钢筋的制作及加工方案.docx
《钢筋的制作及加工方案.docx》由会员分享,可在线阅读,更多相关《钢筋的制作及加工方案.docx(21页珍藏版)》请在冰豆网上搜索。
钢筋的制作及加工方案
4.1钢筋的制作及加工
4.1.1钢筋除锈
钢筋的表面应洁净。
油渍、漆污和用锤敲击时能剥落的浮皮、铁锈等应在使用前清除干净。
在焊接前,焊点处的水锈应清除干净。
钢筋的除锈,一般可通过以下两个途径:
一是在钢筋冷拉或钢丝调直过程中除锈,对大量钢筋的除锈较为经济省力;二是用机械方法除锈,如采用电动除锈机除锈,对钢筋的局部除锈
较为方便。
此外,还可采用手工除锈(用钢丝刷、砂盘)、喷砂和酸洗除锈等。
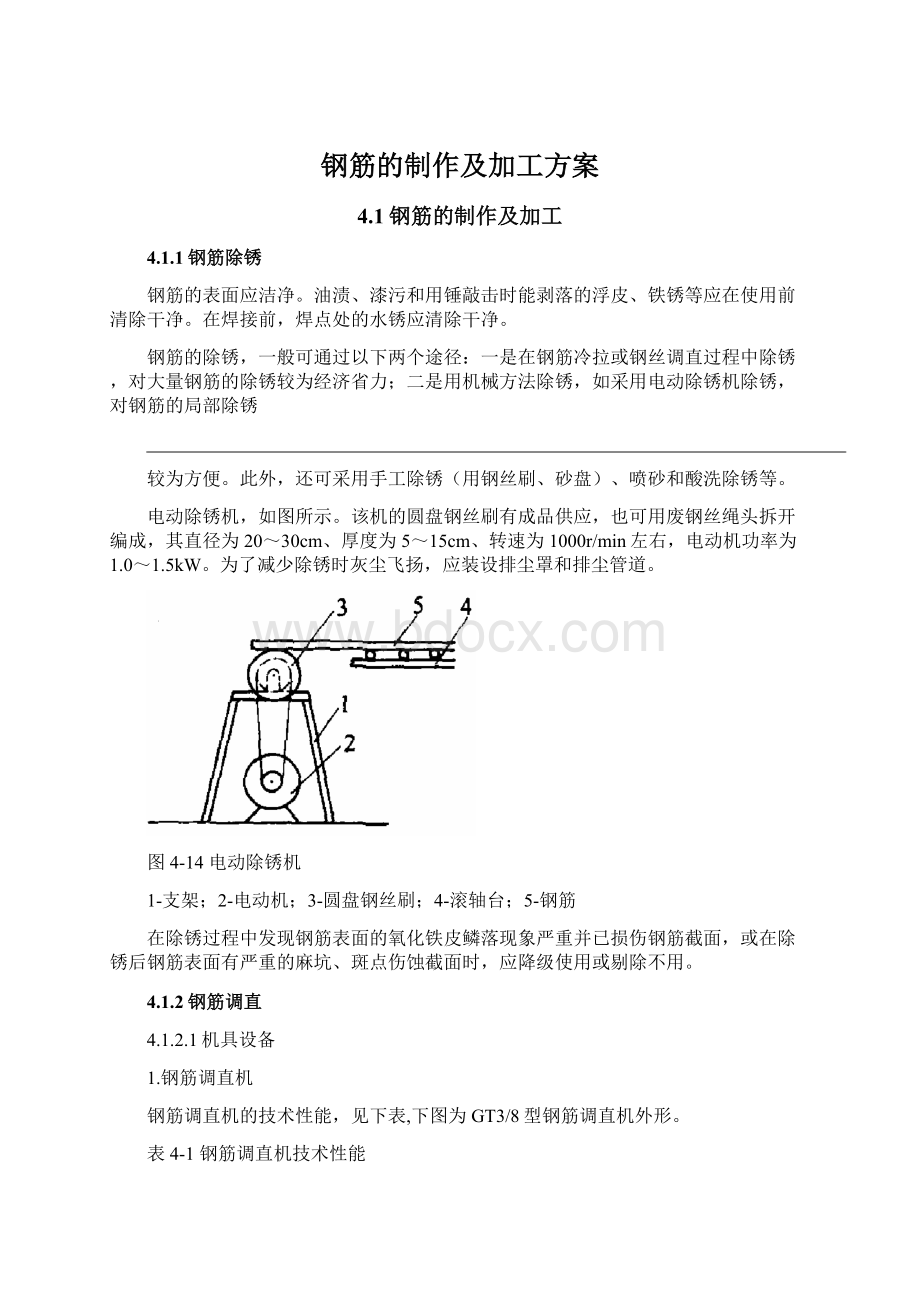
电动除锈机,如图所示。
该机的圆盘钢丝刷有成品供应,也可用废钢丝绳头拆开编成,其直径为20~30cm、厚度为5~15cm、转速为1000r/min左右,电动机功率为1.0~1.5kW。
为了减少除锈时灰尘飞扬,应装设排尘罩和排尘管道。
图4-14电动除锈机
1-支架;2-电动机;3-圆盘钢丝刷;4-滚轴台;5-钢筋
在除锈过程中发现钢筋表面的氧化铁皮鳞落现象严重并已损伤钢筋截面,或在除锈后钢筋表面有严重的麻坑、斑点伤蚀截面时,应降级使用或剔除不用。
4.1.2钢筋调直
4.1.2.1机具设备
1.钢筋调直机
钢筋调直机的技术性能,见下表,下图为GT3/8型钢筋调直机外形。
表4-1钢筋调直机技术性能
机械型号
钢筋直径
(mm)
调直速度
(m/min)
断料长度
(mm)
电机功率
(kW)
外形尺寸(mm)长×宽×高
机重
(kg)
GT3/8
3~8
40、65
300~6500
9.25
1854×741×1400
1280
GT6/12
6~12
36、54、72
300~6500
12.6
1770×535×1457
1230
注:
表中所列的钢筋调直机断料长度误差均≤3mm。
2、卷扬机拉直设备
图4-15GT3/8型钢筋调直机
卷扬机拉直设备见下图所示。
两端采用地锚承力。
冷拉滑轮组回程采用荷重架,标尺量伸长。
该法设备简单,宜用于施工现场或小型构件厂。
图4-16卷扬机拉直设备布置
1-卷扬机;2-滑轮组;3-冷拉小车;4-钢筋夹具;
5-钢筋;6-地锚;4-防护壁;8-标尺;9-荷重架钢筋夹具常用的有:
月牙式夹具和偏心式夹具。
月牙式夹具的构造与尺寸,见下图所示。
其夹片宜用45号钢制作,经热处理后的硬度HRC=40~45。
钢筋夹持点宜在夹片的中下部位。
这种夹具主要靠杠杆力和偏心力夹紧,使用方便,适用于HPB235级及HRB335级粗细钢筋。
图4-17月牙式夹具
偏心式夹具的构造与尺寸,见下图所示。
偏心块及其齿条宜采用45号钢制作,经热处理后的硬度HRC=35~40。
这种夹具轻巧灵活,适用于HPB235级盘圆钢筋拉直,特别是当每盘最后不足定尺长度时,可将其钩在挂链上,使用方便。
图4-18偏心块夹具
4.1.2.2调直工艺
1.采用钢筋调直机调直冷拔细钢筋时,要根据钢筋的直径选用调直模和传送压辊,并要正确掌握调直模的偏移量和压辊的压紧程度。
调直模的偏移量(如图),根据其磨耗程度及钢筋品种通过试验确定;调直筒两端的调直模一定要在调直前后导孔的轴心线上,这是钢筋能否调直的一个关键。
如果发现钢筋调得不直就要从以上两方面检查原因,并及时调整调直模的偏移量。
图4-19调直模的安装
压辊的槽宽,一般在钢筋穿入压辊之后,在上下压辊间宜有3mm之内的间隙。
压辊的压紧程度要做到既保证钢筋能顺利的被牵引前进,看不出钢筋有明显的转动,而在被切断的瞬时钢筋和压辊间又能允许发生打滑。
应当注意:
冷拔钢丝和冷轧带肋钢筋经调直机调直后,其抗拉强度一般要降低10%~15%。
使用前应加强检验,按调直后的抗拉强度选用。
如果钢丝抗拉强度降低过大,则可适当降低调直筒的转速和调直块的压紧程度。
2.采用冷拉方法调直钢筋时,HPB235级钢筋的冷拉率不宜大于4%,HRB335级、HRB400
级冷拉率不宜大于1%。
4.1.3钢筋切断
4.1.3.1机具设备
本工程中常用的钢筋切断机的技术性能与为钢筋切断机外形。
表4-2钢筋切断机技术性能表
机械型号
钢筋直径
(mm)
每分钟切断次数
电机功率
(kW)
外形尺寸(mm)长×宽×高
重量
(kg)
GQ40
6~40
40
3.0
1150×430×750
600
图4-20钢筋切断机
4.1.3.2切断工艺
1.将同规格钢筋根据不同长度长短搭配,统筹排料;一般应先断长料,后断短料,减少短头,减少损耗。
2.断料时应避免用短尺量长料,防止在量料中产生累计误差。
为此,宜在工作台上标出尺寸刻度线并设置控制断料尺寸用的挡板。
3.钢筋切断机的刀片,应由工具钢热处理制成。
刀片的形状可参考下图。
安装刀片时,螺丝要紧固,刀口要密合(间隙不大于0.5mm);固定刀片与冲切刀片刀口的距离:
对直径≤20mm的钢筋宜重叠1~2mm,对直径>20mm的钢筋宜留5mm左右。
图4-21钢筋切断机的刀片形状
(a)冲切刀片;(b)固定刀片
4.在切断过程中,如发现钢筋有劈裂、缩头或严重的弯头等必须切除;如发现钢筋的硬度与该钢种有较大的出入,应及时向有关人员反映,查明情况。
5.钢筋的断口,不得有马蹄形或起弯等现象。
4.1.4钢筋弯曲成型
4.1.4.1钢筋弯钩和弯折的有关规定
1、受力钢筋
(1)HPB235级钢筋末端应作180°弯钩,其弯弧内直径不应小于钢筋直径的2.5倍,弯钩的弯后平直部分长度不应小于钢筋直径的3倍;
(2)当设计要求钢筋末端需作135°弯钩时,HRB335级、HRB400级钢筋的弯弧内直径D不应小于钢筋直径的4倍,弯钩的弯后平直部分长度应符合设计要求;
(3)钢筋作不大于90°的弯折时,弯折处的弯弧内直径不应小于钢筋直径的5倍。
图4-11受力钢筋弯折
(a)90°;(b)135°
2.箍筋
除焊接封闭环式箍筋外,箍筋的末端应作弯钩。
弯钩形式应符合设计要求;当设计无具体要求时,应符合下列规定:
(1)箍筋弯钩的弯弧内直径除应满足本条第1
(1)点外,尚应不小于受力钢筋的直径;
(2)箍筋弯钩的弯折角度:
对一般结构,不应小于90°;对有抗震等要求的结构应为135°。
图4-23箍筋示意
(a)90°/90°;(b)135°/135°
(3)箍筋弯后的平直部分长度:
对一般结构,不宜小于箍筋直径的5倍;对有抗震等要求的结构,不应小于箍筋直径的10倍。
4.1.4.2机具设备
1、钢筋弯曲机
本工程可采用钢筋GW-40型钢筋弯曲机,其技术性能及钢筋弯曲机外形见下表及图。
表4-3钢筋弯曲机技术性能表
弯曲机类型
钢筋直径
(mm)
弯曲速度
(r/min)
电机功率
(kW)
外形尺寸(mm)长×宽×高
重量
(kg)
GW40
6~40
5
3.0
1360×740×865
400
GW40A
6~40
0
3.0
1050×760×828
450
表4-4GW-40型钢筋弯曲机每次弯曲根数表
钢筋直径(mm)
10~12
14~16
18~20
22~40
每次弯曲根数
4~6
3~4
2~3
1
2.手工弯曲工具
图4-24GW40型钢筋弯曲机
本工程钢筋弯曲主要在加强箍筋及螺旋筋,钢筋直径主要为Ф14,所以可以采用手摇扳手弯制细钢筋、卡筋与扳头弯制粗钢筋。
手动弯曲工具的尺寸见下表:
表4-5手摇扳手主要尺寸(mm)
项次
钢筋直径
a
b
c
d
1
φ6
500
18
16
16
2
φ8~10
600
22
18
20
表4-6卡盘与扳头(横口扳手)主要尺寸(mm)
项次
钢筋直径
卡盘
扳头
a
b
c
d
e
h
L
1
φ12~16
50
80
20
22
18
40
1200
2
φ18~22
65
90
25
28
24
50
1350
3
φ25~32
80
100
30
38
34
76
2100
4.1.4.3弯曲成型工艺
1、划线
钢筋弯曲前,对形状复杂的钢筋(如弯起钢筋),根据钢筋料牌上标明的尺寸,用石笔将各弯曲点位置划出。
划线时应注意:
(1)根据不同的弯曲角度扣除弯曲调整值,其扣法是从相邻两段长度中各扣一半;
(2)钢筋端部带半圆弯钩时,该段长度划线时增加0.5d(d为钢筋直径);
(3)划线工作宜从钢筋中线开始向两边进行;两边不对称的钢筋,也可从钢筋一端开始划线,如划到另一端有出入时,则应重新调整。
2.钢筋弯曲成型
钢筋在弯曲机上成型时,心轴直径应是钢筋直径的2.5~5.0倍,成型轴宜加偏心轴套,以便适应不同直径的钢筋弯曲需要。
弯曲细钢筋时,为了使弯弧一侧的钢筋保持平直,挡铁轴宜做成可变挡架或固定挡架(加铁板调整)。
图4-25钢筋弯曲成型
(a)工作简图;(b)可变挡架构造
1-工作盘;2-心轴;3-成型轴;4-可变挡架;5-插座;6-钢筋
钢筋弯曲点线和心轴的关系,如下图所示。
由于成型轴和心轴在同时转动,就会带动钢筋向前滑移。
因此,钢筋弯90°时,弯曲点线约与心轴内边缘齐;弯180°时,弯曲点线距心轴内边
缘为1.0~1.5d(钢筋硬时取大值)。
图4-26弯曲点线与心轴关系
(a)弯90°;(b)弯180°
1-工作盘;2-心轴;3-成型轴;4-固定挡铁;5-钢筋;6-弯曲点线
注意:
对HRB335与HRB400钢筋,不能弯过头再弯过来,以免钢筋弯曲点处发生裂纹。
3.曲线形钢筋成型
弯制曲线形钢筋时,可在原有钢筋弯曲机的工作盘中央,放置一个十字架和钢套;另外在工作盘四个孔内插上短轴和成型钢套(和中央钢套相切)。
插座板上的挡轴钢套尺寸,可根据钢筋曲线形状选用。
钢筋成型过程中,成型钢套起顶弯作用,十字架只协助推进。
图4-27曲线形钢筋成型
(a)工作简图;(b)十字撑及圆套详图;(c)桩柱及圆套详图
1-工作盘;2-十字撑及圆套;3-桩柱及圆套;4-挡轴圆套;5-插座板;6-钢筋
4.螺旋形钢筋成型
螺旋形钢筋,除小直径的螺旋筋已有专门机械生产外,一般可用手摇滚筒或者机械传动的滚筒。
由于钢筋有弹性,滚筒直径应比螺旋筋内径略小。
图4-28螺旋形钢筋成型
1-支架;2-卷筒;3-钢筋;4-摇把
表4-7滚筒直径与螺旋筋直径关系
螺旋筋内径(mm)
φ6
288
360
418
485
575
630
700
760
845
-
-
-
φ8
270
325
390
440
500
565
640
690
765
820
885
965
滚筒外径(mm)
260
310
365
410
460
510
555
600
660
710
760
810
4.1.4.4钢筋加工质量检验
1.主控项目
(1)受力钢筋的弯钩和弯折应符合相关规定;
(2)箍筋弯钩的弯弧内直径、弯折角度、平直段长度应符相关规定。
检查数量:
按每工作班同一类型钢筋、同一加工设备抽查不应少于3件。
检查方法:
钢尺检查。
2.一般项目
(1)钢筋调直冷拉率应符合相关的规定。
(2)钢筋加工的形状与尺寸应符合设计要求,其偏差应符合相关规定。
检查数量与方法,与主控项目相同。
表4-8钢筋加工的允许偏差
项目
允许偏差(mm)
受力钢筋顺长度方向全长的净尺寸
±10
弯起钢筋的弯折位置
±20
箍筋内的净尺寸
±5
4.1.5钢筋连接
本工程工程桩分为抗压桩(AZH1-AZH4),抗压、抗浮桩(B型桩),根据设计的要求,抗压桩主筋不能采用绑扎连接,只能采用焊接及机械连接,抗浮桩只有AZH3-AZH4型桩主筋直径为C25与C22适合绑扎连接,其余均需采用焊接及机械连接。
设计要求不能绑扎的抗压抗浮桩钢筋直径为C22和C32两种,从经济、合理、安全的角度出发,抗压抗浮桩中的钢筋直径为C22钢筋采用焊接,C32钢筋采用机械连接。
工程桩中的加强箍筋为B18、B16、B14,为螺旋箍筋B14、B12,根据设计要求及现场实际操作情况,AZH1-AZH2Z桩箍筋及螺旋筋均采用焊接,其余各桩螺旋筋采用绑扎连接,加强箍筋采用焊接。
4.1.5.1钢筋电弧焊
本工程所施工的焊接工艺为电弧搭接焊和帮条焊。
钢筋电弧焊是以焊条作为一板、钢筋为另一板,利用焊接电流通过产生的电弧热进行焊接的一种熔焊方法。
焊接时应符合下列要求:
(1)应根据钢筋级别、直径、接头形式和焊接位置,选择焊条、焊接工艺和焊接参数;
(2)焊接时,引弧应在垫板、帮条或形成焊缝的部位进行,不得烧伤主筋;
(3)焊接地线与钢筋应接触紧密;
(4)焊接过程中应及时清渣,焊缝表面应光滑,焊缝余高应平缓过渡,弧坑应填满。
1、电弧焊设备和焊条
电弧焊设备主要采用交流弧焊机。
本工程常用交流弧焊机的技术性能,见表
表4-8常用交流弧焊机的技术性能
项目
BX3-300-2
BX3-500-2
额定焊接电流(A)
300
500
初级电压(V)
380
380
次级空载电压(V)
70~78
70~75
额定工作电压(V)
32
40
额定初级电流(A)
61.9
101.4
焊接电流调节范围(A)
40~400
60~600
额定持续率(%)
60
60
额定输入功率(kVA)
23.4
38.6
各持续率时功率
100%(kVA)
18.5
30.5
额定持续率
(kVA)
23.4
38.6
各持续率时焊接电流
100%(kVA)
232
388
额定持续率
(kVA)
300
500
功率因数(cosφ)
-
-
效率(%)
82.5
87
外形尺寸(长×宽×高)(mm)
730×540×900
730×540×900
重量(kg)
183
225
电弧焊所采用的焊条,其性能应符合现行国家标准《碳钢焊条》(GB5117)或《低合金钢焊条》(GB5118)的规定,其型号应根据设计确定;若设计无规定时,可按上表选用。
当采用低氢型碱性焊条时,应按使用说明书的要求烘焙;酸性焊条若在运输或存放中受潮,使用前也应烘焙后方可使用。
表4-9钢筋电弧焊焊条型号
钢筋级别
电弧焊接头形式
帮条焊搭接焊
坡口焊熔槽帮条焊
预埋件穿孔塞焊
钢筋与钢板搭接焊预埋件T形角焊
HPB235
E4303
E4303
E4303
HRB335
E4303
E5003
E4303
HRB400
E5003
E5503
-
2、帮条焊和搭接焊
帮条焊和搭接焊的规格与尺寸应符合设计及规范的要求。
帮条焊和搭接焊宜采用双面焊。
当不能进行双面焊时,可采用单面焊。
当帮条级别与主筋相同时,帮条直径可与主筋相同或小一个规格;当帮条直径与主筋相同时,帮条级别可与主筋相同或低一个级别。
(1)、施焊前,钢筋的装配与定位,应符合下列要求:
①采用帮条焊时,两主筋端面之间的间隙应为2~5mm;
②采用搭接焊时,焊接端钢筋应预弯,并应使两钢筋的轴线在一直线上;
③帮条和主筋之间应采用四点定位焊固定;搭接焊时,应采用两点固定;定位焊缝与帮条端部或搭接端部的距离应大于或等于20mm。
图4-29帮条焊与搭接焊的定位
(a)帮条焊;(b)搭接焊
1-定位焊缝;2-弧坑拉出方位
(2)、施焊时,应在帮条焊或搭接焊形成焊缝中引弧;在端头收弧前应填满弧坑,并应使主焊缝与定位焊缝的始端和终端熔合。
(3).帮条焊或搭接焊的焊缝厚度h不应小于主筋直径的0.3倍,焊缝宽度b不应小于主筋直径的0.7倍。
图4-30焊缝尺寸
(a)钢筋接头;(b)钢筋与钢板接头
3、电弧焊接头质量检验
(1)、取样数量
电弧焊接头外观检查,应在清渣后逐个进行目测或量测。
当进行力学性能试验时,应按下列规定抽取试件:
①以300个同一接头形式、同一钢筋级别的接头作为一批,从成品中每批随机切取3个接头进行拉伸试验;
②在装配式结构中,可按生产条件制作模拟构件。
(2)、外观检查
钢筋电弧焊接头外观检查结果,应符合下列要求:
①焊缝表面应平整,不得有凹陷或焊瘤。
②焊接接头区域不得有裂纹;
③焊接接头尺寸的允许偏差及咬边深度、气孔、夹渣等缺陷允许值,应符合有关规定;外观检查不合格的接头、经修整或补强后,可提交二次验收。
(3)、拉伸试验
钢筋电弧焊接头拉伸试验结果,应符合下列要求:
①3个热轧钢筋接头试件的抗拉强度均不得小于该级别钢筋规定的抗拉强度;
②3个接头试件均应断于焊缝之外,并应至少有2个试件呈延性断裂;
当试验结果,有一个试件的抗拉强度小于规定值,或有1个试件断于焊缝,或有2个试件发生脆性断裂时,应再取6个试件进行复验。
复验结果当有一个试件抗拉强度小于规定值,或有一个试件断于焊缝,或有3个试件呈脆性断裂时,应确认该批接头为不合格品。
模拟试件试验结果不符合要求时,复验应再从成品中切取,其数量和要求应与初始试验时相同。
表4-10钢筋电弧焊接头尺寸偏差及缺陷允许值
名称
单位
接头形式
帮条焊
搭接焊
帮条沿接头中心线的纵向偏移
mm
0.5d
-
接头处弯折角
(°)
4
4
接头处钢筋轴线的偏移
mm
0.1d
0.1d
3
3
焊缝厚度
mm
+0.05d
0
+0.05d
0
焊缝宽度
mm
+0.1d
0
+0.1d
0
焊缝长度
mm
-0.5d
-0.5d
横向咬边深度
mm
0.5
0.5
在长2d焊缝表面上的气
孔及夹渣
数量
个
2
2
面积
mm2
6
6
在全部焊缝表面上的气
孔及夹渣
数量
个
-
-
面积
mm2
-
-
注:
d为钢筋直径(mm)。
4.1.5.2钢筋镦粗直螺纹套筒连接
钢筋机械连接是指通过连接件的机械咬合作用或钢筋端面的承压作用,将一根钢筋中的力传递至另一根钢筋的连接方法。
这类连接方法是我国近10年来陆续发展起来的,它具有以下优点:
接头质量稳定可靠,不受钢筋化学成分的影响,人为因素的影响也小;操作简便,施工速度快,且不受气候条件影响;无污染、无火灾隐患,施工安全等。
在粗直径钢筋连接中,钢筋机械连接方法有广阔的发展前景。
本工程主要采用钢筋徽粗直螺纹套筒连接钢筋镦粗直螺纹套筒连接是先将钢筋端头镦粗,再切削成直螺纹,然后用带直螺纹的套筒将钢筋两端拧紧的钢筋连接方法。
图4-31钢筋直螺纹套筒连接
1-已连接的钢筋;2-直螺纹套筒;3-正在拧入的钢筋
镦粗直螺纹钢筋接头的特点:
钢筋端部经冷镦后不仅直径增大,使套丝后丝扣底部横截面积不小于钢筋原截面积,而且由于冷镦后钢材强度的提高,致使接头部位有很高的强度,断裂均发生母材,达到SA级接头性能的要求。
这种接头的螺纹精度高,接头质量稳定性好,操作简便,连接速度快,价格适中。
1、一般规定
钢筋机械连接接头的设计、应用与验收应符合行业标准《钢筋机械连接通用技术规程》(JGJ104-96)和各种机械连接接头技术规程的规定。
钢筋机械连接接头,应根据静力单向拉伸性能以及高应力和大变形条件下反复拉、压性能的差异,分为下列三个性能等级。
A级:
接头抗拉强度达到或超过母材抗拉强度标准值,并具有高延性及反复拉压性能。
B级:
接头抗拉强度达到或超过母材屈服强度标准值的1.35倍,具有一定的延性及反复拉
压性能。
C级:
接头仅承受压力。
A、B、C级的接头性能,应符合下表的规定。
表4-11钢筋机械接头性能检验指标
钢筋机械连接(JGJ104-98)的符号意义如下:
对直接承受动力荷载的结构,其接头应满足设计要求的抗疲劳性能。
当无专门要求时,对连接HRB335(HRB400)级钢筋的接头,其疲劳性能应能经受应力幅为100N/mm2,上限应力为180(188)N/mm2的200万次循环加载。
接头性能等级的选定,应符合下列规定:
(1)混凝土结构中要求充分发挥钢筋强度或对接头延性要求较高的部位,应采用A级接头,这也是本工程采用的接头等级;
(2)混凝土结构中钢筋受力小或对接头延性要求不高的部位,可采用B级接头;
(3)非抗震设防和不承受动力荷载的混凝土结构中钢筋只承受压力的部位,可采用C级接头。
2、机具设备
(1)钢筋液压冷镦机,是钢筋端头镦粗用的一种专用设备。
其型号有:
HJC200型(B18~40)、HJC250型(C20~40)、GZD40、CDJ-50型等。
(2)钢筋直螺纹套丝机,是将已镦粗或未镦粗的钢筋端头切削成直螺纹的一种专用设备。
其型号有:
GZL-40、HZS-40、GTS-50型等。
(3)扭力扳手、量规(通规、止规)等。
3、镦粗直螺纹套筒
(1)材质要求:
对HRB335级钢筋,采用45号优质碳素钢;对HRB400级钢筋,采用45号
经调质处理,或用性能不低于HRB400钢筋性能的其他钢种。
(2)规格型号及尺寸:
①同径连接套筒,分右旋和左右旋两种,其尺寸见表。
图4-32同径连接套筒
(a)右旋;(b)左右旋
表4-12同径右旋连接筒
表4-13同径左右旋连接套筒
②异径连接套筒,见表。
表4-14异径连接套筒
③可调节连接套筒,见表。
表4-15可调节连接套筒
(3)质量要求
①连接套筒表面无裂纹,螺牙饱满,无其他缺陷。
②牙形规检查合格,用直螺纹塞规检查其尺寸精度。
连接套筒两端头的孔,必须用塑料盖封上,以保持内部洁净,干燥防锈。
4、钢筋加工与检验
(1)钢筋下料时,应采用砂轮切割机,切口的端面应与轴线垂直,不得有马蹄形或挠曲。
(2)钢筋下料后,在液压冷锻压床上将钢筋徽粗。
不同规格的钢筋冷徽后的尺寸,见下表。
根据钢筋直径、冷镦机性能及镦粗后的外形效果,通过试验确定适当的镦粗压力。
操作中要保证镦粗头与钢筋轴线不得大于4°的倾斜,不得出现与钢筋轴线相垂直的横向表面裂缝。
发现外观质量不符合要求时,应及时割除,重新徽粗。
表4-16钢筋冷镦规格尺寸
(3)钢筋冷镦后,在钢筋套丝机上切削加工螺纹。
钢筋端头螺纹规格应与连接套筒的型号匹配。
钢筋螺纹加工质量:
牙形饱满、无断牙、秃牙等缺陷。
(4)钢筋螺纹加工后,随即用配置的量规逐根检测。
合格后,再由专职质检员按一个工作班10%的比例抽样校验。
如发现有不合格螺纹,应全部逐个检查,并切除所有不合格螺纹,重新镦粗和加工螺纹。
1-牙形规;2-直螺纹环规
图4-33直螺纹接头量规
5、现场连接施工
(1)对连接钢筋可自由转动的,先将套筒预先部分或全部拧入一个被连接钢筋的螺纹内,而后转动连接钢筋或反拧套筒到预定位置,最后用扳手转动连接钢筋,使其相互对顶锁定连接套筒。
(2)对于钢筋完全不能转动,如弯折钢筋或还要调整钢筋内力的场合,可将锁定螺母和连接套筒预先拧入加长的螺纹内,再反拧入另一根钢筋端
 升级会员
升级会员 