有机肥加工技术与工艺路线调研.docx
《有机肥加工技术与工艺路线调研.docx》由会员分享,可在线阅读,更多相关《有机肥加工技术与工艺路线调研.docx(10页珍藏版)》请在冰豆网上搜索。
有机肥加工技术与工艺路线调研
2沼渣加工有机肥工艺及技术路线
2.1沼渣成分
沼渣是有机物经厌氧发酵产生的有机产物,不仅含有30%~50%的有机质、10%~20%的腐殖酸、0.8%~2.0%的全氮(N)、0.4%~1.2%的全磷(P)、0~2.0%的全钾(K)元素,还含有Zn、Se、Mg、各种氨基酸、维生素、生长素和各种活性酶等微量元素,营养成分丰富,易被植物吸收,也含有吲哚乙酸、乳酸菌、芽孢杆菌、赤霉素等,可促进植物生长、杀死病菌和虫卵,因此沼渣既是肥料又是生物农药。
2.2工艺技术路线
2.2.1工艺概述
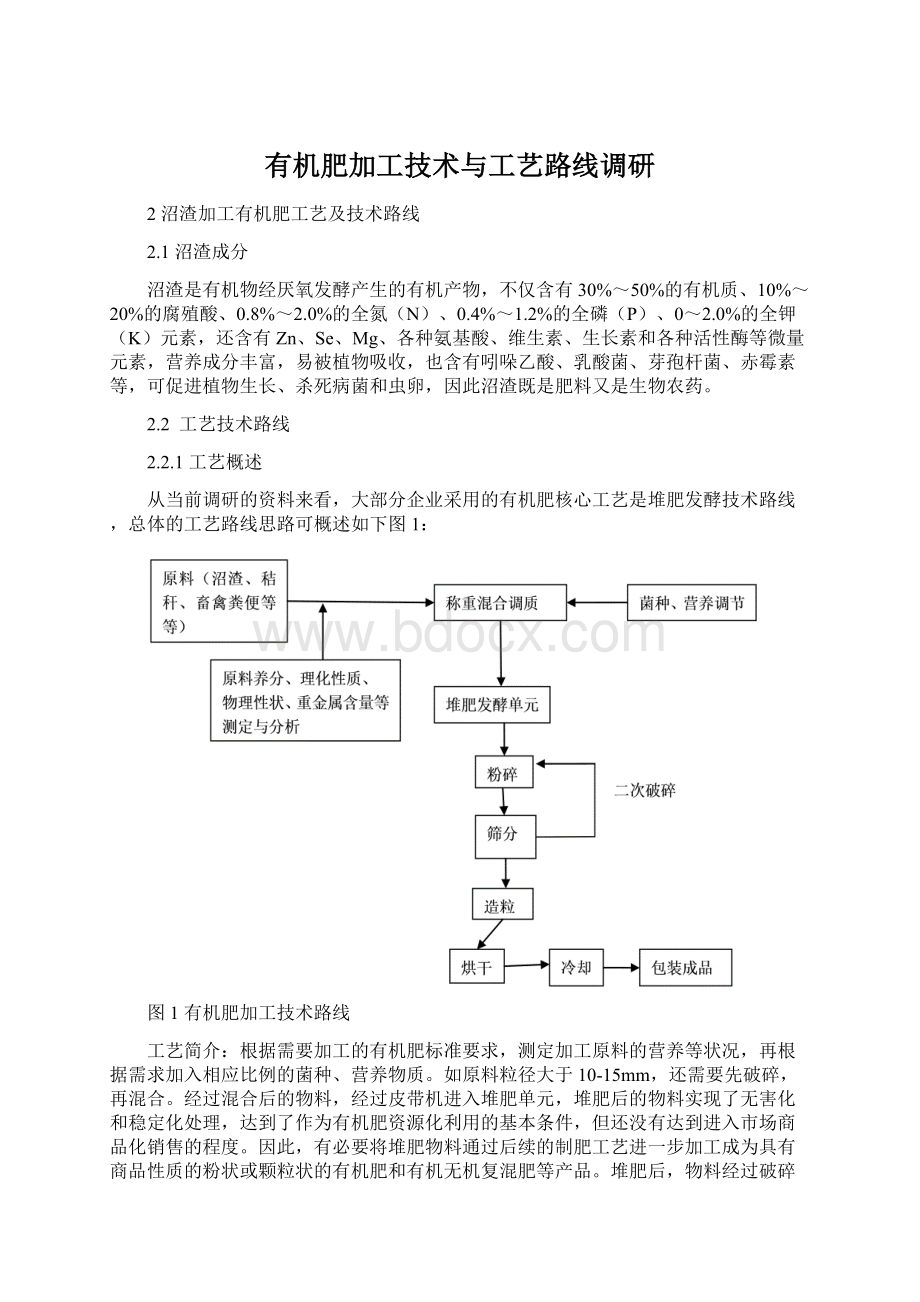
从当前调研的资料来看,大部分企业采用的有机肥核心工艺是堆肥发酵技术路线,总体的工艺路线思路可概述如下图1:
图1有机肥加工技术路线
工艺简介:
根据需要加工的有机肥标准要求,测定加工原料的营养等状况,再根据需求加入相应比例的菌种、营养物质。
如原料粒径大于10-15mm,还需要先破碎,再混合。
经过混合后的物料,经过皮带机进入堆肥单元,堆肥后的物料实现了无害化和稳定化处理,达到了作为有机肥资源化利用的基本条件,但还没有达到进入市场商品化销售的程度。
因此,有必要将堆肥物料通过后续的制肥工艺进一步加工成为具有商品性质的粉状或颗粒状的有机肥和有机无机复混肥等产品。
堆肥后,物料经过破碎筛分,满足有机肥规定的尺度要求,再进入造粒、烘干、冷却单元,称重包装,完成成品的生产。
其中,有机-无机复混肥是在有机肥料的基础上添加了对应的化肥营养原料,如尿素(碳酰二胺、碳酰胺、脲)、氯化钾等成分。
2.2.2工艺控制条件:
在这种堆肥化过程中,有机物由不稳定状态转化为稳定的腐殖质物质,对环境尤其是土壤环境不构成危害,堆肥化产物称为堆肥。
调节堆肥物料的碳与氨,控制适当的水分、温度、氧气与酸碱度和选择高效发酵微生物一直被认为是堆肥的关键。
采用堆肥方法处理后的物料臭气较少,容易干燥,容易包装、撤施。
影响堆肥的条件有:
1水量:
原料的含水量一般保持在55%左右,含水量过大,物料间隙含氧不能满足微生物菌对氧的需求;含水量过小,可溶有机质流动性变差,阻止养分对微生物的供应。
初期发酵可采用“充填干基质”结合“发酵后物料回流”调整水分,其中“发酵后物料回流”法还带回大量生物酶,有助于起温发酵。
如物料含水量过大,需在初始建堆场地设隔栅板地面,进行固液分离,渗漏液可作发酵中后期补水,也可视养分用于液态肥生产。
②氧量和温度:
好氧堆肥的实际翻堆和暴气通风时间根据堆温实施控制。
初期起温后翻堆有利于菌种活跃,堆温升高。
当温度升高时翻堆,可造成温度下降并再次升温。
堆温不能超过70摄氏度。
否则大量微生物呈孢子状态或休眠、死亡,发酵剂中多数功能微生物的活性几乎为零。
③pH值:
原料pH值要求中性,偏离此范围,要对物料进行酸碱度调节。
在堆肥过程中,物料的Ph值会随着发酵阶段的不同而变化,一般对堆肥无大影响。
④C/N比:
堆肥过程中,微生物一般每消耗25克有机碳要吸收1克氮素。
因此C/N一般控制在25左右,C/N过高,有机物起温后难维持,分解速度慢,发酵周期长。
C/N过低,温度上升缓慢,氮过量以至以氨气形式释放,不仅散发难闻气味,还造成养分流失。
因此,C/N不合适要调节。
⑤团粒度:
用设备控制在15—30毫米为宜,物料发酵堆始终成一种富有弹性的蓬松状态。
团粒度过小、过大,透气性都差,易成厌氧发酵。
2.2.3工艺各单元介绍:
1)堆肥发酵系统
传统的堆肥为自然堆肥法,无需设备但占地大、腐熟慢、品质差、效率低,而且劳动强度大、周围环境恶劣。
现代好氧堆肥是利用堆肥设备使牛粪等在有氧条件下利用好氧微生物作用达到稳定化、无害化,进而转变为优质肥的方法。
比较而言,好氧堆肥具有工艺简单、投资少、运行费低的特点,能有效杀灭病原微生物,是一种安全、有效、经济的合理处置方式。
下面介绍两种常见的堆肥设备。
(1)条垛翻堆机
条垛翻堆作业建议采用专业的翻堆机,替代高强度人工翻堆或铲车翻堆。
机械化高效连续翻堆作业可显著改善三角形或梯形料堆的通风供氧,从而加快物料发酵腐熟和去除水分。
该翻堆机一般应具有破碎、搅拌、翻抛和堆垛功能。
其结构特点表现为:
翻抛滚筒可液压升降,便于调节作业高度;滚筒螺旋叶片可拆卸,维修更换便捷;采用液压马达驱动履带,附着力好,地面通过能力强;整机行走转弯灵活,可以原地掉头,提高物料堆放场地利用率。
(2)太阳能槽式堆肥设备
包括槽式翻抛机、布料机、移行机及太阳能发酵车间等。
翻抛机工作幅宽以6m为宜,一般料层高度0.8~1.2m。
翻抛机可在发酵槽轨道上行走,边走边对物料进行翻抛、破碎和混合,促使物料快速发酵、升温,使料层内部的水分能够快速蒸发散失。
翻抛机应能实现快速空驶移动,具有自动控制作业功能。
翻抛机配套布料机和移行机可以显著提高作业效率。
布料机可以将发酵原料均匀地分层铺撒在发酵槽内;移行机可将翻抛机和布料机从一个发酵槽移到另一个发酵槽轮流作业,提高设备利用率,实践证明,效果很好。
2)配料粉碎混合系统
本系统作用是将堆肥后的物料和氮磷钾无机肥料及其他添加物等各种原料按一定比例进行粉碎、配比和混合。
根据多年经验,设备配套建议如下:
采用立式粉碎机粉碎牛粪堆肥物不易粘壁,不易堵塞,多层紊流链锤结构改善粉碎性能;采用连续式自动配料系统适合有机肥原料的动态计量及配料控制;混合作业配置双轴连续式混合机,密封性好,粘湿物料不易在搅拌轴根部粘附。
3)制粒成型系统
本系统的作用是将粉碎配料混合完备后的物料制成颗粒。
制粒适宜采用平模制粒机,其优点是:
原料适应性广,尤其适合有机物料,对原料密度、原料水分要求宽泛,原料不需要烘干;压辊直径大,模板可正反双面使用,物料均布于压缩室内,造粒稳定,颗粒成型率高,成品颗粒外观均匀不易破碎;整个制粒成型过程不加水,节省后续颗粒烘干的成本;原料粉碎细度要求不高,制粒原料(堆肥后)一般不需细粉碎,细小石子能直接碾碎,不易堵塞压盘模孔。
调研发现,除堆肥工艺外,有机肥生产过程中的造粒单元将影响有机肥的品质较大,主要是肥料营养均匀性等方面。
根据生产工艺要求,目前生物有机肥常用的造粒方式主要有圆盘造粒和挤压造粒二种。
因不同的造粒方式对原料的要求不同,故生物有机肥的生产工艺存在差异。
目前,国内生物有机肥的生产工艺主要有以下几种。
(1)圆盘混合造粒流程
圆盘混合造粒工艺流程简图如流程2。
原料干燥除去一定水分后(干燥时,即对原料进行了灭菌处理)进行破碎,然后加入一定量酸碱调节载体pH后与无机肥部分混合均匀,送入圆盘造粒机,在成粒过程中喷入一定量菌剂,成粒的产品再进行低温烘干、筛分后,即可得成品。
图2圆盘混合造粒流程
(2)混合后挤压造粒流程
混合后挤压造粒流程简图如流程图3。
原料干燥到含水量低于10%后,破碎,然后与酸碱调节剂、无机化肥、微生物菌剂混合均匀后,送入造粒机造粒,过筛后即得产品。
图3混合后挤压造粒工艺流程
(3)挤压造粒后喷加菌剂流程
挤压造粒后喷加菌剂流程简图如流程图4,工艺流程与混合挤压造粒基本相同,但微生物菌剂的加入是在成粒后。
图4挤压造粒后喷加菌剂工艺流程
通过对上述生产工艺的比较,有研究表示圆盘造粒后低温烘干工艺,虽一次性投资较大,但产品质量较好,产品可混性好,有利于产品投放市场。
而采用挤压造粒,因粒子强度较差,带粉率高,产品质量难以保证,而且其形状独特,不便于与其它复肥粒子混合。
因此,在条件许可的情况下,生物有机肥以圆盘造粒后低温烘干工艺为佳。
4)筛分及回料系统
从制粒成型系统输出的颗粒料,粒径有一定差异,需要筛分分级。
选用的回转式筛分机要求振动小,噪音低,换筛方便,且装有筛面清理装置。
建议配备自动回料系统,筛分不合格的大、小颗粒物料,经过皮带提升机输送出来,重新粉碎后送至制粒机继续造粒,有助于提高生产线的连续作业能力。
5)颗粒烘干系统
本系统作用是将筛分后的颗粒进一步去除水分,达到有机肥含水率的标准要求。
颗粒烘干一般采用高效率的滚筒式烘干机,烘干同时改善颗粒成型。
6)颗粒冷却系统
该系统的作用是实现烘干后颗粒物料的冷却,有助于颗粒储存保质。
烘干机输出的热颗粒物料从上方进入到逆流冷却器内,干燥空气在冷却风机的作下,由冷却器的下部进入,与由上部落下的湿热颗粒进行充分的冷热交换。
经过冷却后。
颗粒温度与环境温度之差小于5℃。
具有气动系统控制的摆动式翻板卸料机构,卸料速度可调,卸料均匀、流畅。
与滚筒冷却机冷却有机肥相比,逆流冷却器的优点是:
占地少,价格低,冷却效果好。
7)成品打包系统
冷却后的颗粒物料,经过斗式提升机输送进入到成品仓内。
颗粒物料通过自动打包秤,实现定量称量和包装。
自动打包秤采用微电脑控制,可实现多量程的
计量,具有称量精度高、自动夹包、缝包、自动去皮重和检测功能.其优点是人工打包所不能比拟的。
8)控制系统
整个生产线设备众多,为保证连续化生产的正常有序,控制系统推荐采用中央控制室集中显示、集中控制和现场控制相结合的方式,在控制室里设置控制柜、带有模拟屏的操纵台和计算机系统。
通过模拟屏可对设备实现启停操作,对于相距较远的制粒机等设备配备有现场控制柜,便于现场操作。
通过计算机按配方实时控制配料混合系统,可动态监测设备运行状态,具有配方和批次的设置、修改、存储功能。
具有各种不同物料和总产量的班、日、月报表生成和打印功能。
方便生产管理。
2.2.4有机肥生产常见设备:
表1沼渣有机肥主要生产设备
设备名称
规格型号
功率
/KW
数量/台
备注
行走式推翻机
160型
2
邯郸金台化工集团有限公司专利产品
螺旋输送机
4m
2
1
均匀送料装置
湿料粉碎机
60型
30
1
第4代卧式粉碎机,入料口经改进,不堵料
烘干机
1.2m×12m
7.5
1
筒体板厚12mm锟带,齿圈,托锟均采用铸钢件
冷却机
1.2m×12m
7.5
1
同上
筛分机
1.2m×4m
4
1
滚筒筛分机双极筛分,3个出口,筛网孔径根据需要进行选配
皮带机
B500
3×6
58m
采用4层人字皮带,双托锟设计
引风机
4-72-4c
5.5×2
2
—
收尘机
2
自行施工
热风炉
1
自行施工
圆盘造粒机
3000
7.5
1
直径3m圆盘造粒机,背面采用辐射筋板加固,结实耐用
卧式混合机
900×1500
5.5
1
卧式混合机采用双螺带设计,适合搅拌湿料
2.2.5主要生产技术指标
表3生产技术指标
指标项目概况
指标项目概况
淋水时间:
24~72h
发酵时间:
72~120h
发酵温度:
50~60℃
风干时间:
24~72h
风干温度:
25~40℃
粒度:
0.5~3.0mm
水分含量:
≤15%
N、P、K含量:
可依需要确定
2.2.6产品质量指标
生产各类有机肥均按相应的国家标准。
2.2.7其他资料
对于有机肥的工艺达到共识有:
采用沼渣、腐植酸、动植物残体、人畜禽粪便和农副产品加工剩下的有机废渣及农作物秸秆、发酵菌剂及N、P、K等为原料,生产有机肥的工艺设备简单,成本低、效益好,既治理环境、减少污染,又变废为宝生产新型肥料。
项目技术工艺成熟,原料易得,投资少,见效快,投资回收期短,市场前景看好。
2.3有机肥生产模式的障碍因素分析:
1)生产商品肥料的物料供应问题
大中型沼气池发酵残余物用于生产商品有机肥,确实可以大幅度提高经济效益,而如以畜禽粪便为主要原料加工有机肥,在养殖场牲畜批量出栏后,会出现生产肥料的原料供应不足问题。
我们项目的沼渣大部分来源于秸秆,在前期发酵原料保障的情况下,有机肥生产物料的供应问题不存在。
2)肥料生产与销售问题
肥料生产中存在不稳定因素:
一个是原料供应数量问题,另一个是原料质量问题,或者说是沼液、沼渣的成分、性质问题。
液态生物有机肥对原料的成分、酸碱性要求较严格,而收集的沼液、沼渣成分性质差异较大(如生产原料是以企业自产自供为主,其自供原料成分性质相对稳定)。
我们项目原料较为稳定,但是在后期原料有变动的情况下,一旦这套管理模式正常运行后,必然面临日常原料化验与配方调整以及由此带来的成本费用等问题。
目前,肥料产品市场开发并不像预期的那么理想,肥料市场纷繁复杂,新产品层出不穷,开拓市场成本较高,而本地市场需求量也不很稳定,给肥料销售带来考验,需要不断探索加以解决。
我们再和潜在有机肥合作企业交流后,必须明确有机肥的销售渠道与销售量、销售价格问题。
2.4沼液生产液态有机肥的工艺
工艺概况:
沼液经化学方法沉降(主要是处理沼液中的腐殖酸)后,经酸化、分离,根据供肥区土壤状况和作物种类添加适宜的有益微生物和微量元素,再经络合即可形成液态商品有机肥;沼渣处理工艺相对简单,只需烘干、混配(微量元素和有益微生物)、造粒即可。
液态有机肥生产的工艺流程见图5。
图5液态有机肥生产流程图
2.5有机肥工艺发展趋势
(1)有机肥生产线的研发优化配套。
目前国内有机肥生产线主要设备翻料机、筛选机、造粒机等均有成熟产品。
在调研的基础上,择优选型,引进专门的沼渣处理机,研制开发高效混料机,菌剂、营养调节剂精量供给机,使有机肥生产中菌种添加更加合理,营养调节剂调整更精确。
(2)技术装备、工艺的配套集成优化,产业化示范。
对沼渣高效综合利用技术的处理工艺与设备进行整体集成研究,将粉碎机、高效混合机、翻料机、制粒机等肥料生产设备作为一个整体,形成新的有机肥生产线,同时针对现有有机肥混合机存在的缺点,研制开发高效肥料混合机,使肥料、菌种、营养调节剂充分混合,减少菌剂用量,缩短发酵时间,提高发酵程度,提高有机肥颗粒肥效一致性。
3有机肥经济性调研
整个经济性分析,以一条有机肥生产线投资收益分析来阐述,如下:
3.1单位产品成本调研
名称生物有机肥
(1)有机原辅材料100元
(2)发酵菌剂80.0元
(3)多抗功能菌剂180.0元
(4)无机原料N、P、K等190.0元
(5)pH调节剂50.0元
(6)包装材料70.0元
(7)固定资产折旧37.0元
(8)资金利息5.0元
(9)能源费用(电)50.0元
(10)人员工资25.0元
(11)销售费用150.0元
合计每吨成本费用937元
注:
按有效养分12%计
3.2产品效益调研
1)销售收入
目前项目沼渣量58.7吨每天,按350天生产期预算,沼渣含固率14%,有机质含量30%左右,则可预计年生产有机肥9587吨/年。
生物有机肥1200元/吨出厂,年生产9587吨,销售收入1200万元。
2)投资利税总额(按达产后计算)
投资利税总额=销售收入-生产成本
=1150万元-927万元
=223万元
3.3项目有机肥板块投资调研
根据网络调研年产2万吨有机肥生产项目方案介绍,总投资460万元,其中设备投资320万元,土建投资80万元,建设期6个月。
从市场状况来看,高效固体有机复合肥的价格为每吨1000~3500元;高效液体有机复合肥的价格为每吨1万~2万元。
由此可见,将厌氧发酵残余物沼液、沼渣深加工成商品有机肥,其经济价值可增加10几倍到30倍。
 升级会员
升级会员 