振动磨机之控制参数分析.docx
《振动磨机之控制参数分析.docx》由会员分享,可在线阅读,更多相关《振动磨机之控制参数分析.docx(10页珍藏版)》请在冰豆网上搜索。
振动磨机之控制参数分析
2振动磨机的控制参数分析
2.1振动磨机原理
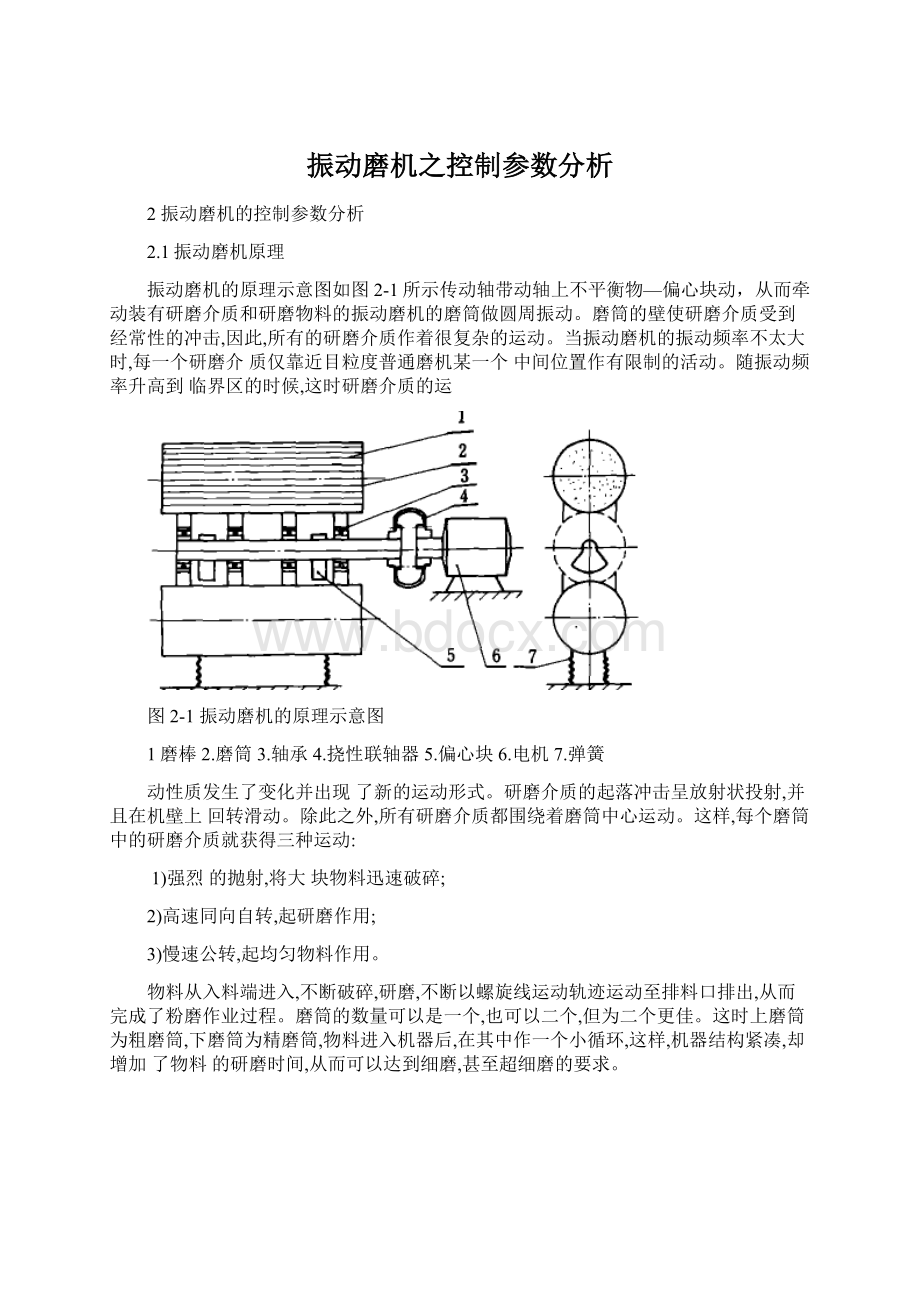
振动磨机的原理示意图如图2-1所示传动轴带动轴上不平衡物—偏心块动,从而牵动装有研磨介质和研磨物料的振动磨机的磨筒做圆周振动。
磨筒的壁使研磨介质受到经常性的冲击,因此,所有的研磨介质作着很复杂的运动。
当振动磨机的振动频率不太大时,每一个研磨介质仅靠近目粒度普通磨机某一个中间位置作有限制的活动。
随振动频率升高到临界区的时候,这时研磨介质的运
图2-1振动磨机的原理示意图
1磨棒2.磨筒3.轴承4.挠性联轴器5.偏心块6.电机7.弹簧
动性质发生了变化并出现了新的运动形式。
研磨介质的起落冲击呈放射状投射,并且在机壁上回转滑动。
除此之外,所有研磨介质都围绕着磨筒中心运动。
这样,每个磨筒中的研磨介质就获得三种运动:
1)强烈的抛射,将大块物料迅速破碎;
2)高速同向自转,起研磨作用;
3)慢速公转,起均匀物料作用。
物料从入料端进入,不断破碎,研磨,不断以螺旋线运动轨迹运动至排料口排出,从而完成了粉磨作业过程。
磨筒的数量可以是一个,也可以二个,但为二个更佳。
这时上磨筒为粗磨筒,下磨筒为精磨筒,物料进入机器后,在其中作一个小循环,这样,机器结构紧凑,却增加了物料的研磨时间,从而可以达到细磨,甚至超细磨的要求。
图2-2传动轴带动轴上不平衡物
1偏心块2.主轴3.轴承和轴承座
2.2动力学分析
振动磨机属于线性非共振式惯性振动机它的力学模型如图2-3所示。
以力学模型图为依据,按照达伦培尔原理,可以建立机体的振动方程。
参看图,作用振动体上的包括机体惯力、阻尼力、弹性力和激振力。
在振动的每一瞬时,这些力的和应为零。
换句话说,振动系统中作用于质量上的所有力的和应为零,所以可写出下列振动方程:
(2—1)
式中
图2-3
式中
m—振动机体的计算质量,
(2—2)
—振动机体的实际质量;
—物料的结合系数;
—物料的实际质量;
f—等效阻力系数;
K—隔振弹簧在垂直方向上的刚度;
—偏心块的质量;
r—偏心块的偏心距;
—传动轴的回转角速度;
—振动机体在方向和方向的位移速度和加速度。
当振动磨机正常工作时机体在方向和方向的位移应有如下形式
(2—3)
(2—4)
式中
—机体在y方向和x方向的振幅;
—y方向和x方向的激振力对位移的相位差角。
由式(2—3)求出机体沿y方向和x方向的速度和加速度代入(2—1)式就可以求出y方向上及x方向上振动磨机机体的振幅及相位差角:
(2—5)
(2—6)
(2—7)
(2—8)
式中
—机体在y方向的计算质量;
(2—9)
—机体在x方向的计算质量;
(2—10)
由式(2—3)可得以下椭圆方程
(2—11)
当振幅
和
接近相等时,运动轨迹为圆形。
图2-4表示了按式出的幅频响应曲线在方向,当工作频率等于固有频率
时,真副将显著增大。
在x方向,弹簧刚度等于零,所以振幅
等于常数。
振动磨机通常工作在远超共振的AB区段内。
图2-4
2.3影响振动粉磨过程的基本因素
2.3.1振动频率和振幅
振动频率和振幅对振动粉磨过程有着首要的影响。
它们决定着研磨介质的加速度和工作强度,决定着作用于磨机的能量振动频率,即振动磨机在一分钟内的圆周振动次数,等于电动的回转次数,因为电动机的轴通过挠性联轴器与振动磨机的振动轴直接联接在一起。
振幅,即轨迹的平均半径。
它决定于激振器回转运动所产生的激振力的大小,振动磨机机体与激振的重量,磨筒与被磨物料的重量振幅随磨筒机体和被磨物料重量的增加而减小。
图2-5为振动频率对振动磨机工作的影响曲线
图2-5
图2-6为振幅对振动磨机工作的影响曲线
图2-6
从以上两图可以看出,振动频率比振幅对振动粉磨的动力学的影响要大得多
图2-7说明,加速度不足以代表振动粉磨过程。
图2-7表示加速度大致相同但振动频率及振幅不同的试验结果。
可以看出,在同一个加速度范围内频率大和振幅小的粉磨过程的强度要比频率小而振幅大的粉磨过程的强度大得多。
图2-7
可见振幅的加大仅能增加个别研磨介质的冲击,而增加振动次数不仅可以保证增加个别研磨介质的冲量,并且可以保证增加研磨介质对被磨物料的用次数,显然这对细磨是的。
仅在粗磨颗粒较大的物料时,在过程的最初阶段振幅的作用比频率大。
2.3.2粉磨时间
粉磨时间对产品的细度也有很大影响。
由图2-8所示曲线性质说明,随粉磨时间的增加,不同振动次数下所得产品的细度越高,并且差别越来越大。
图2-8
2.3.3研磨介质的尺寸
研磨介质的尺寸会对研磨介质给予所磨物料的冲击,研磨作用以及作用次数产生影响。
每一直径的磨棒的冲击作用决定于体积或者说是截面积。
因为磨棒质量是与其体积V成正比的,当速度v不变时,冲量又与磨棒质量成正比。
图2-9
由图2-9可见,磨棒直径在一之间磨出产品细度较高,但对不同的被磨物料和产品细度要求,对磨棒直径选择也不
2.3.4研磨介质和被研磨物料的填充度
所谓添充度就是指研磨介质和被磨物料的体积之和与磨筒总体积之比
图2-10
从图2-10中可以看出,当磨筒的全部容积处于磨棒作用的条件下,则振动磨机产量最高。
填充度越低,研磨作用所达不到的自由空间也就愈大,而在这区域中的物料几乎就得不到研磨,所以就降低了振动磨机的工作效率。
当填充度。
大约为0.75一0.85时,磨机的整个内壁都给研磨介质以冲击力,这对被磨物料研磨作用。
当填充度近似为1时,研磨介质的运动要受到限制,而它们这时对被磨物料的作用是非的。
2.3.5研磨介质与被磨物料数量之间的比例
研磨介质与被磨物料数量之间的比例对成品的细度、振动磨机的产量以及率有直接影响。
磨棒与被磨物料的数量比越大,则振动研磨就越强烈。
当此比值小时,则过多的被磨物料起了“枕垫”作用,妨碍研磨。
随着体积比值的增加,由于对单位重量物料的冲击次数增加,则磨棒的作用力越大,但同时,振动磨机的产量也会因被磨物料量的减少而下降。
如果这个比值过大,那么磨棒大部分外表面就不会被物料掩盖住,透样大部分的能量就将无为地消耗在磨棒之间的直接碰接和摩擦上,也会增加磨棒的磨损率。
 升级会员
升级会员 