液压管扣压整体方案设计.docx
《液压管扣压整体方案设计.docx》由会员分享,可在线阅读,更多相关《液压管扣压整体方案设计.docx(12页珍藏版)》请在冰豆网上搜索。
液压管扣压整体方案设计
液压管扣压整体方案
一液压管总成
液压管总成是液压系统中常用的一种辅助装置,用以输送介质及传动动力,它由软管及钢件接头组成。
二液压软管的种类
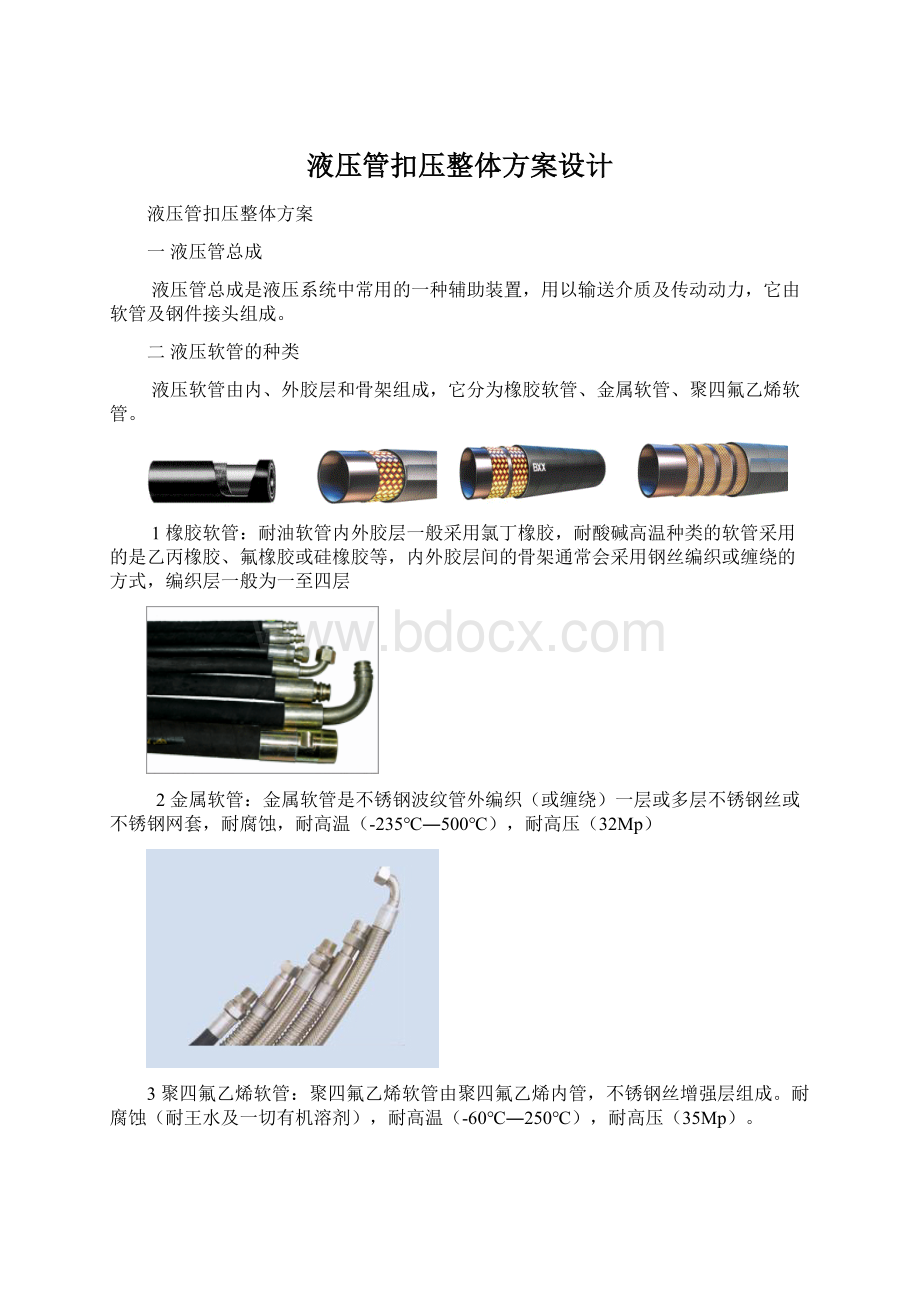
液压软管由内、外胶层和骨架组成,它分为橡胶软管、金属软管、聚四氟乙烯软管。
1橡胶软管:
耐油软管内外胶层一般采用氯丁橡胶,耐酸碱高温种类的软管采用的是乙丙橡胶、氟橡胶或硅橡胶等,内外胶层间的骨架通常会采用钢丝编织或缠绕的方式,编织层一般为一至四层
2金属软管:
金属软管是不锈钢波纹管外编织(或缠绕)一层或多层不锈钢丝或不锈钢网套,耐腐蚀,耐高温(-235℃―500℃),耐高压(32Mp)
3聚四氟乙烯软管:
聚四氟乙烯软管由聚四氟乙烯内管,不锈钢丝增强层组成。
耐腐蚀(耐王水及一切有机溶剂),耐高温(-60℃―250℃),耐高压(35Mp)。
三管接头:
管接头是油管与油管、油管与液压元件之间的可拆式连接件,它应满足装拆方便、连接牢靠、密封可靠、外形尺寸小、通油能力大、压力损失小、加工工艺性好等要求。
按油管与管接头的连接方式,管接头主要有焊接式、卡套式、扩口式、扣压式等形式;每种形式的管接头中,按接头的通路数量和方向分有直通、直角、三通等类型;与机体的连接方式有螺纹连接、法兰连接等方式。
1焊接式管接头
图6.1所示为焊接式直通管接头,主要由接头体4、螺母2和接管l组成,在接头体和接管之间用o形密封圈3密封。
当接头体拧入机体时,采用金属垫圈或组合垫圈5实现端面密封。
接管与管路系统中的钢管用焊接连接。
焊接式管接头连接牢固、密封可靠,缺点是装配时需焊接,因而必须采用厚壁钢管,且焊接工作量大。
2.卡套式管接头
图6.2所示为卡套式管接头结构。
这种管接头主要包括具有24°锥形孔的接头体4,带有尖锐内刃的卡套2,起压紧作用的压紧螺母3三个元件。
旋紧螺母3时,卡套2被推进24°锥孔,并随之变形,使卡套与接头体内锥面形成球面接触密封;同时,卡套的内刃口嵌入油管l的外壁,在外壁上压出一个环形凹槽,从而起到可靠的密封作用。
卡套式管接头具有结构简单、性能良好、质量轻、体积小、使用方便、不用焊接、钢管轴向尺寸要求不严等优点,且抗振性能好,工作压力可达31.5MPa,是液压系统中较为理想的管路连接件。
3.锥密封焊接式管接头
图6.3所示为锥密封焊接式管接头结构。
这种管接头主要由接头体2、螺母4和接管5组成,除具有焊接式管接头的优点外,由于它的o形密封圈装在接管5的24°锥体上,使密封有调节的可能,密封更可靠。
工作压力为34.5MPa,工作温度为-25℃~80℃。
这种管接头的使用越来越多。
4.扩口式管接头
图6.4所示是扩口式管接头结构。
这种管接头有A型和B型两种结构形式:
A型由具有74°外锥面的管接头体1、起压紧作用的螺母2和带有60°内锥孔的管套3组成;B型由具有90°外锥的接头体l和带有90°内锥孔的螺母2组成。
将已冲成喇叭口的管子置于接头体的外锥面和管套(或B型螺母)的内锥孔之间,旋紧螺母使管子的喇叭口受压,挤贴于接头体外锥面和管套(或B型的螺母)内锥孔所产生的间隙中,从而起到密封作用。
扩口式管接头结构简单、性能良好、加工和使用方便,适用于以油、气为介质的中、低压管路系统,其工作压力取决于管材的许用压力,一般为3.5MPa~16MPa。
四软管总成加工加工工艺及设备
1切管:
1.1根据软管总成代号领取正确规格、型号的软管接头及胶管;
1.2根据要扣压软管总成的总长及两端接头的规格、型号,计算需要锯切下料胶管的长度;
1.3按计算出的胶管长度在胶管上用笔划出锯切位置线;
1.4用胶管切割机按划线位臵锯切胶管下料,软管下料后,应检查软管的下料长度是否与要求符合,软管切口是否平整,切口端面与软管中心线垂直,
1.5每根软管切割完后,需用不小于0.6MPa压力的空气吹至少3秒,以确保清洁。
胶管切割机
2.剥外胶层
需剥外胶层的胶管,应根据接头和外套的尺寸计算胶管两端外胶层剥胶长度并用笔划出剥胶长度位置线;逐步调整剥胶机的刀头,用HYJ-A型剥胶机剥胶至划线位臵,剥胶后钢丝不能有损伤,无钢丝散开现象,软管内壁无损伤。
剥胶机
3.装配
3.1 测量或计算软管在内套中的插入深度,并用笔分别在胶管两端划插入深度位置线;
3.2 将胶管插入接头外套中并检查插入深度标记是否与外套内边沿重合,然后将接头芯插入胶管内孔中,使外套外沿台肩与接头芯环槽重合,以保证扣压时外套台肩扣压入接头芯环槽;
3.3 弯接头在总成装配时,接头方向应与软管的自然弯曲方向一致;
3.4 应使用橡胶锤配合插入接头芯,禁止使用铁锤或铜锤;
3.5检查预装配好的软管总成长度是否符合要求,弯头方向是否符合要求
测量深度标记深度
4.扣压
4.1
根据要扣压的胶管规格,在扣压机上选择合适的模具,模具选用及扣压参数参照下表
4.2参照上表参数,先空行程逐步调整扣压模具闭合时的直径合适后进行试扣压
(扣压时要注意检查胶管插入深度标记与胶管外套内沿重合并保证胶管外套台肩与接头芯环槽重合),配合检查接头芯内孔变形量,调整扣压行程达到要求;
4.3软管的扣压型式
(1)扣头.接头芯.胶管一起同时扣压成型
(2)仿Parker式扣压的扣头与接头芯已经扣压成型,再与胶管扣压。
(3)以小松为代表的分段环节扣押。
(4)以CAT.日立.现代为代表的分部分扣压
(5)以VOLV为代表的焊接扣压头的一次扣压接头
第4种第5种
五液压软管的检测及检测设备
5.1 尺寸检查
5.1.1 应检查软管所有尺寸符合GB/T9573—2003及相关软管技术条件中的规定。
5.1.2 管接头的材料、尺寸公差、表面粗糙度等应符合产品技术条件要求。
5.2 耐压试验
5.2.1试验介质为洁净的自来水.其氯离子含量不超过25ppm
5.2.2 软管总成以2倍的最高工作压力进行静压试验,至少保压60s。
5.2.3 经过耐压试验后,软管总成未呈现泄漏或其他失效迹象,则认为通过了该试验
耐压试验机
5.3 爆破试验
5.3.1 一般要求
这是一种破坏性试验,试验后的软管总成应报废。
5.3.2 步骤
5.3.2.1 对已组装上软管接头30天之内的软管总成,匀速增加到4倍的最高工作压
进行爆破试验。
试样长度200-1000mm。
5.3.2.2 软管总成在规定的最小爆破压力以下,呈现泄漏、软管爆破或失效,应拒绝验收。
液压软管爆破试验台
5.4 耐久性(脉冲)试验
5.4.1 一般要求
这是一种破坏性试验,试验后的软管总成应报废。
试验介质为水.油或乙二醇混合液
5.4.2 步骤
5.4.2.1 应在组装接头后的30天内,且未经使用的软管总成进行此项试验。
5.4.2.2 计算在试验下的软管的自由(暴露)长度。
如图1所示,根据软管内径选用下列适当的公式:
a) 软管公称内径22mm(含22mm)以下:
弯曲180°,自由长度=∏[r+(d/2)]+2d。
b) 软管公称内径22mm以上:
弯曲90°,自由长度={∏[r+(d/2)]}/2+2d。
式中:
r——最小弯曲半径;
d——软管外径。
5.4.2.3 把软管总成试件连接到试验装置上,按图1所示安装,当软管总成公称内径在22mm(含22mm)以下时,应弯曲180°;大于22mm时,弯曲90°。
5.4.2.4 选择的试验油液应符合黏度等级ISOVG46(在40℃时,46cSt±4.6cSt)的要求,使其在软管总成内以足够的速度循环,以维持相同的温度。
5.4.2.5 对软管总成内部施加一脉冲压力,其频率在0.5Hz~1.3Hz(30周期/分至78周期/分之间),记录试验的频率。
5.4.2.6 压力循环应在图2所示的阴影区域内,并使之尽可能接近图示曲线。
压力上升的实际速率应在100MPa/s~350MPa/s之间。
5.4.2.7 对软管总成进行脉冲试验,其压力为软管总成最高工作压力的100%、125%、133%,试验油温度保持在100℃土3℃。
5.4.2.8 脉冲试验的持续总脉冲次数的确定,按产品标准规定,试验可以间歇进行。
5.4.2.9 在完成所需的总脉冲次数后,软管总成未呈现失效现象,则认为通过了脉冲试验。
脉冲试验台
5.5气密性试验
5.5.1试验介质为干燥.洁净的空气或惰性气体。
5.5.2试验压力为1.5倍的工作压力。
5.5.3试验时压力缓慢上升,达到规定的压力后保压10分钟,然后降至工作压力,检查有无泄露。
气密性试验台
 升级会员
升级会员 