择异种钢管45°固定加障碍焊接工艺参数
4.能根据焊接工艺文件控制层间温度
5.能根据异种钢管厚度以及45°固定加障碍的特点确定焊接的层数
6.能根据焊接工艺文件要求完成异种钢管对接45°固定加障碍的焊接,单面焊双面成型
1.异种钢管对接45°固定加障碍焊条电弧焊的焊接工艺要领
2.异种钢管对接45°固定加障碍焊条电弧焊操作要领
(三)管径?
≤76mm不锈钢管或异种钢管对接45°加排管障碍的手工钨极氩弧焊
1.能根据障碍情况制定焊接工艺实施方案
2.能根据障碍情况使用各种操作手法完成打底层、填充层、盖面层的焊接,单面焊双面成型。
1.能根据障碍情况调整手工钨极氩弧焊的焊接手法
1.小径不锈钢管或异种钢管对接45°加排管障碍的手工钨极氩弧焊焊接工艺实施方案
2.小径不锈钢管或异种钢管加排管障碍手工钨极氩弧焊工艺要领
1.小径不锈钢管或异种钢管加排管障碍手工钨极氩弧焊常见焊接缺陷及预防措施
二、高合金钢大径管的焊接
高合金钢管径?
≥168mm对接水平固定或垂直固定钨极氩弧焊打底、焊条电弧焊盖面焊接
1.能选择合适的高合金钢焊条和焊丝
2.能根据工艺文件选择管径?
≥168mm焊接工艺参数
1.能根据焊接工艺文件要求进行高合金钢管的焊前预热
4.能根据焊接工艺文件要求完成高合金钢管的焊接,单面焊双面成型
5.能根据焊接工艺文件要求进行后热与焊后热处理
1.高合金钢焊条的基本知识
2.高合金钢的焊接性
1.高合金钢钨极氩弧焊打底、焊条电弧焊盖面的焊接工艺
4.高合金钢钨极氩弧焊打底、焊条电弧焊盖面的操作要领
5.管径?
≥168mm高合金钢管的后热与焊后热处理工艺
三、铸铁的焊补
铸铁的焊条电弧焊焊补
1.能根据铸铁的种类选择合适的铸铁焊条
2.能根据需要制备铸铁焊补的坡口
1.能完成铸铁焊补试件的清理
4.能根据实际情况选择预热方式与预热温度
5.能根据工艺文件选择铸铁焊补的焊接工艺参数,缩小热影响区的宽度。
6.能采取工艺措施减少铸铁焊补的焊接残余应力
7.能根据工艺文件对铸铁焊缝外观质量进行自检
1.铸铁的种类和性能
2.铸铁的焊接性
1.铸铁的焊条电弧焊,电弧冷焊的基本知识
4.铸铁焊补的焊接要领
5.铸铁焊补的操作要领
6.焊条电弧焊铸铁焊补试件检查的知识
四、铝及其合金的焊接
(一)铝及其合金薄板对接平焊位置(加衬垫)的熔化极脉冲氩弧焊
1.能选择铝及其合金的焊丝
2.能进行铝及其合金薄板试件的清理、组对和定位焊
1.能根据工艺文件选择合适的焊接工艺参数
4.能根据焊接工艺文件完成铝及其合金薄板的熔化极脉冲氩弧焊
1.铝及其合金的分类及性能
2.铝及其合金的焊接性
1.铝及其合金的焊前准备及焊件清理
4.铝及其合金熔化极脉冲氩弧焊焊接材料的选择原则
5.铝及其合金薄板的熔化极脉冲氩弧焊工艺要领
6.铝及其合金薄板的熔化极脉冲氩弧焊操作要领
(二)铝及其合金薄板对接平焊位置(加衬垫)的钨极氩弧焊
1.能制定铝及其合金薄板对接平焊位置的钨极氩弧焊焊接工艺
2.能根据工艺文件选择铝及其合金薄板对接平焊位置的焊接工艺参数
1.能预防焊接变形
4.能使用各种操作手法完成打底层、填充层、盖面层的焊接,并实现加衬垫的单面焊双面成型
1.铝及其合金薄板平焊位置的钨极氩弧焊焊接工艺
2.铝及其合金薄板焊缝理化性能和热处理相关知识
1.铝及其合金钨极氩弧焊焊接材料的选择原则
4.铝及其合金薄板对接平焊位置的钨极氩弧焊工艺要领
5.铝及其合金薄板对接平焊位置的钨极氩弧焊操作要领
6.铝及其合金常见焊接缺陷及预防措施
7.铝及其合金焊缝质量检验知识
五、钛及其合金的焊接
钛及其合金板的熔化极氩弧焊
1.能选择钛及其合金焊丝
2.能进行钛及其合金板试件的清理、组对和定位焊
1.能根据工艺文件选择钛及其合金板熔化极氩弧焊的焊接工艺参数
4.能根据焊接工艺文件完成钛及其合金板的熔化极氩弧焊
1.钛及其合金的分类和性能
2.钛及其合金的焊接性
1.钛及其合金熔化极氩弧焊的焊前准备及清理
4.钛及其合金熔化极氩弧焊的焊接材料
5.钛及其合金熔化极氩弧焊过程中的焊缝保护
6.钛及其合金熔化极氩弧焊焊接的工艺要领
7.钛及其合金熔化极氩弧焊的操作要领
六、铜及其合金的焊接
铜及其合金板的熔化极氩弧焊
1.能选择铜及其合金焊丝并进行清理
2.能进行铜及其合金试件清理、组对和定位焊
1.能根据工艺文件选择铜及其合金板熔化极氩弧焊的焊接工艺参数
4.能根据焊接工艺文件完成铜及其合金板的熔化极氩弧焊
1.铜及其合金的分类和性能
2.铜及其合金的焊接性
1.铜及其合金熔化极氩弧焊的焊前准备及清理
4.铜及其合金熔化极氩弧焊的焊接材料
5.铜及其合金熔化极氩弧焊的焊接工艺要领
6.铜及其合金熔化极氩弧焊的焊接操作要领
七、新型材料的焊接
(一)镍、锆、钛、铂及其合金的熔焊
1.能选择焊接方法
2.能选择焊接材料
1.能根据工艺文件确定焊接工艺参数
4.能完成镍、锆、钛、铂及其合金的熔焊
5.能按照镍、锆、钛、铂及其合金的熔焊工艺文件要求进行焊缝自检、返修、修补
6.能解决镍、锆、钛、铂及其合金等新型材料熔焊中出现的技术难题
1.镍、锆、钛、铂及其合金材料及其焊接性
2.镍、锆、钛、铂及其合金的常用熔焊方法及操作要领
(二)低温钢、高合金细晶粒钢的熔焊
1.能选择合适的焊接方法
2.能选择合适的焊接材料
1.能根据工艺文件确定焊接工艺参数
4.能完成低温钢、高合金细晶粒钢的熔焊
5.能按照低温钢、高合金细晶粒钢的熔焊工艺文件要求进行焊缝自检、返修、修补
6.能解决低温钢、高合金细晶粒钢熔焊中出现的技术难题
1.低温钢、高合金细晶粒钢等材料及其焊接性
2.低温钢、高合金细晶粒钢等的常见熔焊方法及操作要领
八、焊接生产
(一)工艺制定
1.能根据焊接工艺要求进行材料的焊接性试验
2.能根据焊接工艺评定文件进行工艺评定试件的焊接
1.能编制焊接技术交底卡(焊接工艺卡)
1.焊接性试验
2.焊接工艺评定
1.焊接技术交底卡(焊接工艺卡)
(二)焊接设备的使用
1.能进行焊接设备的验收
2.能进行焊接设备故障分析
焊接设备知识
(三)焊接质量验收
1.能进行焊接接头的质量检查
2.能撰写质量检查报告
1.能进行焊接接头的缺陷分析
1.焊接接头质量验收标准
2.质量检查报告的撰写要求
(四)工装卡具的应用
1.能根据实际工作情况进行工装卡具的选择
2.能进行工装卡具的改进
工装卡具知识
九、焊接技术管理
(一)焊接生产管理
1.能进行成本核算
2.能进行定额管理
1.成本核算
2.定额管理
(二)技术文件编写
1.能进行技术总结
2.能撰写技术论文
1.技术总结内容和方法
2.技术论文内容和方法
(三)焊工培训
1.能编制初级、中级、高级焊工技能培训教案
2.能利用教学仪器向初级、中级、高级焊工讲解技能操作要领
1.焊工培训和考核的意义
2.国内焊工培训和考核的标准
1.初级、中级、高级焊工技能培训教案的编制方法
 升级会员
升级会员 